
一种铝漆包线定子的焊锡工艺.pdf

是你****深呀

1/8

2/8

3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝漆包线定子的焊锡工艺.pdf
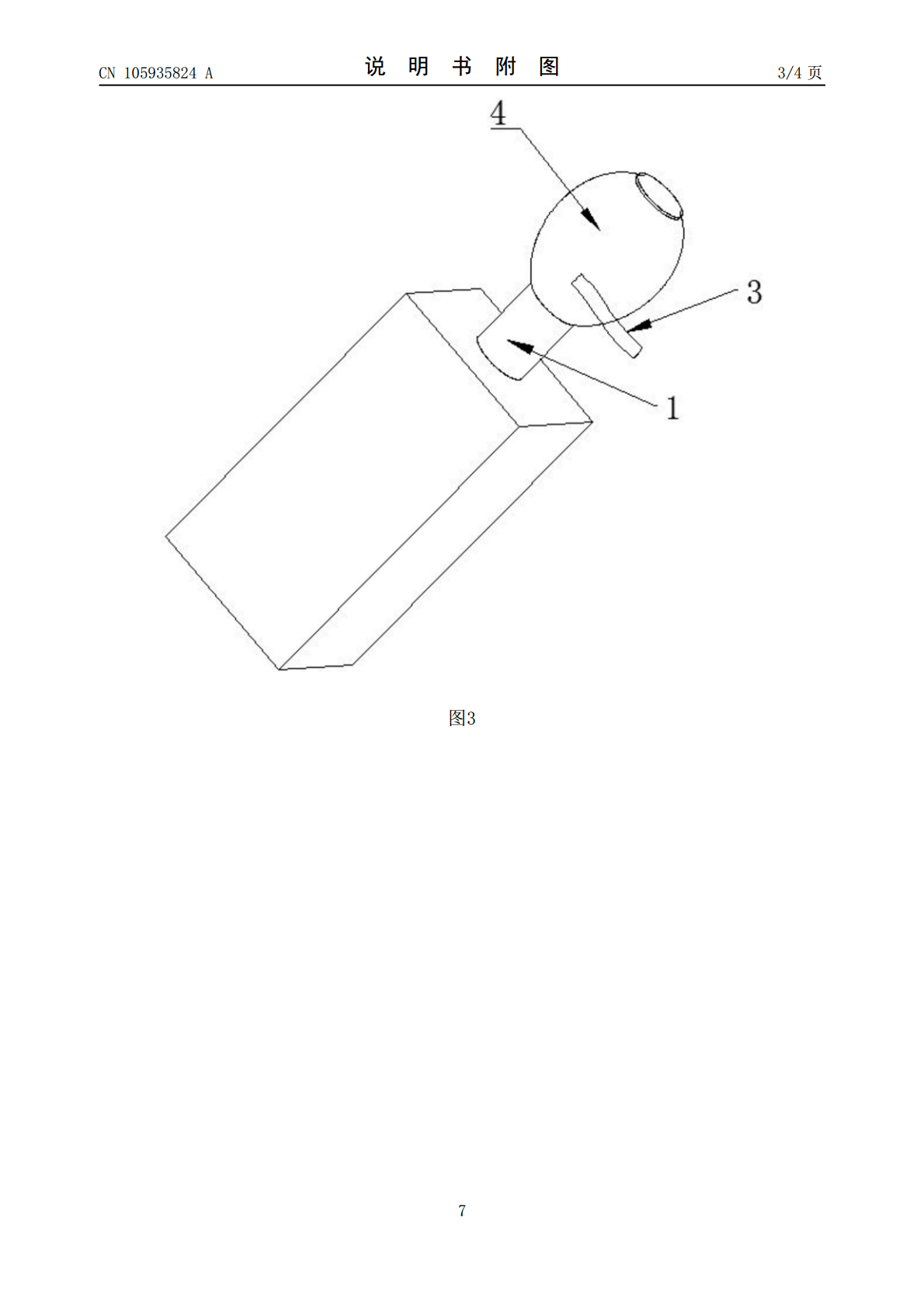
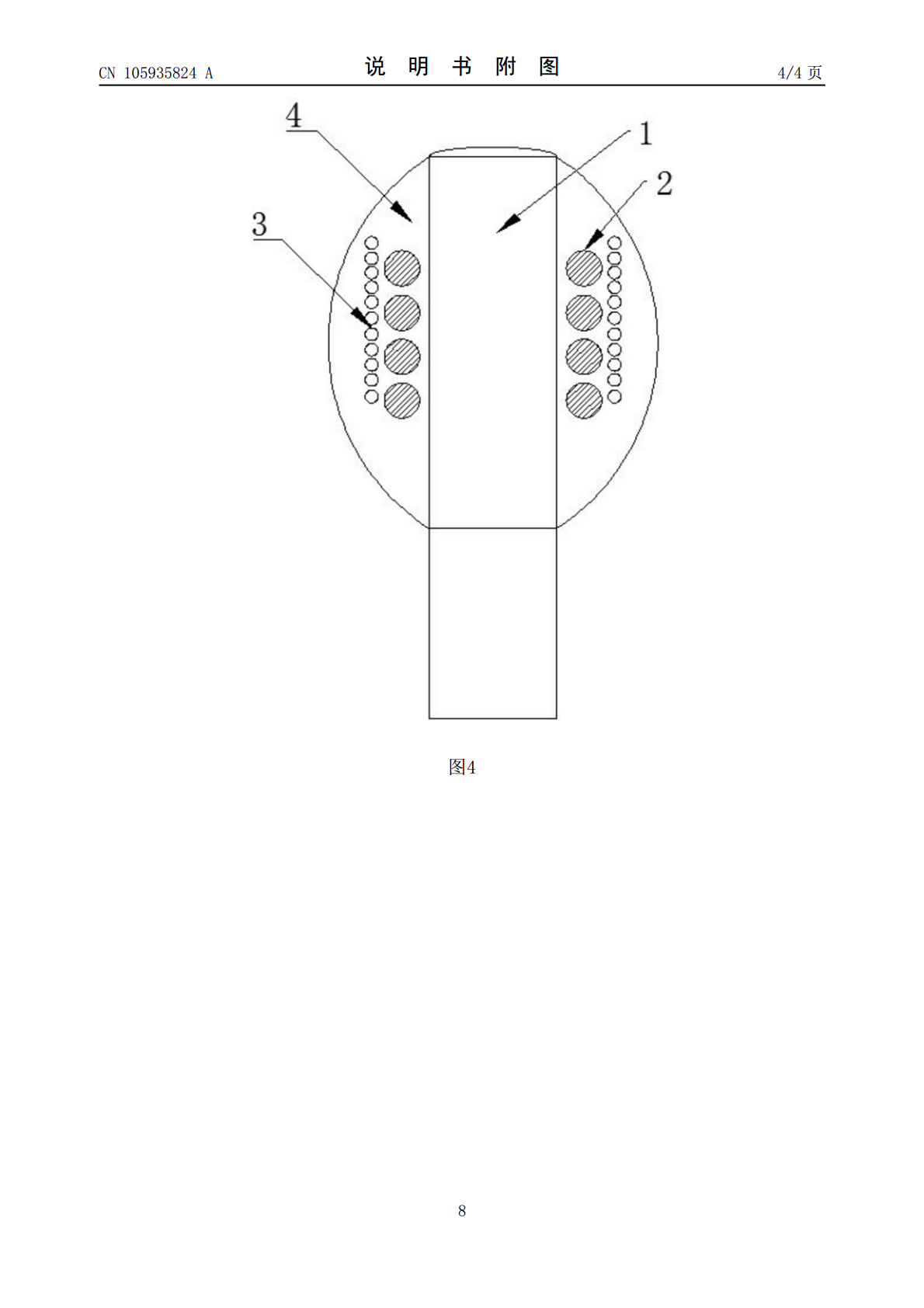
本发明公开了一种铝漆包线定子的焊锡工艺,使用飞叉式绕线机将铝漆包线绕制在马达的定子上,并通过绕线设备自动将铝漆包线缠绕到焊片或端子上;在定子的铝漆包线缠绕焊片处,用铜漆包线缠绕在铝漆包线的外侧,并全面覆盖铝漆包线;将缠绕铜漆包线处浸助焊剂,然后浸入到液态锡炉中,抬起,通过塑封方式对整个定子进行塑封。通过本发明焊锡工艺,可以免去焊锡前铝漆包线剥皮,直接使用浸锡式焊锡方式实现自动化生产,提高生产效率,在焊锡前铝线未裸露与空气中,避免铝线的氧化,提高了铝线的焊接效果。

一种铝漆包线焊锡方法.pdf
本发明属于铝漆包线应用技术领域,具体公开了一种铝漆包线焊锡方法,步骤1)将漆包线原材料进行一次清洗处理。步骤2)将步骤1中的清洗后漆包线原材料进行干燥处理。步骤3)首先将锡条利用锡炉烧溶,再将步骤2中的经过干燥处理的漆包线原材料通过锡炉中的锡条溶液进行焊锡操作。步骤4)首先对步骤3的焊锡成品进行检测,检测焊锡面有无漏焊、虚焊、假焊、多锡或锡孔。本发明的一种铝漆包线焊锡方法的有益效果在于:其焊锡流程操作合理、焊锡效率高、质量稳定,解决了焊锡面虚焊、假焊、连接不牢靠或漏焊等现象,有效的保证了装配本铝漆包线焊锡

一种铝漆包线的生产系统及其工艺.pdf
本发明涉及一种漆包线的生产,尤其涉及一种铝漆包线的生产系统及其工艺。包括放线装置,放线装置连接着清洗装置,所述的清洗装置连接有涂漆装置,涂漆装置连接有烘焙装置,所述的烘焙装置连接有润滑装置,所述的润滑装置连接有收排线装置。裸铝线依次经过放线装置、清洗装置后穿过涂漆装置但是不涂漆,然后进入烘焙装置进行退火、预热,完成原有需要在软化炉和烘干系统内完成的工序,经过退火和预热后,返回到涂漆装置和烘焙装置进行正常的涂漆,蒸发固化涂漆后的铝线的漆层。本发明提供了一种能耗低,缩短了工艺行线线路,设备少,减少了摩擦隐患,

铜包铝漆包线加工工艺.pdf
本发明公开了一种铜包铝漆包线加工工艺,它包括以下步骤:(a)对铜包铝线芯进行4次至6次拉拔;(b)对拉拔后线芯进行10道至13道涂漆,每一道涂漆包括以下步骤:(b1)给线芯上漆,(b2)将上漆后的线芯放入退火炉中退火,(b3)将退火后的线芯放入烘炉中烘干;(c)收线,该收线的速度为(5±1)米/分钟;(d)下盘并包装。本发明铜包铝漆包线加工工艺,是铜和铝冶金结合,获得一定直径及所需电气性能的铜包铝线,再通过热处理方法赋予成品所需的力学性能,为大型变压器提供了一种可以代替纯铜漆包线的材料,以铜包铝漆包线代替

铜包铝漆包线加工工艺.pdf
本发明公开了一种铜包铝漆包线加工工艺,它包括以下步骤:(a)对铜包铝线芯进行多次拉拔;(b)对拉拔后线芯进行多道涂漆,每一道涂漆包括以下步骤:(b1)给线芯上漆,(b2)将上漆后的线芯放入烘炉中进行多道烘干;(c)收线;(d)下盘并包装。对铜包铝线芯进行4到6次拉拔。对拉拔后的线芯进行10到12道涂漆。在每一道涂漆步骤中,将上漆后的漆包线进行6-10道烘干。该收线的速度为(5±1)米/分钟。以上步骤中,由于线芯进行了多道烘干,因而其达到了去除应力的要求,也就是说不必在经过退火这一道工序,进而省去了退火炉这