
一种连续式玻璃热熔生产线.pdf

雅云****彩妍


1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续式玻璃热熔生产线.pdf
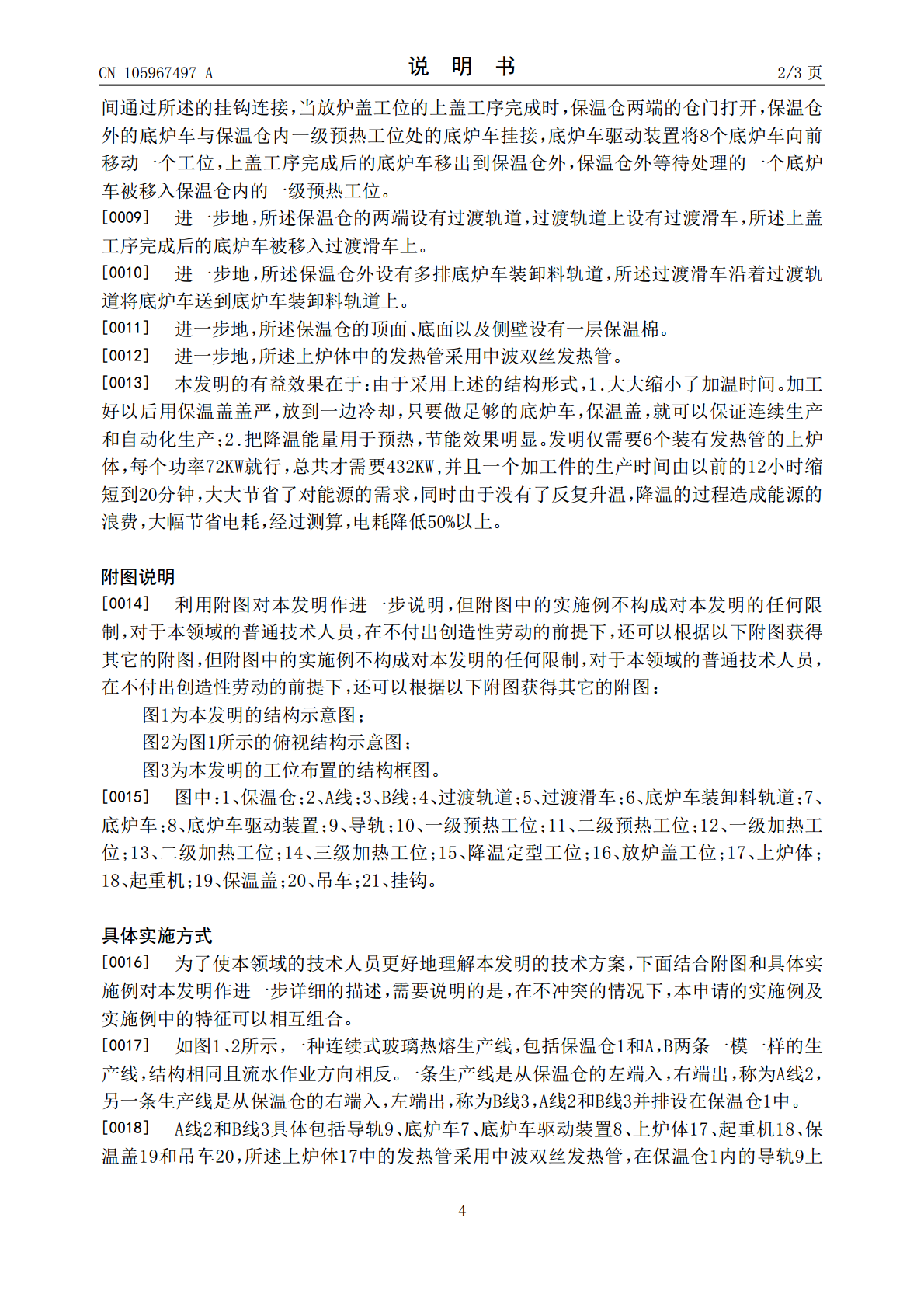
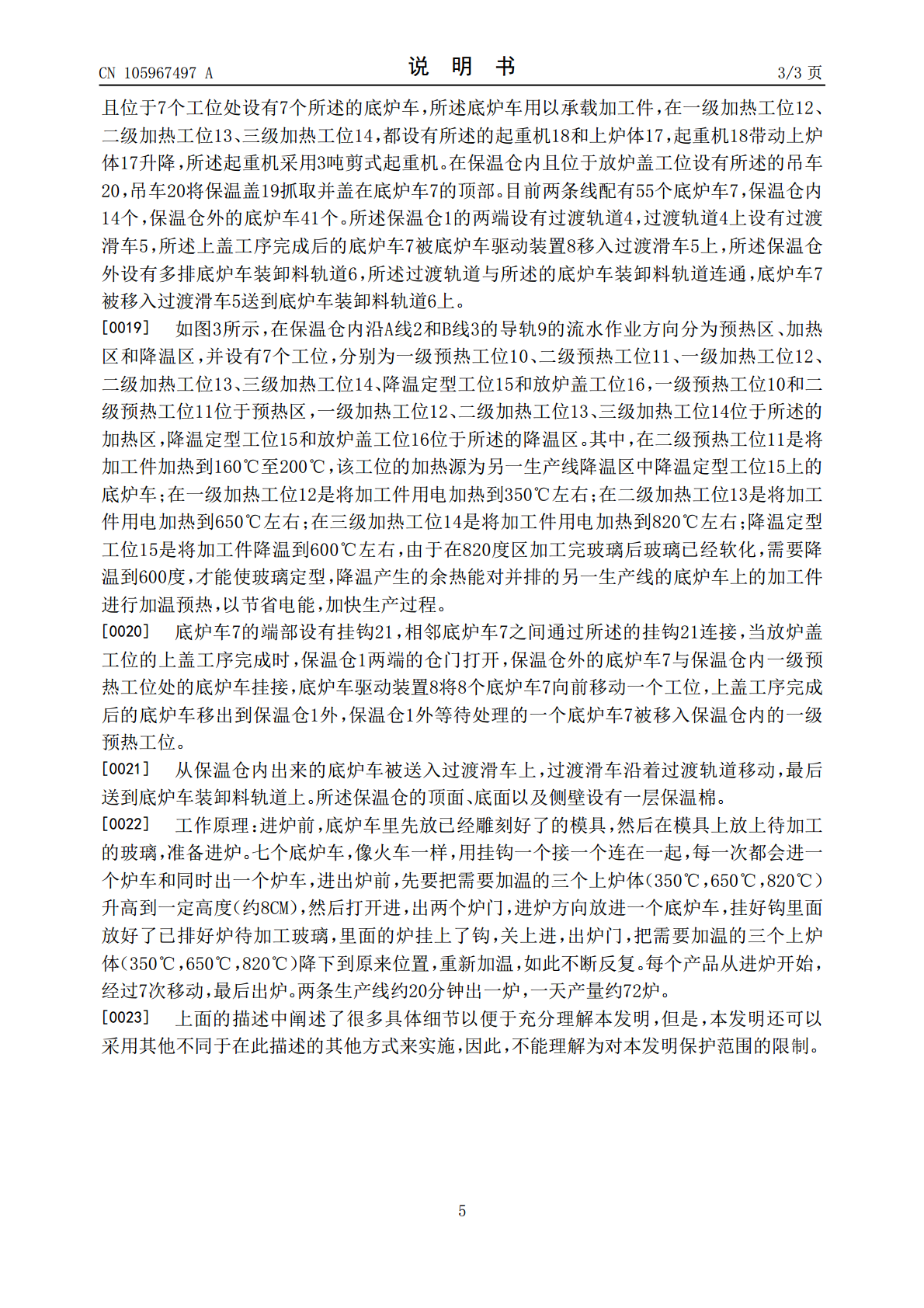
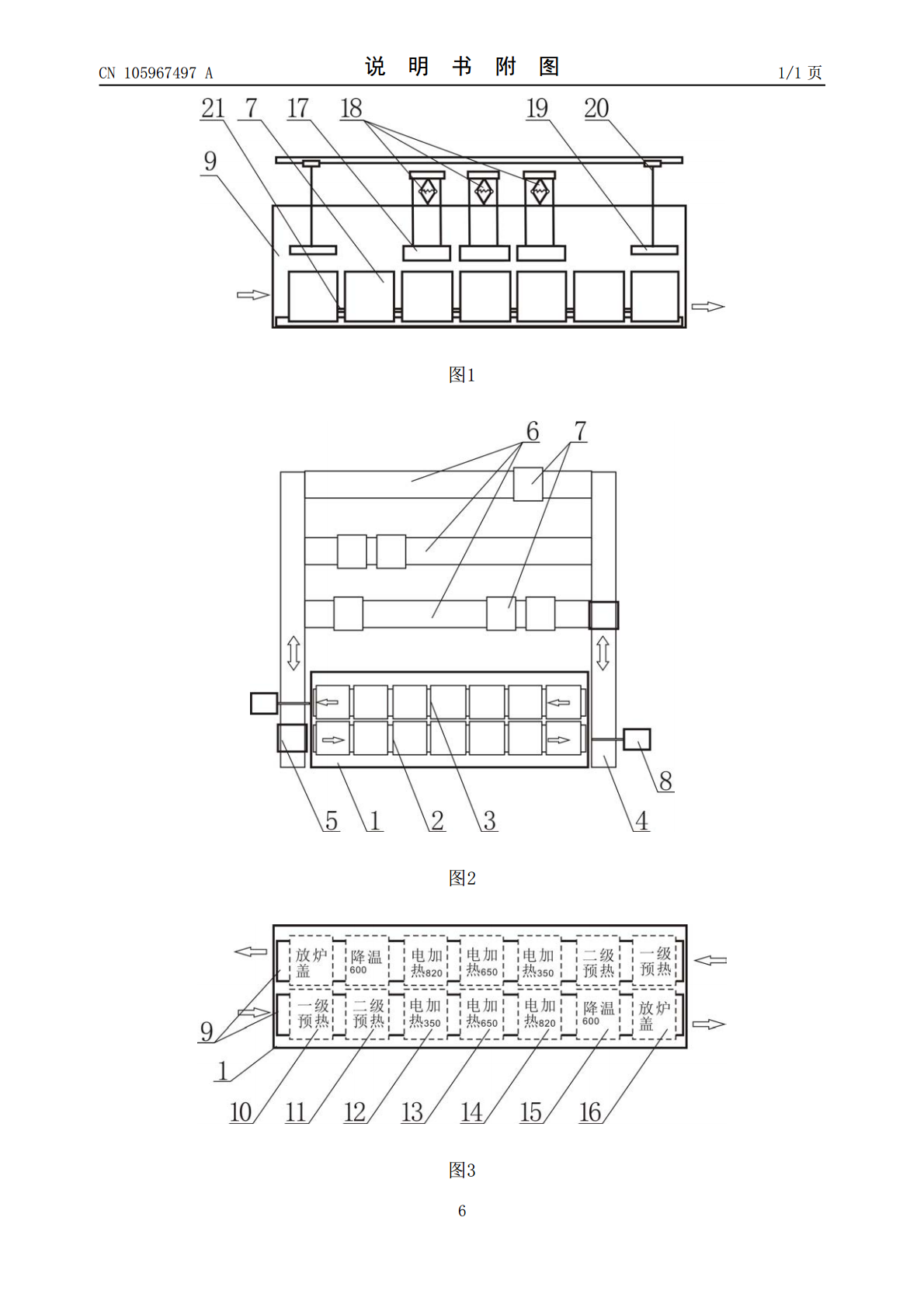
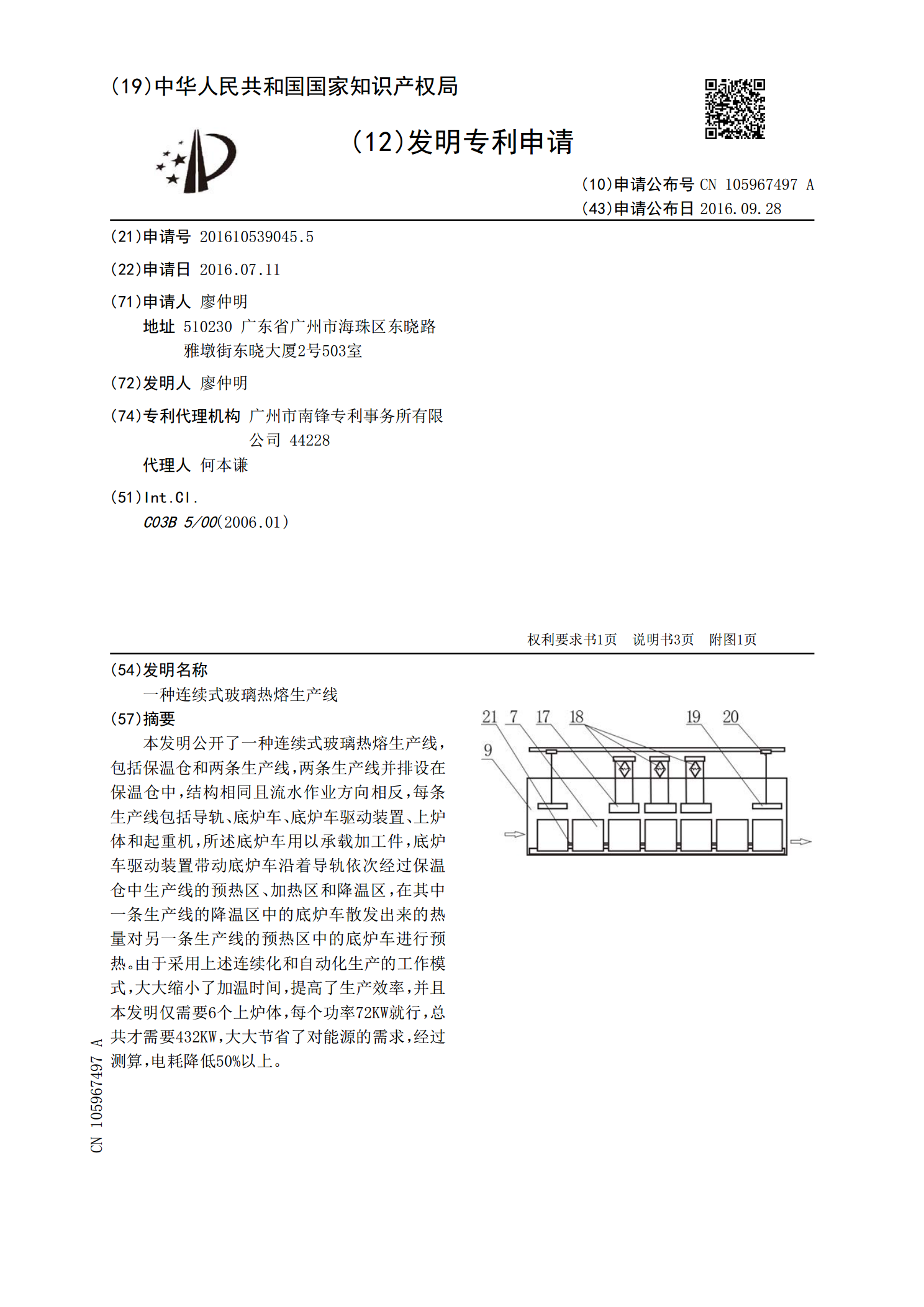
本发明公开了一种连续式玻璃热熔生产线,包括保温仓和两条生产线,两条生产线并排设在保温仓中,结构相同且流水作业方向相反,每条生产线包括导轨、底炉车、底炉车驱动装置、上炉体和起重机,所述底炉车用以承载加工件,底炉车驱动装置带动底炉车沿着导轨依次经过保温仓中生产线的预热区、加热区和降温区,在其中一条生产线的降温区中的底炉车散发出来的热量对另一条生产线的预热区中的底炉车进行预热。由于采用上述连续化和自动化生产的工作模式,大大缩小了加温时间,提高了生产效率,并且本发明仅需要6个上炉体,每个功率72KW就行,总共才需
一种玻璃热熔修复装置.pdf
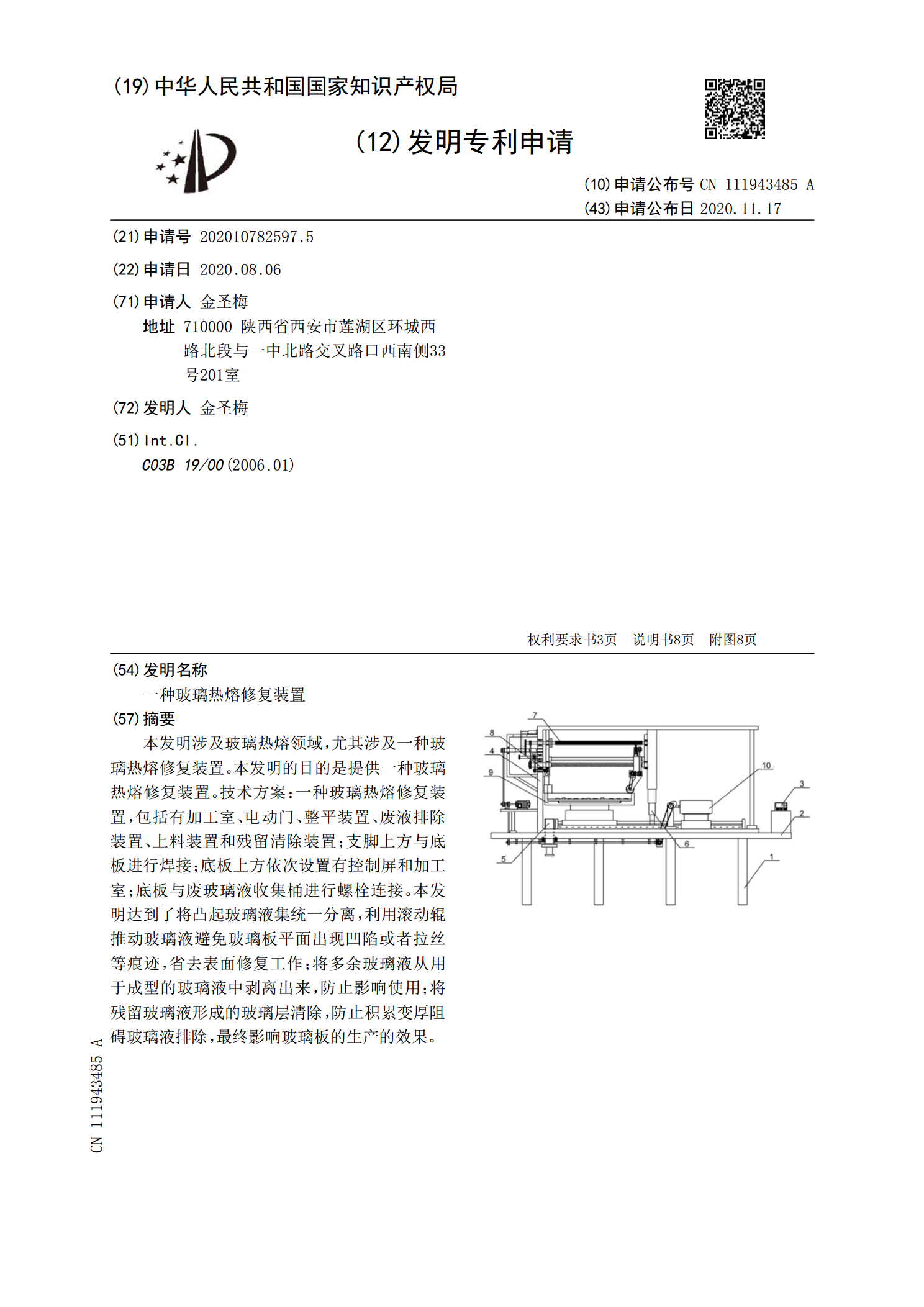
本发明涉及玻璃热熔领域,尤其涉及一种玻璃热熔修复装置。本发明的目的是提供一种玻璃热熔修复装置。技术方案:一种玻璃热熔修复装置,包括有加工室、电动门、整平装置、废液排除装置、上料装置和残留清除装置;支脚上方与底板进行焊接;底板上方依次设置有控制屏和加工室;底板与废玻璃液收集桶进行螺栓连接。本发明达到了将凸起玻璃液集统一分离,利用滚动辊推动玻璃液避免玻璃板平面出现凹陷或者拉丝等痕迹,省去表面修复工作;将多余玻璃液从用于成型的玻璃液中剥离出来,防止影响使用;将残留玻璃液形成的玻璃层清除,防止积累变厚阻碍玻璃液排
一种热熔玻璃的制备方法.pdf
一种热熔玻璃的制备方法,属于材料制备领域,其特征在于包括如下步骤:(1)首先将碎玻璃清洗,烘干后破碎成颗粒;(2)取破碎后的碎玻璃加入到球磨罐中,加蒸馏水后球磨,再加入纹理形成剂石英砂,再球磨;(3)然后将球磨后的配合料倒入不锈钢模具中,最后放入到马弗炉中,升温至烧成;(4)自然冷却后就得到热熔玻璃。通过对传统工艺的改进,以95%‑99%的废旧玻璃为主要原料,以1%‑5%的石英砂为纹理形成剂,制备了建筑用环保型热熔玻璃。本发明所述的热熔玻璃的制备方法工艺简单,易于操作吗,且制备的热熔玻璃热稳定性、耐酸性及
一种热熔玻璃的生产方法.pdf
一种热熔玻璃的生产方法,其特征在于,其依次包括:选择厚度为1-3厘米的平板玻璃,对平板玻璃进行清洗,清洗后进行风干;将风干后的平板玻璃在加热炉内加热至500-600℃;采用熔点高于玻璃的材质分别制作上夹片和下夹片,所述上夹片和下夹片分别能够被上驱动装置和下驱动装置驱动而相向移动,并夹持平板玻璃;所述上夹片和下夹片的面积使其覆盖在平板玻璃上时,平板玻璃上裸露的部分恰好是平板玻璃边缘处需要加热的部分;将用于对平板玻璃加热的加热器固定在移动装置上,该移动装置能够自动的沿一导轨绕平板玻璃的边缘移动。本发明具有易控
一种热熔玻璃生产方法.pdf
一种热熔玻璃生产方法是涉及热熔玻璃工艺的改进。本发明提供一种能使周边局部热熔而整体保持原有平整度的热熔玻璃生产方法。本发明将平板浮法玻璃放置到加温炉内加温至500°-570°;使用高温加热器(电加热器或火焰加热器)靠近已加热到500°-570°的玻璃边缘对其进行局部加热,待其局部熔化即可。