
一种适用于低合金高强板与低合金铸钢件的焊接方法.pdf

是立****92

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于低合金高强板与低合金铸钢件的焊接方法.pdf
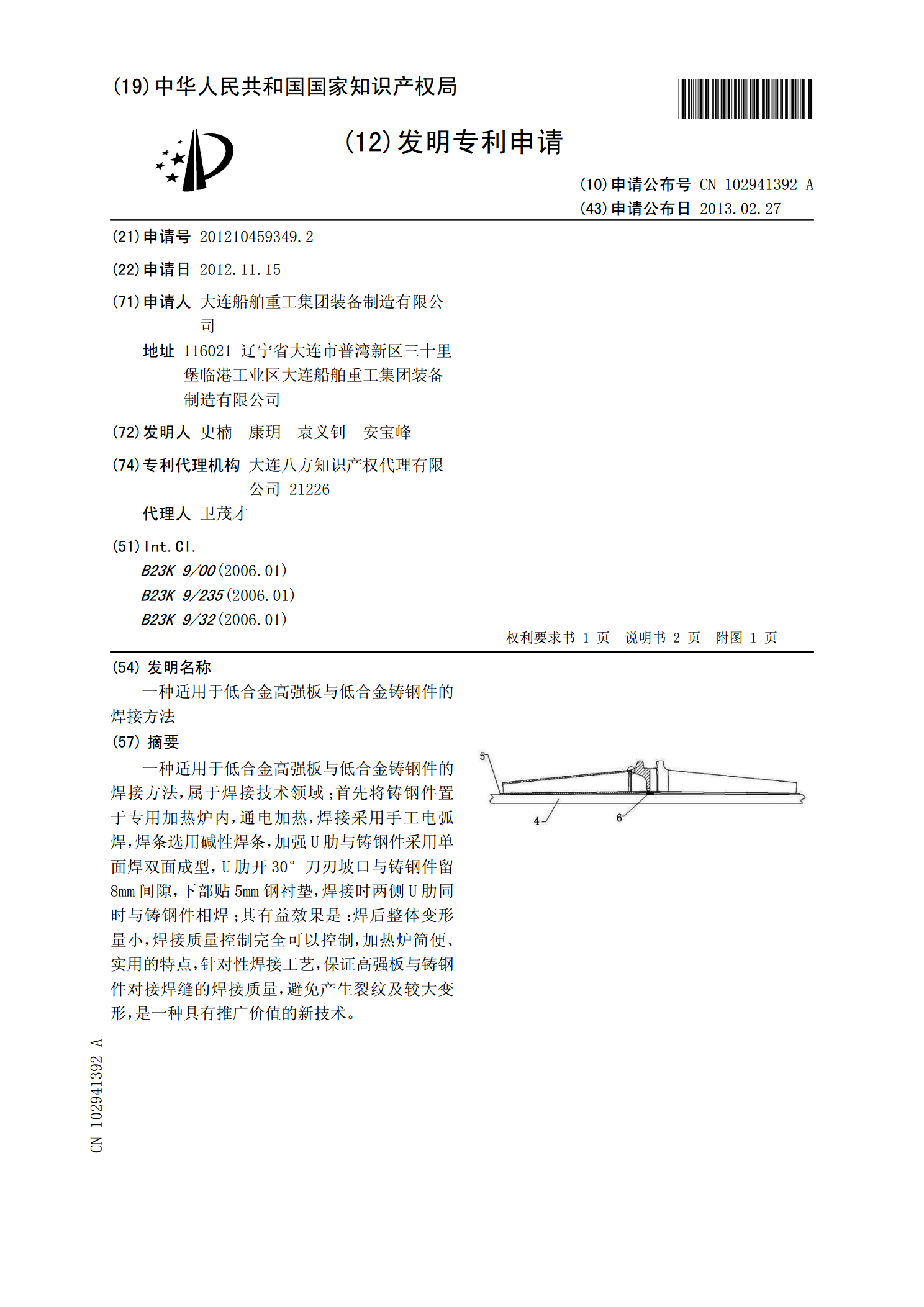
本发明是一种适用于低合金高强板与低合金铸钢件的焊接方法,属于焊接技术领域;首先将铸钢件置于专用加热炉内,通电加热,焊接采用手工电弧焊,焊条选用碱性焊条,加强U肋与铸钢件采用单面焊双面成型,U肋开30°刀刃坡口与铸钢件留8mm间隙,下部贴5mm钢衬垫,焊接时两侧U肋同时与铸钢件相焊;其有益效果是:焊后整体变形量小,焊接质量控制完全可以控制,加热炉简便、实用的特点,针对性焊接工艺,保证高强板与铸钢件对接焊缝的焊接质量,避免产生裂纹及较大变形,是一种具有推广价值的新技术。
一种适用于低合金高强板与低合金铸钢件的焊接方法.pdf
一种适用于低合金高强板与低合金铸钢件的焊接方法,属于焊接技术领域;首先将铸钢件置于专用加热炉内,通电加热,焊接采用手工电弧焊,焊条选用碱性焊条,加强U肋与铸钢件采用单面焊双面成型,U肋开30°刀刃坡口与铸钢件留8mm间隙,下部贴5mm钢衬垫,焊接时两侧U肋同时与铸钢件相焊;其有益效果是:焊后整体变形量小,焊接质量控制完全可以控制,加热炉简便、实用的特点,针对性焊接工艺,保证高强板与铸钢件对接焊缝的焊接质量,避免产生裂纹及较大变形,是一种具有推广价值的新技术。

一种高强耐磨低合金铸钢的制备方法.pdf
本发明公开了一种高强耐磨低合金铸钢的制备方法,包括如下步骤:将原料加入到熔炼炉中,再加入熔炼添加剂,其包括:硼酸钠、氟硅酸钠、碳酸钠、氯化钠、碳酸稀土、氧化锂和二氧化钛,同时通入氩气和氦气的混合惰性气体,得到基质合金液;检测基质合金液的组分含量,将球化剂置于浇包底部,同时加入孕育剂,并将其覆盖在球化剂上面,用包内冲入法对基质合金液进行球化和孕育处理,再浇注到模腔中,待完全凝固后开模,得到铸钢坯件;将铸钢坯件热处理后,得到所述高强耐磨低合金铸钢。由此制备得到的铸钢具有良好的耐磨性,抗拉强度可达500MPa以
冷轧低合金高强钢板的生产方法.pdf
本发明涉及一种冷轧低合金高强钢板的生产方法,用于同时生产屈服强度260MPa级和屈服强度300MPa级冷轧低合金高强钢板,属于钢铁产品生产技术领域。本发明采用相同成分设计,通过热轧、冷轧及退火工艺的分级控制,实现了屈服强度260MPa级和屈服强度300MPa级冷轧低合金高强钢板的同时生产,并实现了这两种不同强度级别冷轧低合金高强钢板的组织性能稳定控制,对于成品力学性能要求,260MPa级达到R<base:Sub>p0.2</base:Sub>:260~330MPa,R<base:Sub>m</base:S

低合金高强钢顶吹转炉.pdf
本发明涉及低合金高强钢顶吹转炉,尤其涉及一种适用于欧标S355JR低合金高强钢的顶吹转炉,解决现有技术中存在的灰渣四溅的缺点,包括炉体、第二电动缸和第三电动缸,炉体的下侧设置有底座,且炉体转动连接在底座的上部,炉体的底部呈弧形结构,底座的上部铰接有第一电动缸,且第一电动缸的输出端连接有第一推杆,第一推杆的另一端和炉体的底部铰接,炉体远离第一电动缸的一侧设置有钢水孔,炉体的顶部沿圆弧内收,且炉体的顶部远离第一电动缸的一侧一体设置有出灰口,本发明炉体的顶部沿圆弧内收,出灰口沿圆弧外翻,改善了灰渣四溅的情况,而