
一种轨道行走轮的加工工艺.pdf

宜欣****外呢

1/8
2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轨道行走轮的加工工艺.pdf
一种轨道行走轮的加工工艺,属于轨道行走轮加工技术领域,该工艺是由以下步骤组成:(1)选择坯料,将坯料初加工成圆柱形;(2)将坯料放入加热炉中进行一次加热,然后进行一次保温,然后将坯料进行镦粗,镦粗成圆饼;(3)将坯料进行二次加热,然后进行二次保温;(4)将坯料进行三次加热,然后将压圈放到凹槽上,压平后将坯料翻过来,最后冲孔;(5)将坯料进行四次加热,然后进行四次保温,然后将坯料放入淬火油中;(6)将坯料进行五次加热,然后进行五次保温,然后将坯料在炉内冷却至室温。本发明的轨道行走轮重量小,原材料耗费少;本发
一种行走轮加工工艺及一种行走轮.pdf
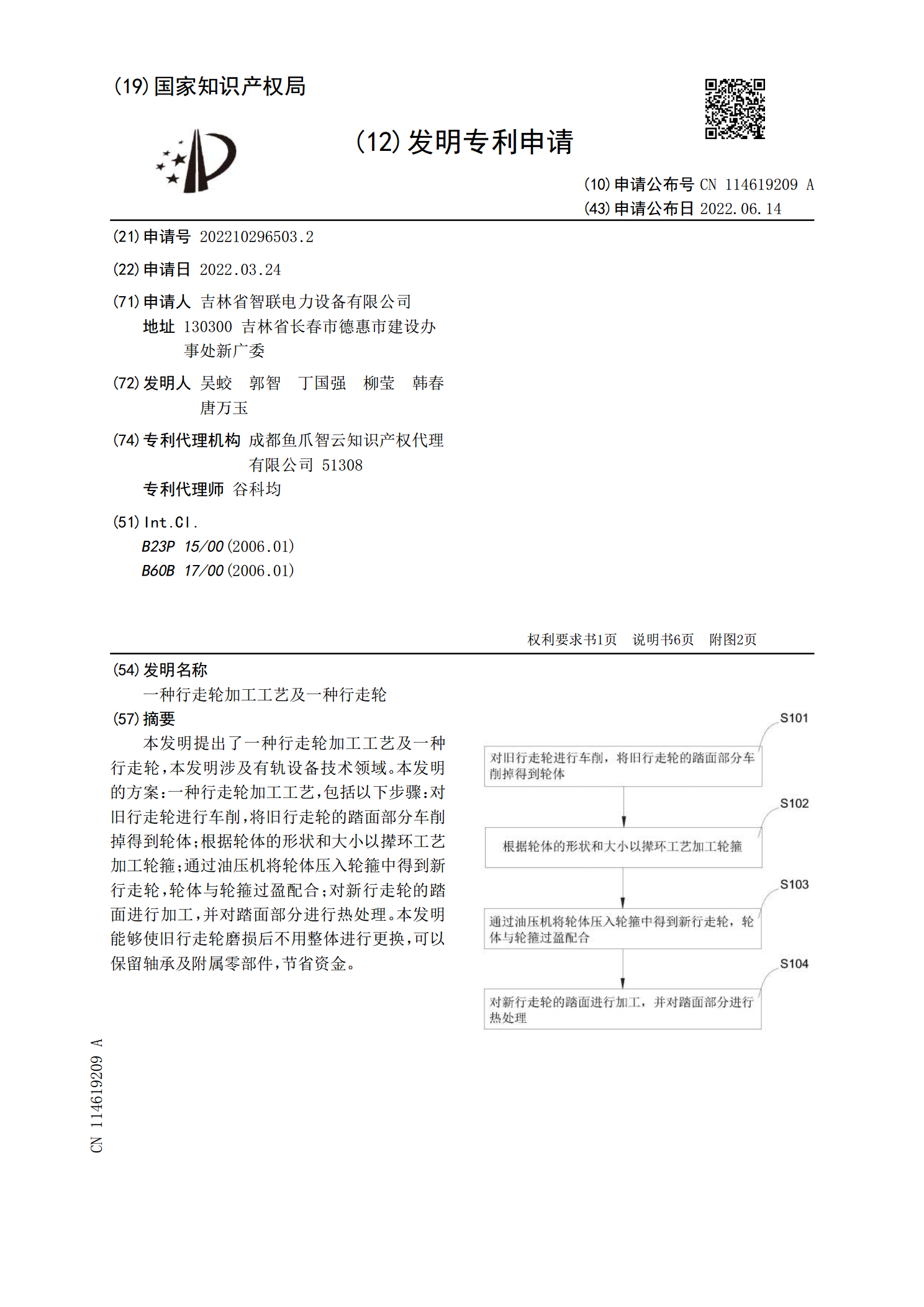
本发明提出了一种行走轮加工工艺及一种行走轮,本发明涉及有轨设备技术领域。本发明的方案:一种行走轮加工工艺,包括以下步骤:对旧行走轮进行车削,将旧行走轮的踏面部分车削掉得到轮体;根据轮体的形状和大小以撵环工艺加工轮箍;通过油压机将轮体压入轮箍中得到新行走轮,轮体与轮箍过盈配合;对新行走轮的踏面进行加工,并对踏面部分进行热处理。本发明能够使旧行走轮磨损后不用整体进行更换,可以保留轴承及附属零部件,节省资金。

一种轨道行走轮以及轨道行走装置.pdf
本发明涉及一种轨道行走轮以及轨道行走装置,其轨道行走轮包括主体部分,以及形成于所述主体部分两端的挡部,所述挡部的直径大于所述主体部分的直径,所述主体部分的直径由中间向两端逐渐减小;其轨道行走装置在于具有上述轨道行走轮。在本发明的轨道行走轮中,由于轨道行走轮的主体部分的中间部分的直径大于主体部分的两端的直径,在轨道上滚动时,只有主体部分的中间部分与轨道接触,接触面积小,滚动顺畅,对轨道的磨损小,而且噪音也比较小。

轨道行走轮外表面中频感应淬火工艺.pdf
本发明属于热处理加工技术领域,涉及一种轨道行走轮外表面中频感应淬火工艺。通过中频感应淬火专用装备来进行的,包括淬火工作台和淬火槽,工作台包括可带动轨道行走轮旋转的淬火托盘及三钳固定架,淬火托盘外侧设有精确控温系统及大功率中频淬火机组;精确控温系统包括红外测温仪和间隙可调的感应器;包括以下步骤:将轨道行走轮置于中频感应淬火设备的工作台上,找中并固定;精确控温加热;淬火冷却;回火。通过本发明工艺加工过的轨道行走轮,没有软带,各项质量指标都达到了其技术要求,通过本发明加工的产品,今后可以应用到最高要求的应用场合

一种高品质轨道行走轮.pdf
高品质轨道行走轮属于机械制造领域,本发明通过异型环轧工艺制造,轨道行走轮踏面采用中频感应淬火工艺,通过专用装备来进行的,包括淬火工作台和淬火槽,淬火工作台包括可带动轨道行走轮旋转的淬火托盘及三钳固定架,淬火托盘外侧设有精确控温系统及大功率中频淬火机组;所述精确控温系统包括红外测温仪和间隙可调的感应器;淬火工艺包括:将轨道行走轮置于中频感应淬火设备的工作台上,找中并固定;精确控温加热;淬火冷却;回火。本发明轨道行走轮,具有良好的组织分布均匀性和材料的力学流线,无软带,踏面淬硬层厚度均匀、仿形好,硬度均匀且在