
一种低合金铸钢件精加工后缺陷返修方法.pdf

是笛****加盟

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低合金铸钢件精加工后缺陷返修方法.pdf
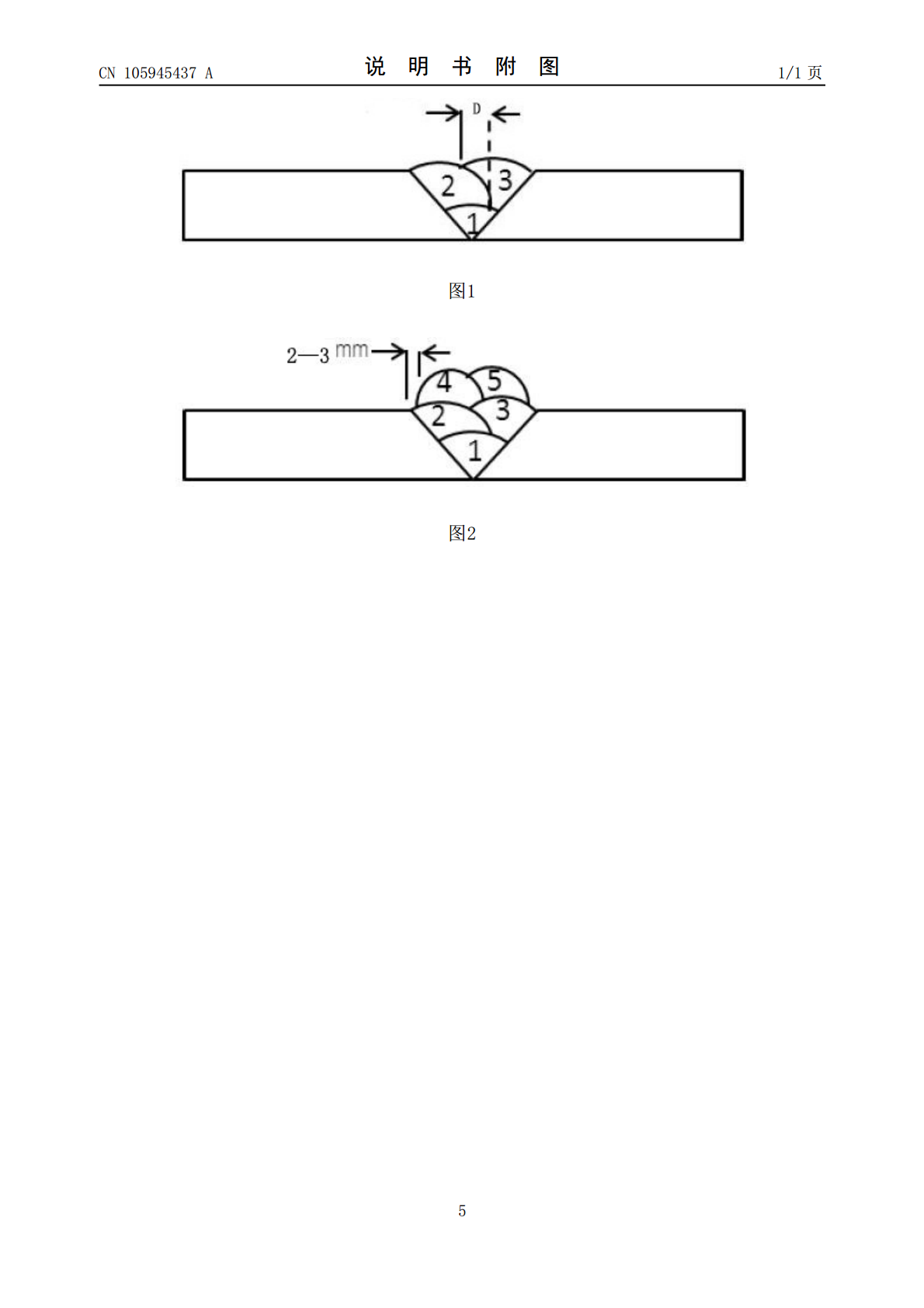
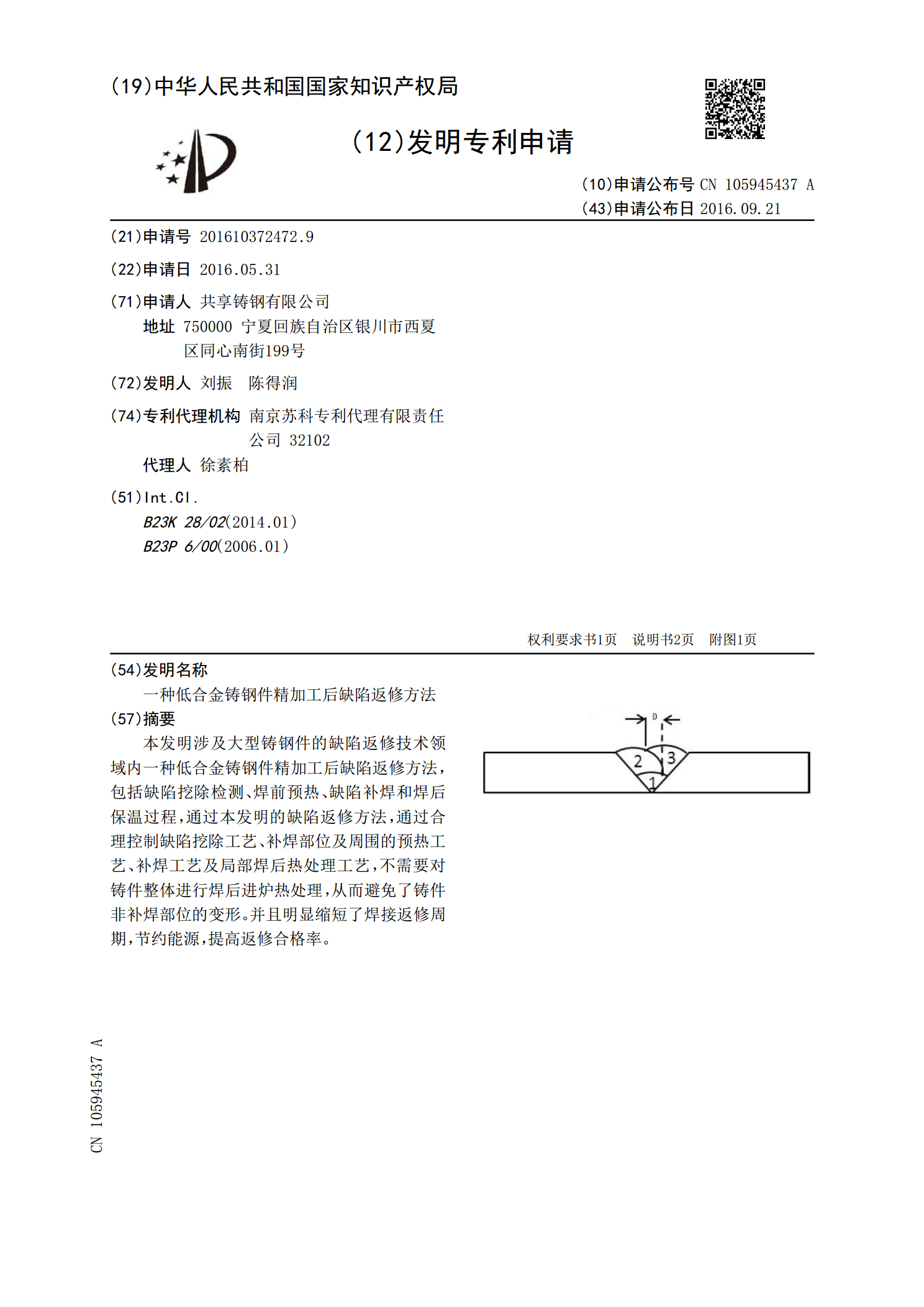
本发明涉及大型铸钢件的缺陷返修技术领域内一种低合金铸钢件精加工后缺陷返修方法,包括缺陷挖除检测、焊前预热、缺陷补焊和焊后保温过程,通过本发明的缺陷返修方法,通过合理控制缺陷挖除工艺、补焊部位及周围的预热工艺、补焊工艺及局部焊后热处理工艺,不需要对铸件整体进行焊后进炉热处理,从而避免了铸件非补焊部位的变形。并且明显缩短了焊接返修周期,节约能源,提高返修合格率。

一种对铸钢件焊后热处理时精加工面保护方法.pdf
本发明公开了一种对铸钢件焊后热处理时精加工面保护方法,包括如下步骤:清理铸钢件表面和加工面,保持清洁、干燥、无污染利用耐高温涂料对铸钢件所有加工面及部分铸造表面进行涂刷,涂刷完成后,室温干燥4‑6小时;采用专用燃气热处理炉,在炉膛温度350℃以下,再将铸钢件装进炉内,根据对应焊后消应力热处理工艺,以升温速度≤55℃/小时,升温到610℃,保温16小时,再随炉冷至350℃以下,出炉,在空气中冷却;铸钢件冷却至室温后,铸造面利用砂轮机打磨,端面及所有加工面用抛光机和砂纸抛光,清除涂料,直至表面光滑。本发明操作
一种适用于低合金高强板与低合金铸钢件的焊接方法.pdf
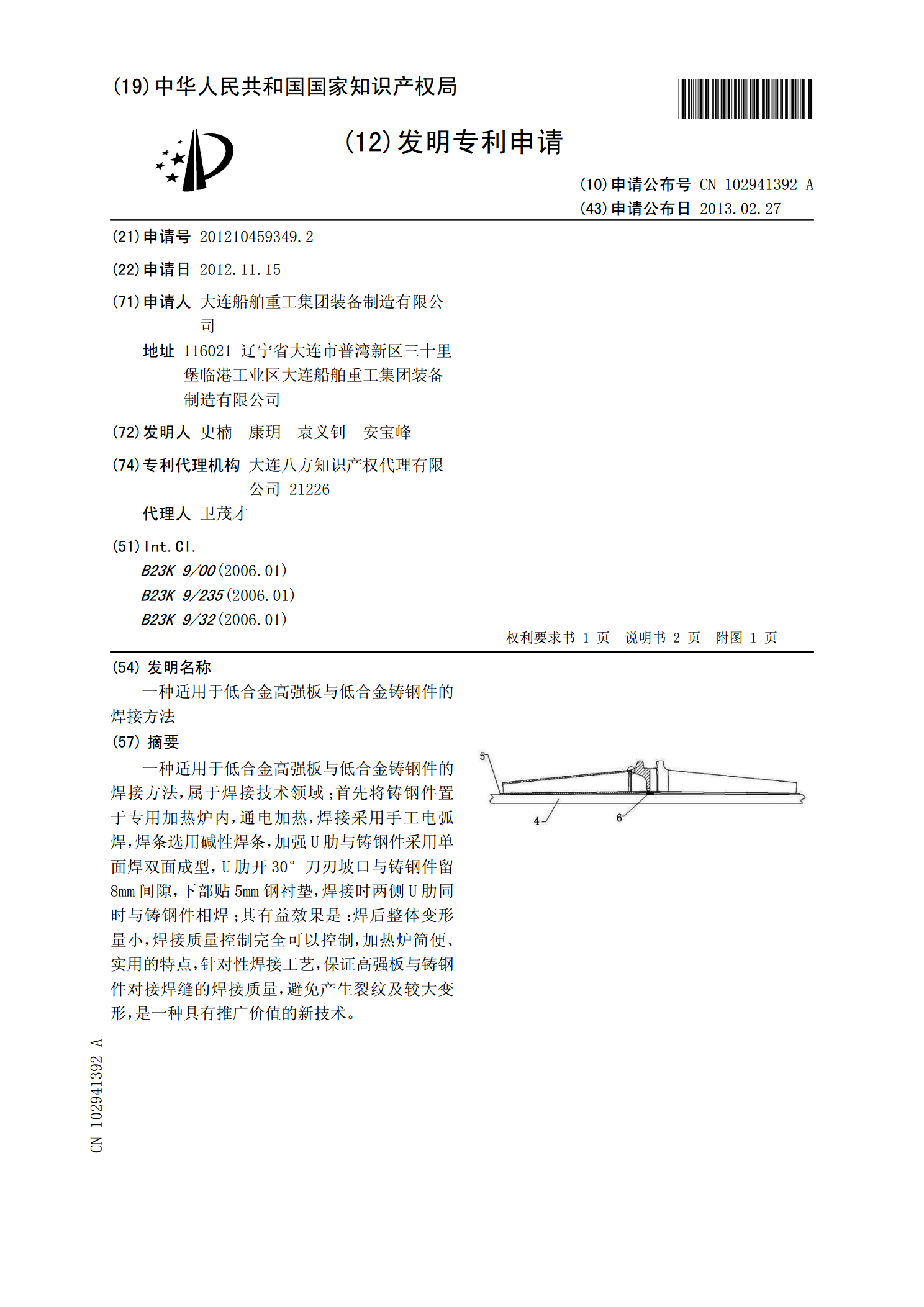
本发明是一种适用于低合金高强板与低合金铸钢件的焊接方法,属于焊接技术领域;首先将铸钢件置于专用加热炉内,通电加热,焊接采用手工电弧焊,焊条选用碱性焊条,加强U肋与铸钢件采用单面焊双面成型,U肋开30°刀刃坡口与铸钢件留8mm间隙,下部贴5mm钢衬垫,焊接时两侧U肋同时与铸钢件相焊;其有益效果是:焊后整体变形量小,焊接质量控制完全可以控制,加热炉简便、实用的特点,针对性焊接工艺,保证高强板与铸钢件对接焊缝的焊接质量,避免产生裂纹及较大变形,是一种具有推广价值的新技术。
一种适用于低合金高强板与低合金铸钢件的焊接方法.pdf
一种适用于低合金高强板与低合金铸钢件的焊接方法,属于焊接技术领域;首先将铸钢件置于专用加热炉内,通电加热,焊接采用手工电弧焊,焊条选用碱性焊条,加强U肋与铸钢件采用单面焊双面成型,U肋开30°刀刃坡口与铸钢件留8mm间隙,下部贴5mm钢衬垫,焊接时两侧U肋同时与铸钢件相焊;其有益效果是:焊后整体变形量小,焊接质量控制完全可以控制,加热炉简便、实用的特点,针对性焊接工艺,保证高强板与铸钢件对接焊缝的焊接质量,避免产生裂纹及较大变形,是一种具有推广价值的新技术。
一种铸钢件疏松类缺陷的焊接方法.pdf
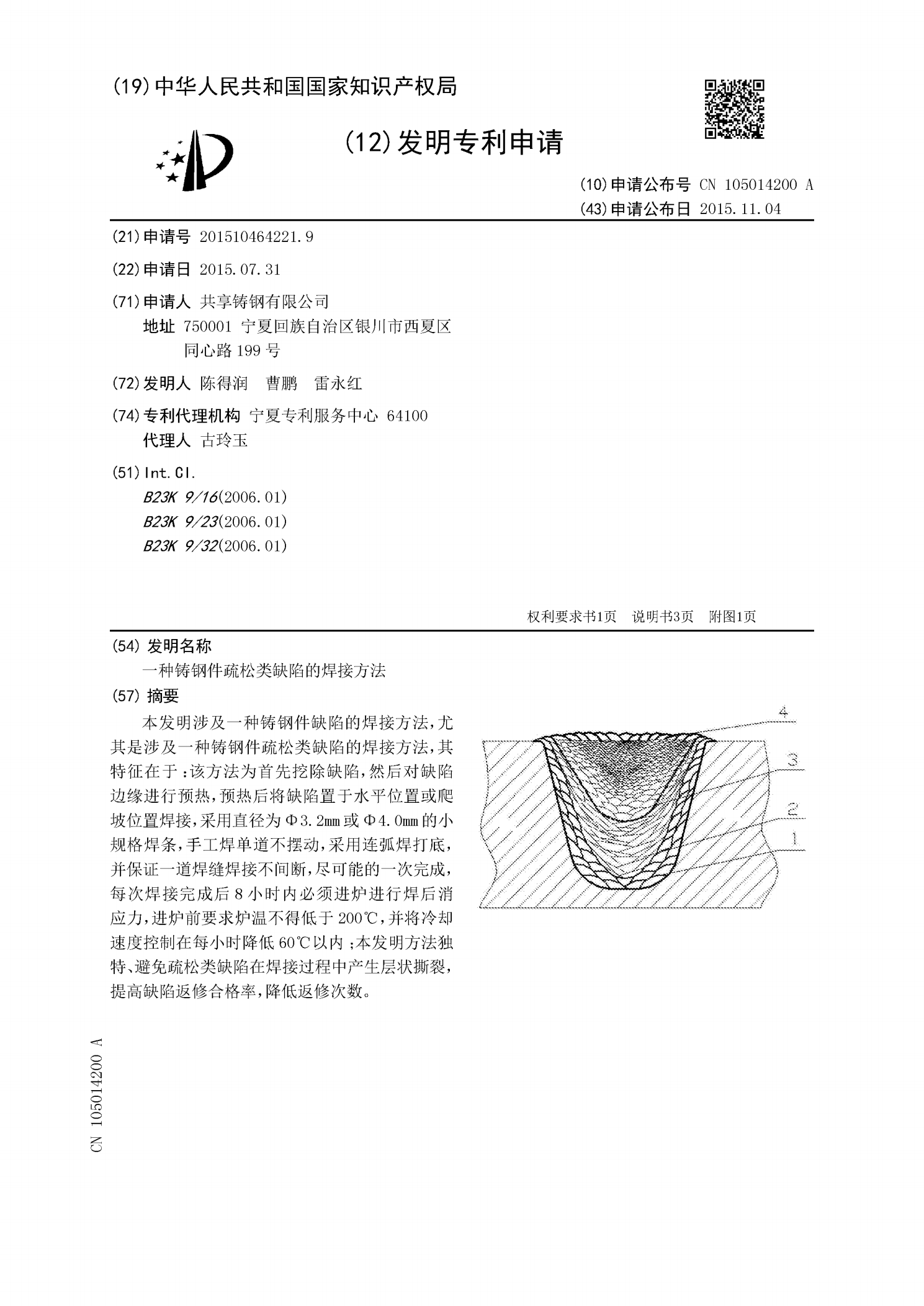
本发明涉及一种铸钢件缺陷的焊接方法,尤其是涉及一种铸钢件疏松类缺陷的焊接方法,其特征在于:该方法为首先挖除缺陷,然后对缺陷边缘进行预热,预热后将缺陷置于水平位置或爬坡位置焊接,采用直径为Φ3.2mm或Φ4.0mm的小规格焊条,手工焊单道不摆动,采用连弧焊打底,并保证一道焊缝焊接不间断,尽可能的一次完成,每次焊接完成后8小时内必须进炉进行焊后消应力,进炉前要求炉温不得低于200℃,并将冷却速度控制在每小时降低60℃以内;本发明方法独特、避免疏松类缺陷在焊接过程中产生层状撕裂,提高缺陷返修合格率,降低返修次数