
RH真空炉低应力浸渍管.pdf

英哲****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
RH真空炉低应力浸渍管.pdf
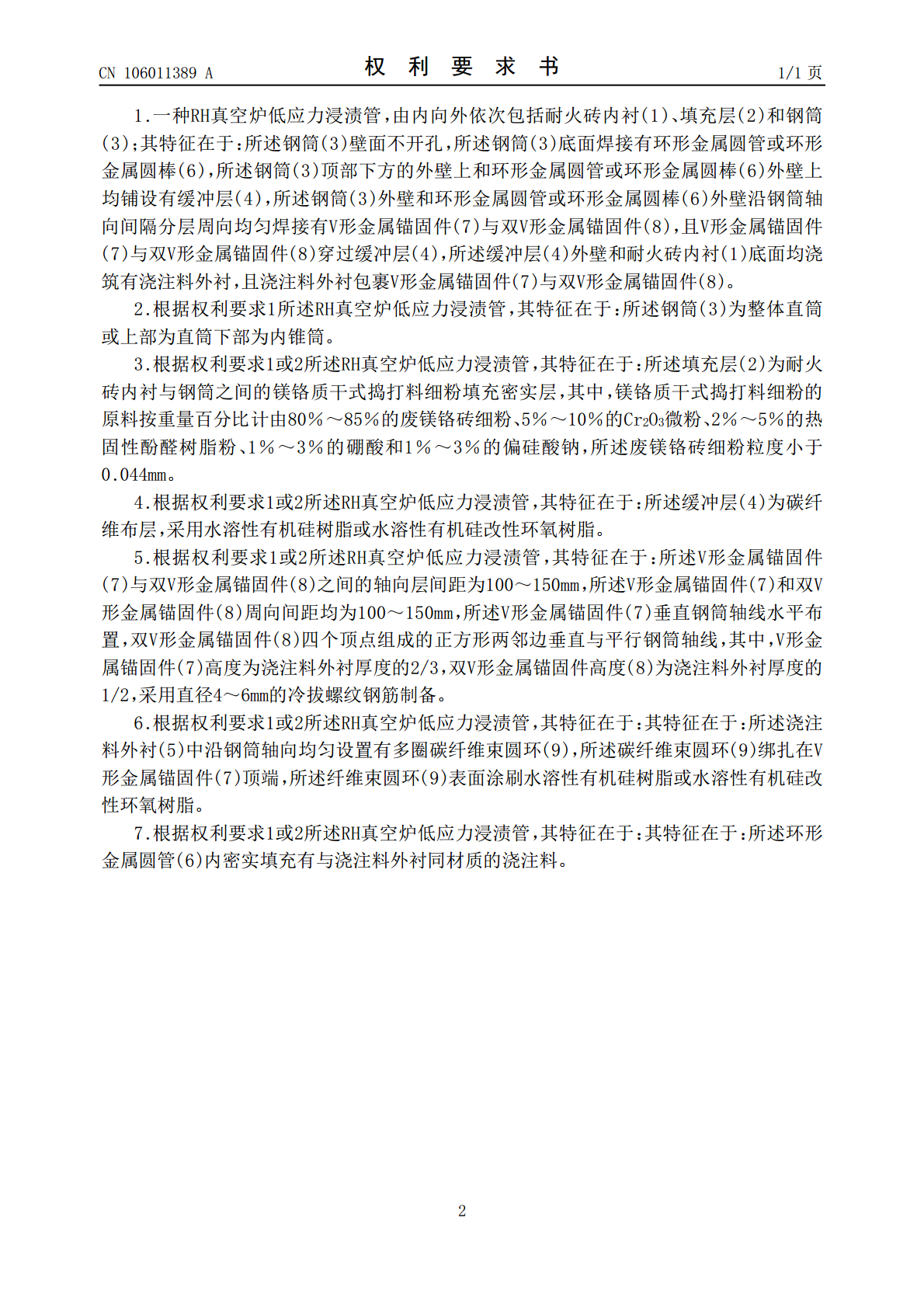
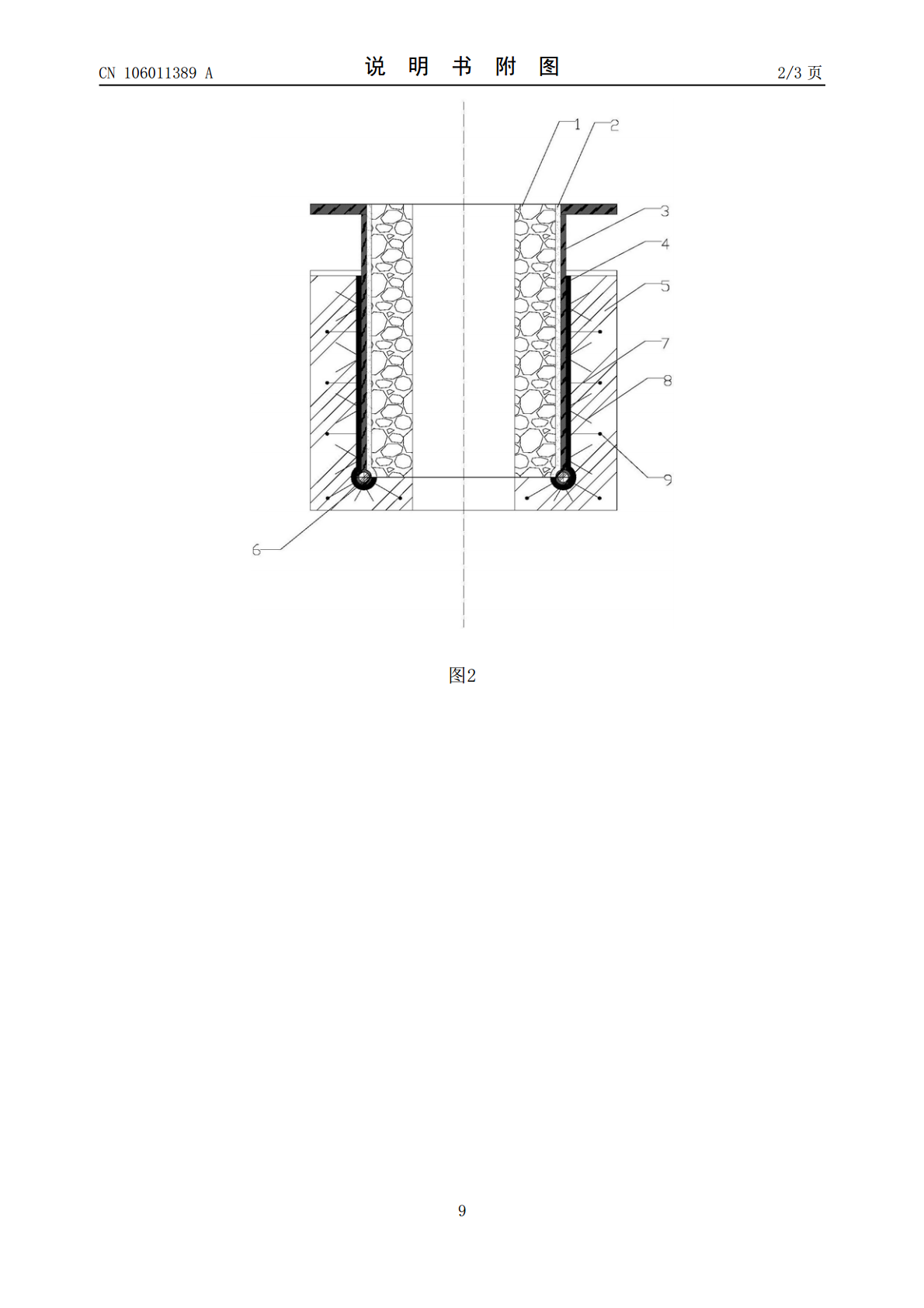
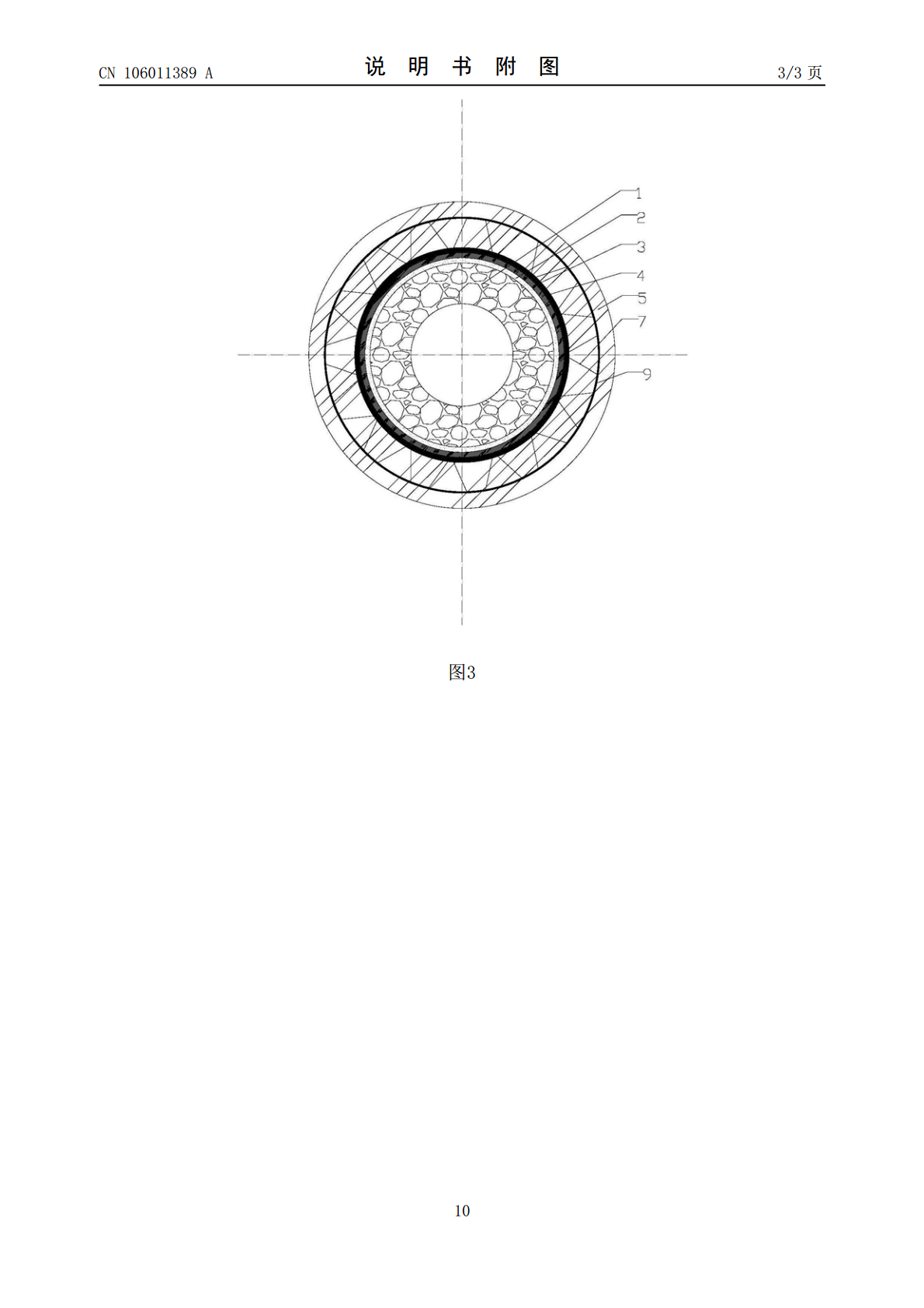
本发明公开了一种RH真空炉低应力浸渍管,由内向外依次包括耐火砖内衬、填充层和钢筒;钢筒壁面不开孔,钢筒底面焊接有环形金属圆管或环形金属圆棒,钢筒顶部下方的外壁上和环形金属圆管或环形金属圆棒外壁上均铺设有缓冲层,钢筒外壁和环形金属圆管或环形金属圆棒外壁沿钢筒轴向间隔分层周向均匀焊接有V形金属锚固件与双V形金属锚固件,且V形金属锚固件与双V形金属锚固件穿过缓冲层。本发明有效缓解浸渍管复合体结构中各部件间材质性能显著差异带来的破损恶化问题,达到降低浸渍管结构应力与热应力低、提高浸渍管抗裂纹剥落损毁能力、提高浸渍

RH炉浸渍管设计的优化.docx
RH炉浸渍管设计的优化随着钢铁工业的发展,冶炼技术的改进成为了必要的发展方向。其中,RH炉是近年来广泛使用的一种精炼炉,其优点在于可以有效减少钢中氢气含量和气孔率,提高钢的纯度和质量。在RH炉的应用过程中,浸渍管的设计也是十分重要的,因为这决定了RH炉的效率和钢的质量。本文将对RH炉浸渍管设计的优化进行分析和讨论。一、RH炉浸渍管的作用RH炉由转鼓、上膛、上冷却管、下膛、下冷却管、浸渍管组成。浸渍管是RH炉中的一个关键组件,其作用主要有以下三个方面:1.调整钢水成份:在RH炉中,浸渍管可以与钢水进行相应的
一种RH浸渍管修补方法.pdf
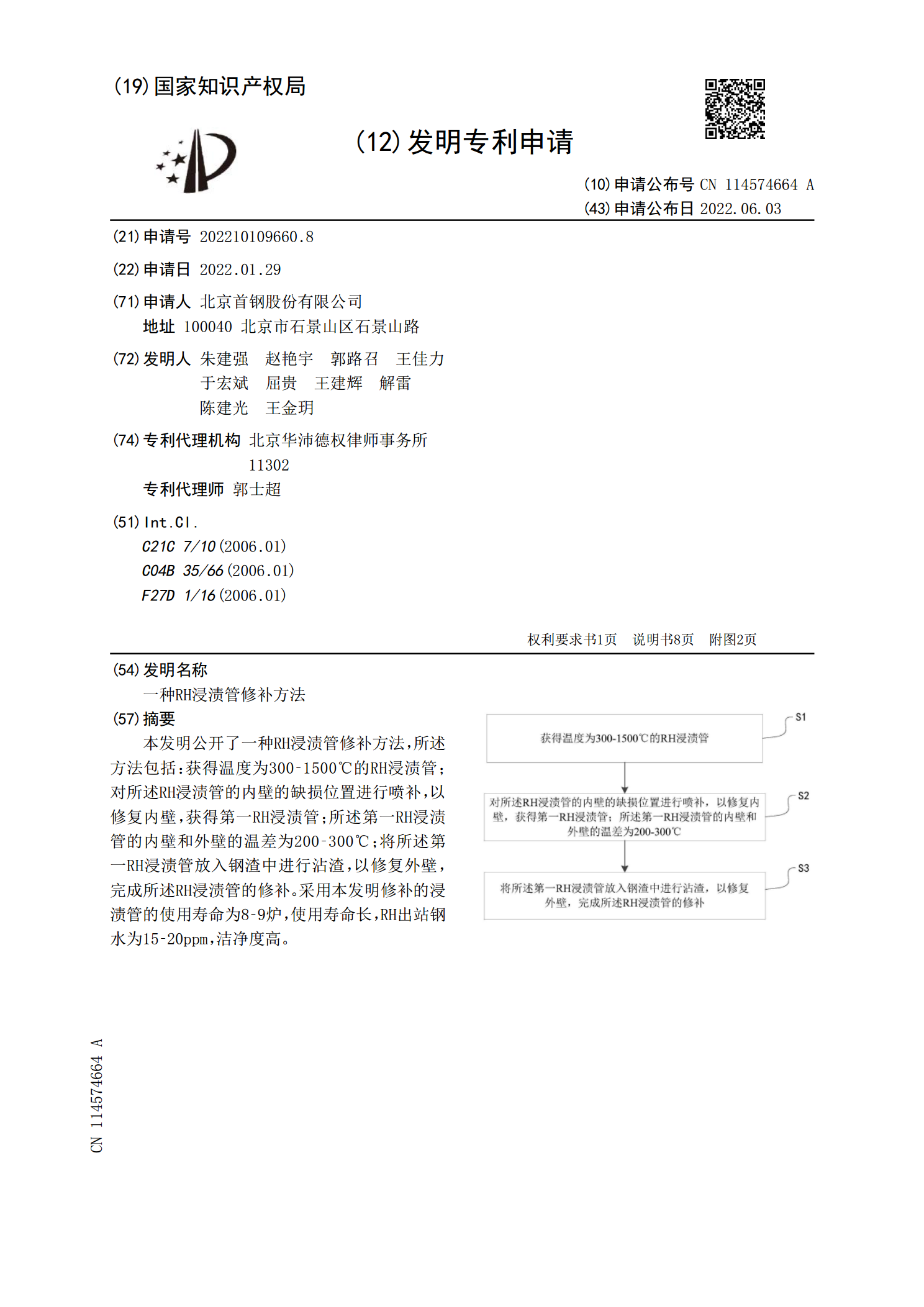
本发明公开了一种RH浸渍管修补方法,所述方法包括:获得温度为300‑1500℃的RH浸渍管;对所述RH浸渍管的内壁的缺损位置进行喷补,以修复内壁,获得第一RH浸渍管;所述第一RH浸渍管的内壁和外壁的温差为200‑300℃;将所述第一RH浸渍管放入钢渣中进行沾渣,以修复外壁,完成所述RH浸渍管的修补。采用本发明修补的浸渍管的使用寿命为8‑9炉,使用寿命长,RH出站钢水为15‑20ppm,洁净度高。

一种提高RH浸渍管寿命的方法.pdf
本发明属于RH浸渍管寿命提高技术领域,具体涉及一种提高RH浸渍管寿命的方法,包括:待钢水到RH炉后,进行拉管:先以0.8‑3.5m/min的速度顶升钢包,使钢水快速淹没浸渍管30‑50cm,再以0.8‑3.5m/min的速度下降钢包,直到完全脱离浸渍管,并停留0‑30s;重复所述拉管若干次;以浸渍管内渣厚的高度处为顶升零位,进行顶升20‑30cm后,进行环流处理钢水;后以0.8‑1.5m/min的速度下降钢包,使得钢水液面脱离浸渍管,并停留0‑30s;然后以2‑4m/min的速度顶升钢包,使得钢水淹没浸渍

攀钢RH浸渍管粘渣原因分析与对策.docx
攀钢RH浸渍管粘渣原因分析与对策攀钢RH浸渍管是一种重要的冶炼工具,用于清洁钢液中的杂质和气体,从而提高钢材质量和性能。然而,在实际使用过程中,RH浸渍管经常出现粘渣现象,这严重影响了钢材的质量和生产效率。因此,需要对RH浸渍管粘渣的原因进行分析,并采取相应的对策,以解决这一问题。首先,RH浸渍管粘渣的原因可以归纳为以下几个方面:1.浸渍管材料质量不佳。浸渍管材料的质量直接影响着浸渍效果和使用寿命。如果材料强度不够,容易发生变形和破裂,从而导致浸渍管壁上出现裂纹和开裂,进而引发气体和杂质堆积,形成粘渣。2