
一种叉车停车制动盘制备方法.pdf

大渊****公主

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种叉车停车制动盘制备方法.pdf
本发明公开了一种叉车停车制动盘制备方法,包括有以下工艺步骤为:冶炼工艺,冶炼工艺采用中频炉进行电渣重熔工艺冶炼,将重量比为2:6:1的铬铁、废钢、废铝,以及废钢质量0.4—0.5%熔炼添加剂加入到中频炉中混合加热熔化,当温度达到900℃‑940℃时向中频炉内通入1.3‑1.8L/min氮气、氢气的混合气体,时间为20‑30min;本发明通过合理的冶炼工艺、渗氮工艺、固化工艺,克服现有技术中的缺陷,其韧性和刚度很好的螺栓垫片材料,生产成本和使用效率明显改善。
一种汽车制动盘的制备方法.pdf
本发明公开了一种汽车制动盘的制备方法,该方法先将部分原料加入真空气雾化炉中进行熔炼、雾化并筛分粉末,再与其它剩余原料一起倒入双锥混料机中,混料筒不断回转使物料翻动,粉末颗粒在混料筒中分散;将混合均匀的粉末冷压成型;将冷坯体在双向振荡压力烧结炉中烧结,在氢氮混合气体中烧结;冷却至100℃以下取出,冷却过程保持压力振荡不变;将烧结后的压坯在保温1‑2小时,水淬,出水后立即装炉回火,取出后进行自然冷却。本发明通过优化的原料组合,合理设置配比和生产工艺,形成的汽车制动盘的质量稳定均一,具有较好的屈服强度、抗压强度

制动盘的制备方法.pdf
本申请涉及制动盘的制备方法,通过在盘体模腔中先铺设第一层结构材料层、第二层摩擦材料层和第三层结构材料层,预压后,再在盘帽模腔中铺设结构材料层,合压,得到生坯,通过计算公式计算出结构材料层的厚度,使得生坯各个部分在后续烧结过程中的烧结收缩率相匹配,界面结合处不会发生开裂等情况,最后将易加工的第一层结构材料层和第三层结构材料层通过机加去除,即可得到制动盘,避免了对难加工的摩擦材料层的切削,节省了制造成本。
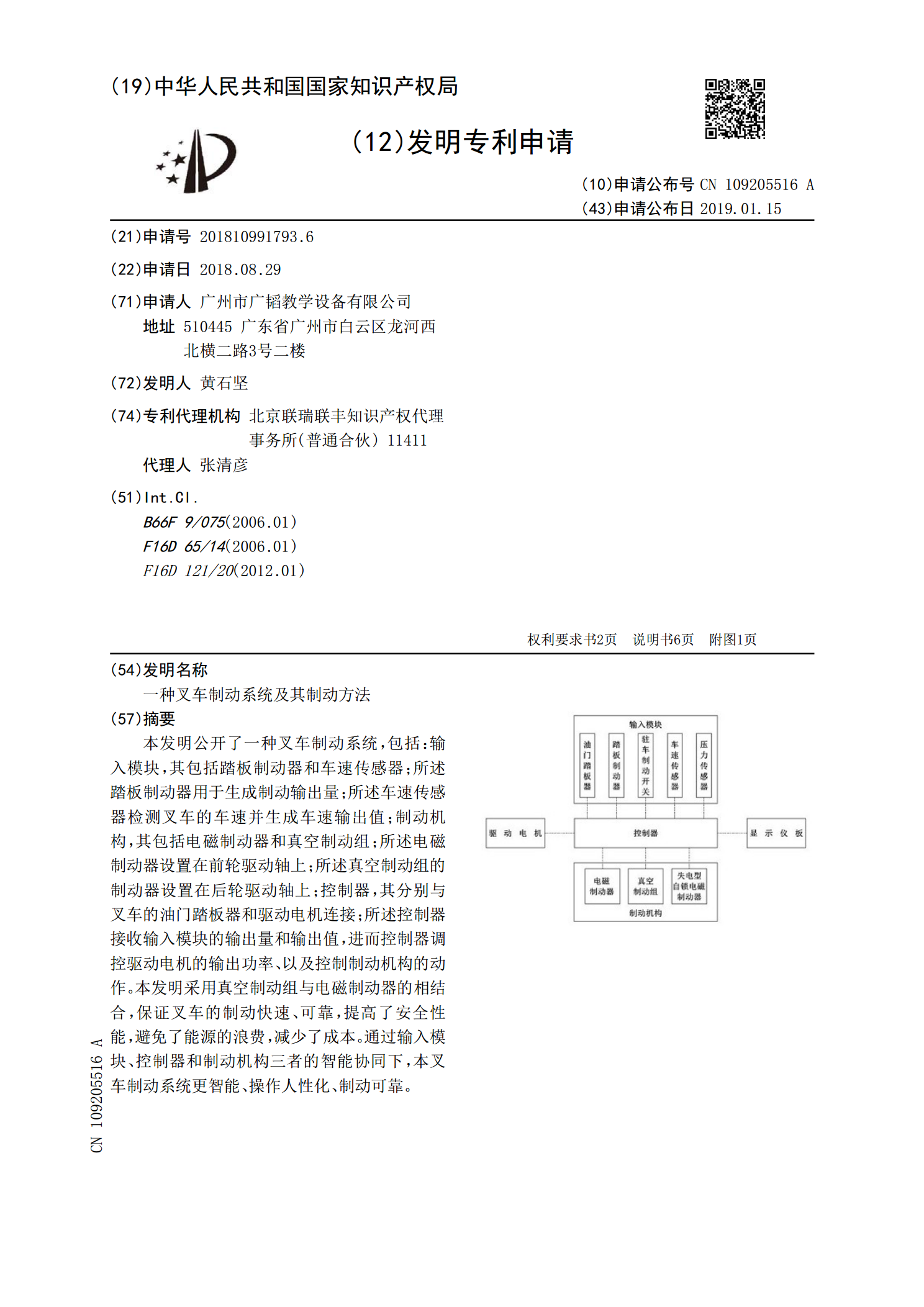
一种叉车制动系统及其制动方法.pdf
本发明公开了一种叉车制动系统,包括:输入模块,其包括踏板制动器和车速传感器;所述踏板制动器用于生成制动输出量;所述车速传感器检测叉车的车速并生成车速输出值;制动机构,其包括电磁制动器和真空制动组;所述电磁制动器设置在前轮驱动轴上;所述真空制动组的制动器设置在后轮驱动轴上;控制器,其分别与叉车的油门踏板器和驱动电机连接;所述控制器接收输入模块的输出量和输出值,进而控制器调控驱动电机的输出功率、以及控制制动机构的动作。本发明采用真空制动组与电磁制动器的相结合,保证叉车的制动快速、可靠,提高了安全性能,避免了能
一种高碳当量制动盘及其制备方法.pdf
本发明提供了一种高碳当量制动盘,包括3.85wt%~4.00wt%的C、1.45wt%~1.65wt%的Si、0.60wt%~0.80wt%的Mn、0.02wt%~0.04%的V、0.02wt%~0.07wt%的Ce、90~140ppm的N、0~0.10wt%的P、0~0.10wt%的S、0~0.50wt%的Cu、0~0.25wt%的Cr、0~0.10wt%的Ni、0~0.10wt%的Mo、0~0.04wt%的Ti、0~0.01wt%的Nb和余量的Fe。本发明通过特定的元素组成和比例,使得制动盘的导热能力