
一种含铜钢连铸板坯加热方法及热轧工序加热炉.pdf

戊午****jj

1/9
2/9
3/9
4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种含铜钢连铸板坯加热方法及热轧工序加热炉.pdf
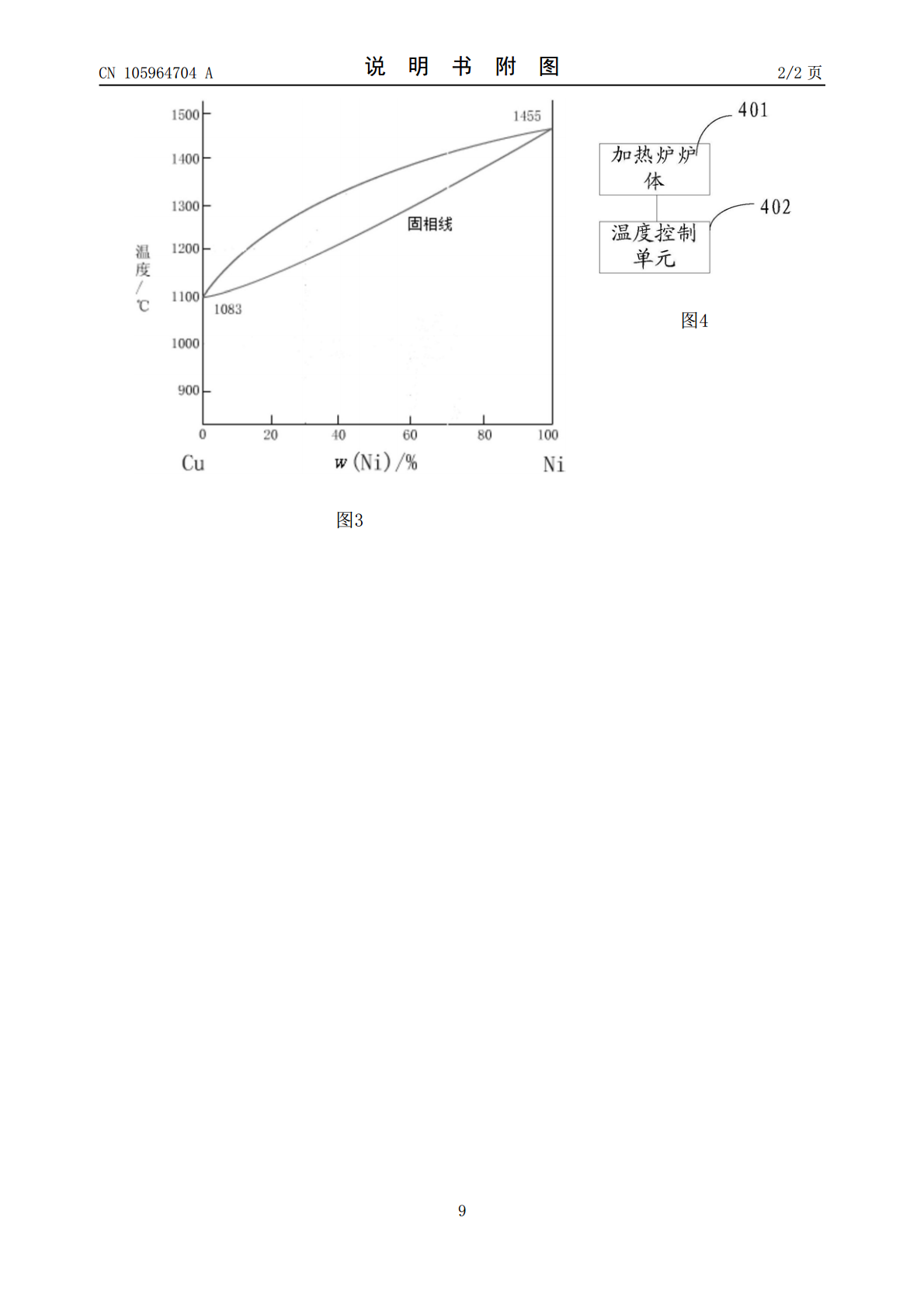
本发明公开了一种含铜钢连铸板坯加热方法及热轧工序加热炉,所述方法包括:所述含铜钢连铸板坯进入热轧工序加热炉中,在第一温度下加热第一时间段,获得富铜相层厚度小于第一阈值或不含富铜相层的热坯;其中,所述第一温度小于等于富铜相生成最低温度,或所述第一温度大于等于1280℃;所述热坯经后处理工序后,获得铜脆表面缺陷检出率小于第二阈值的热轧钢卷。本发明提供的加热方法及加热炉,用以解决现有技术中存在的对热轧设备要求过高或操作难度大,产线难以应用的技术问题。实现了减轻或消除了富铜相层,并增加产线操作的灵活性的技术效果。
一种连铸薄板坯加热炉热装方法.pdf
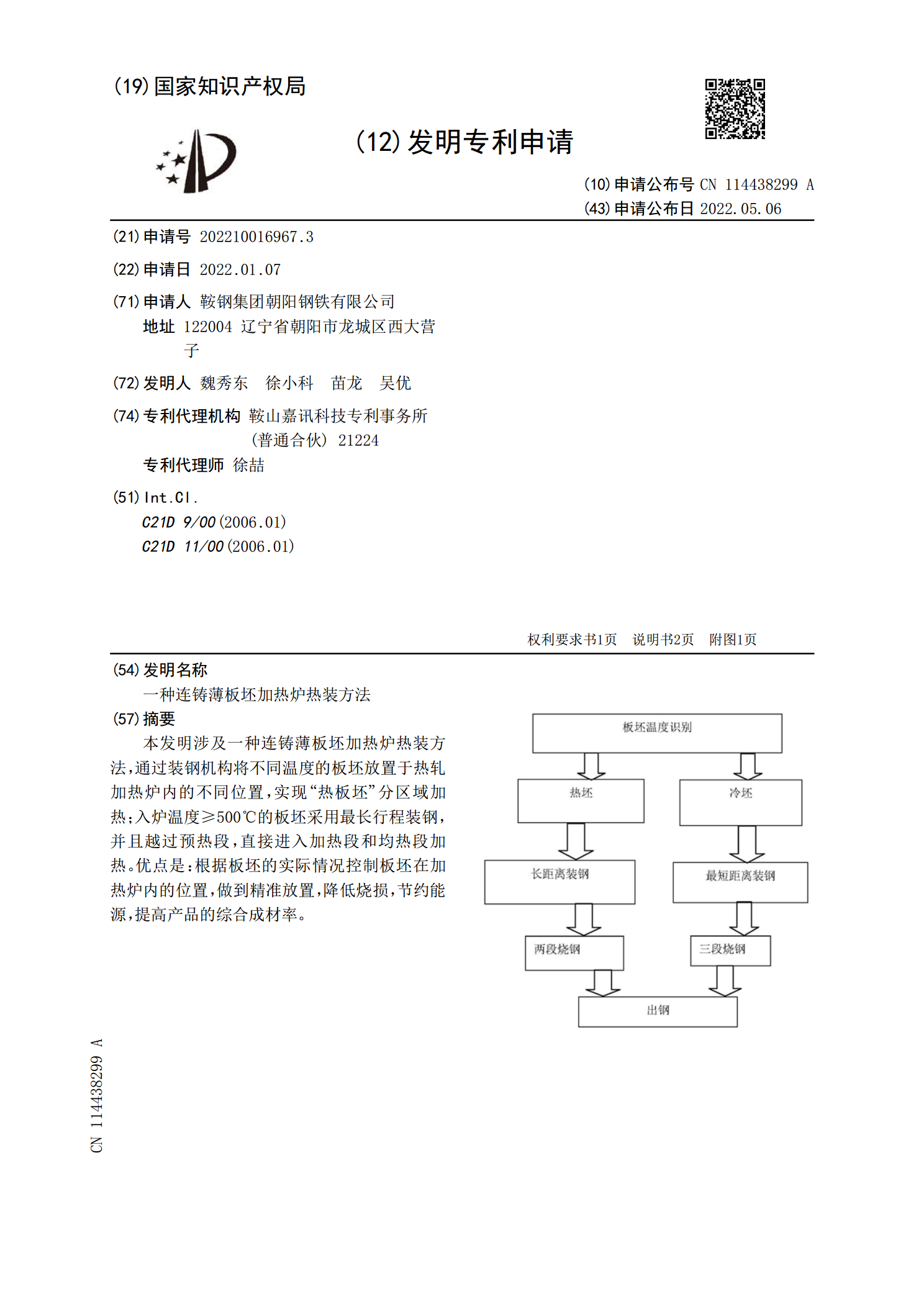
本发明涉及一种连铸薄板坯加热炉热装方法,通过装钢机构将不同温度的板坯放置于热轧加热炉内的不同位置,实现“热板坯”分区域加热;入炉温度≥500℃的板坯采用最长行程装钢,并且越过预热段,直接进入加热段和均热段加热。优点是:根据板坯的实际情况控制板坯在加热炉内的位置,做到精准放置,降低烧损,节约能源,提高产品的综合成材率。
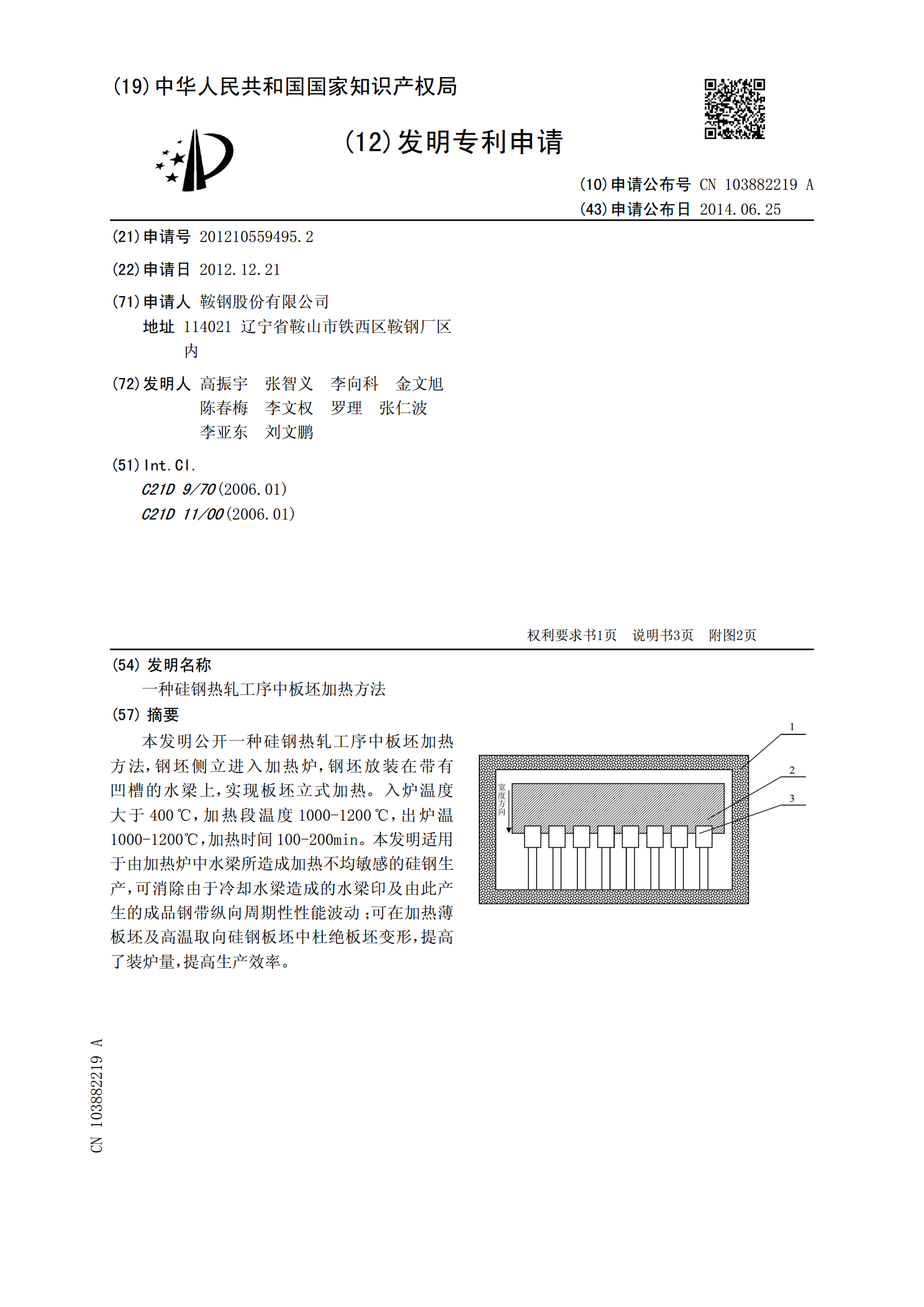
一种硅钢热轧工序中板坯加热方法.pdf
本发明公开一种硅钢热轧工序中板坯加热方法,钢坯侧立进入加热炉,钢坯放装在带有凹槽的水梁上,实现板坯立式加热。入炉温度大于400℃,加热段温度1000-1200℃,出炉温1000-1200℃,加热时间100-200min。本发明适用于由加热炉中水梁所造成加热不均敏感的硅钢生产,可消除由于冷却水梁造成的水梁印及由此产生的成品钢带纵向周期性性能波动;可在加热薄板坯及高温取向硅钢板坯中杜绝板坯变形,提高了装炉量,提高生产效率。
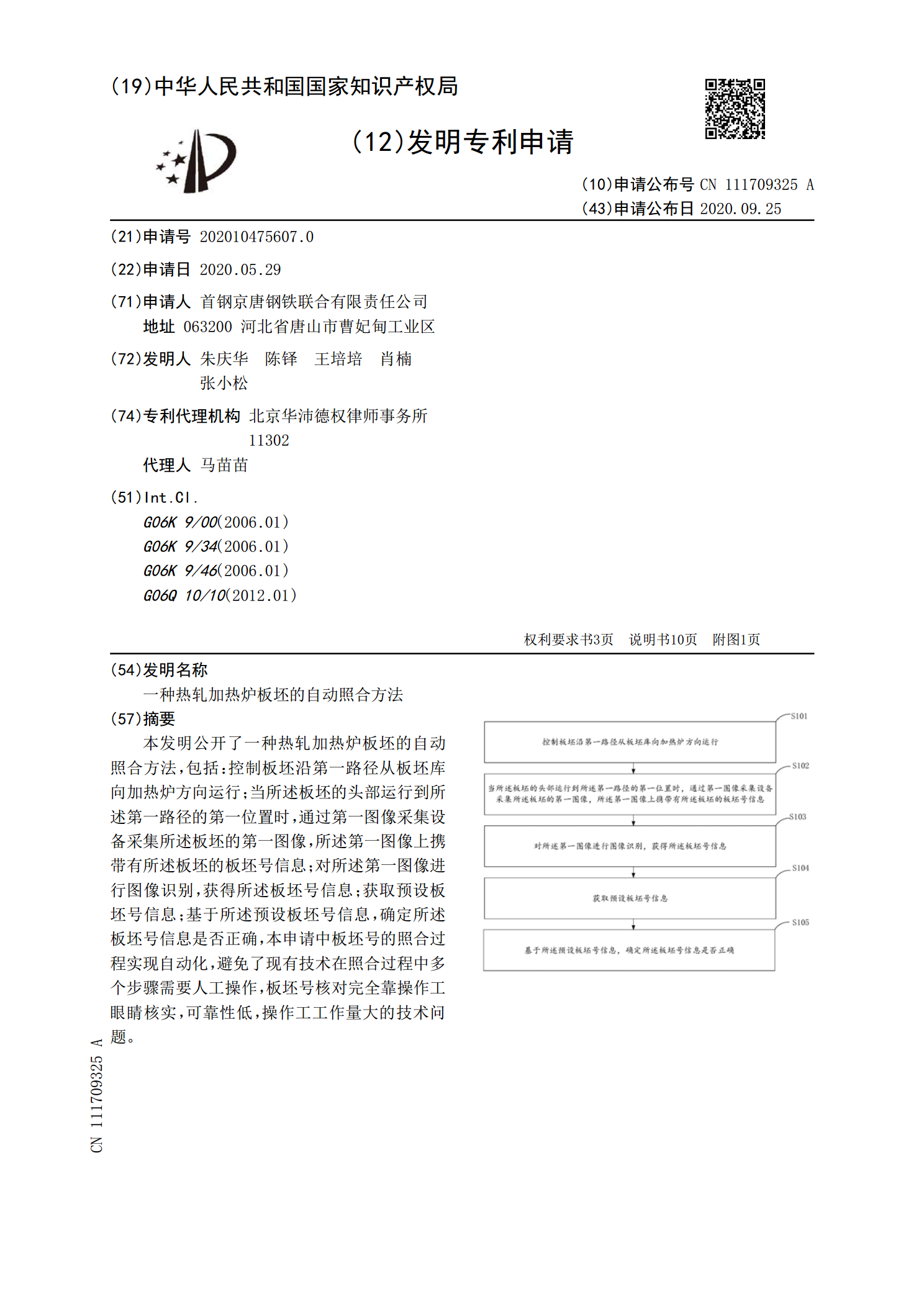
一种热轧加热炉板坯的自动照合方法.pdf
本发明公开了一种热轧加热炉板坯的自动照合方法,包括:控制板坯沿第一路径从板坯库向加热炉方向运行;当所述板坯的头部运行到所述第一路径的第一位置时,通过第一图像采集设备采集所述板坯的第一图像,所述第一图像上携带有所述板坯的板坯号信息;对所述第一图像进行图像识别,获得所述板坯号信息;获取预设板坯号信息;基于所述预设板坯号信息,确定所述板坯号信息是否正确,本申请中板坯号的照合过程实现自动化,避免了现有技术在照合过程中多个步骤需要人工操作,板坯号核对完全靠操作工眼睛核实,可靠性低,操作工工作量大的技术问题。

连铸板坯加热炉数学模型的研究.pdf
年第期鞍钢技术·卜十.研究与讨论—