
一种RH浸渍管修补方法.pdf

宏硕****mo

1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种RH浸渍管修补方法.pdf
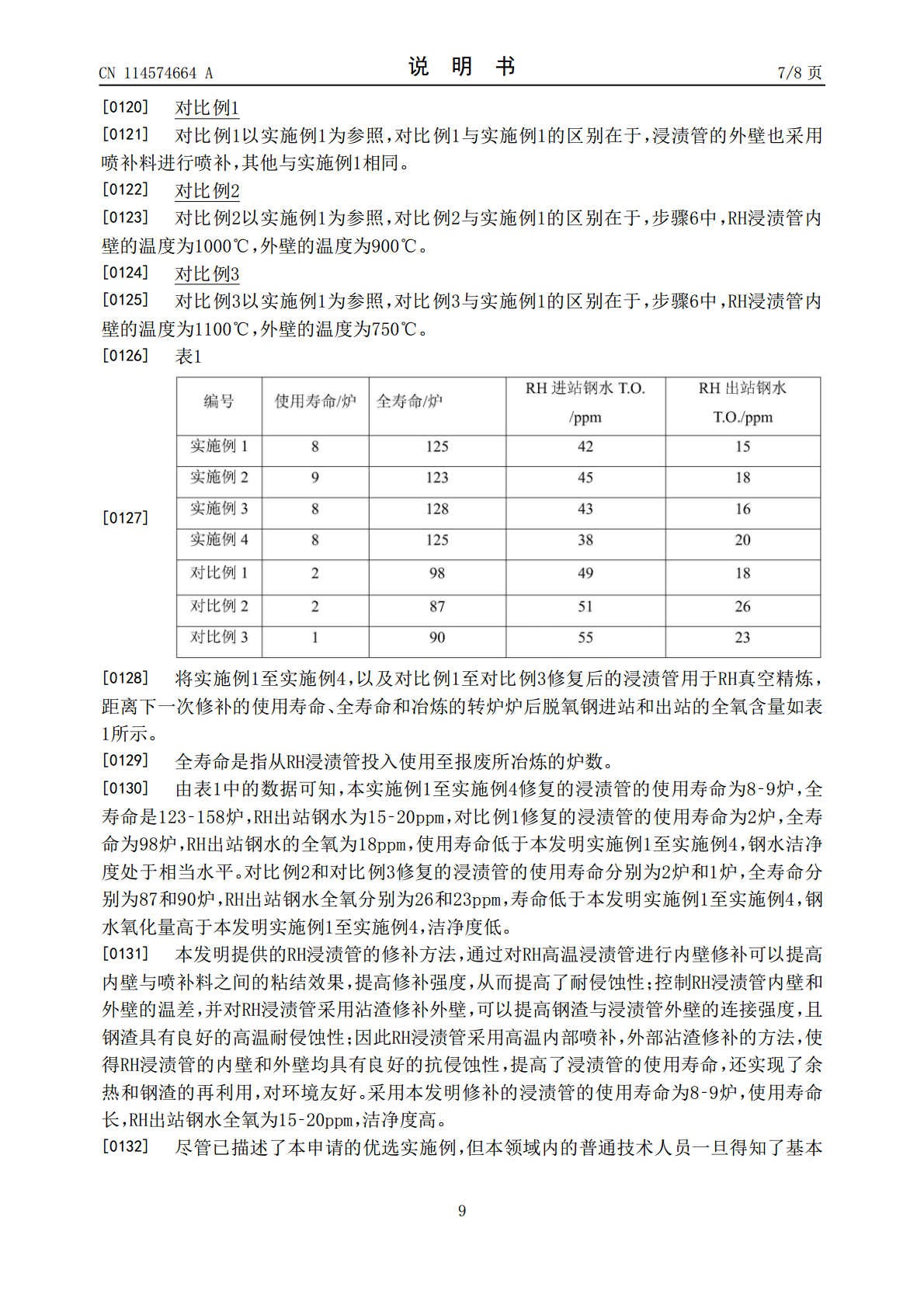
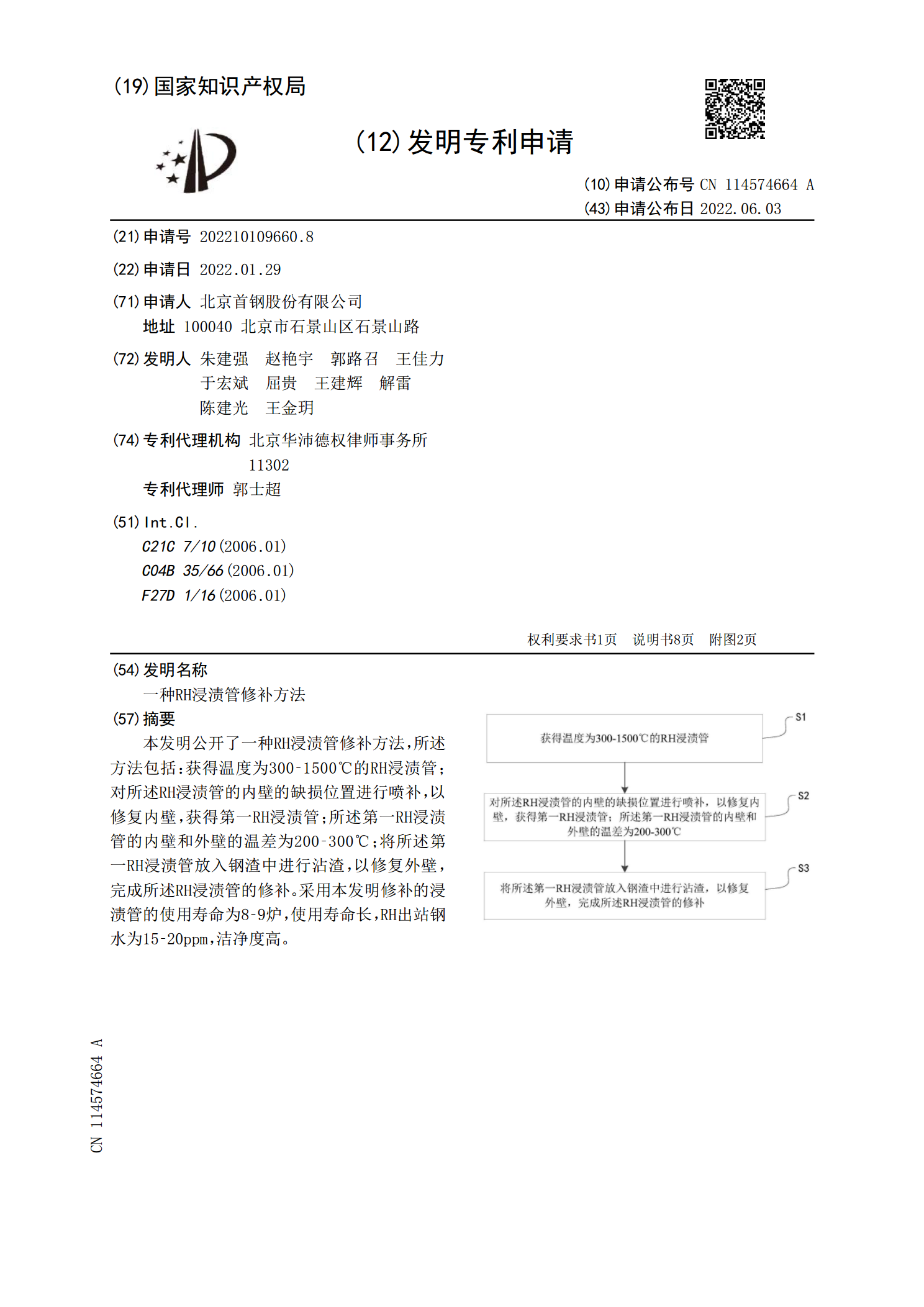
本发明公开了一种RH浸渍管修补方法,所述方法包括:获得温度为300‑1500℃的RH浸渍管;对所述RH浸渍管的内壁的缺损位置进行喷补,以修复内壁,获得第一RH浸渍管;所述第一RH浸渍管的内壁和外壁的温差为200‑300℃;将所述第一RH浸渍管放入钢渣中进行沾渣,以修复外壁,完成所述RH浸渍管的修补。采用本发明修补的浸渍管的使用寿命为8‑9炉,使用寿命长,RH出站钢水为15‑20ppm,洁净度高。

一种提高RH浸渍管寿命的方法.pdf
本发明属于RH浸渍管寿命提高技术领域,具体涉及一种提高RH浸渍管寿命的方法,包括:待钢水到RH炉后,进行拉管:先以0.8‑3.5m/min的速度顶升钢包,使钢水快速淹没浸渍管30‑50cm,再以0.8‑3.5m/min的速度下降钢包,直到完全脱离浸渍管,并停留0‑30s;重复所述拉管若干次;以浸渍管内渣厚的高度处为顶升零位,进行顶升20‑30cm后,进行环流处理钢水;后以0.8‑1.5m/min的速度下降钢包,使得钢水液面脱离浸渍管,并停留0‑30s;然后以2‑4m/min的速度顶升钢包,使得钢水淹没浸渍
RH浸渍管热态喷补用修补料及其使用方法.pdf
本发明公开了一种RH浸渍管热态喷补用修补料及其使用方法,本修补料包括以下重量份的组分:白刚玉或板状刚玉50~70%、烧结尖晶石或电熔尖晶石20~40%、α-氧化铝微粉8-15%。本方法在修补料中添加硅溶胶作为喷补润湿介质和结合剂,其加入量为修补料总重量的8~15wt%,然后采用半干法工艺喷补RH浸渍管。本修补料及方法提高了修补材料与基体材料的相容性和一致性;解决了现有RH喷补料需长时间烘烤、易炸裂,内壁喷补材料使用时间短等缺陷,提高了RH浸渍管的耐侵蚀性能以及使用寿命,保证了RH真空脱气炉的工作效率。

一种处理RH炉浸渍管堵塞的方法.pdf
本发明属于RH炉浸渍管堵塞技术领域,具体涉及一种处理RH炉浸渍管堵塞的方法,该方法包括:(1)将浸渍管下方结的钢渣打掉;(2)在真空槽底部控制RH顶枪高度在4.5?6.0米处进行煤氧烘烤,直至真空槽底部内的温度在800℃以上;(3)然后控制RH顶枪高度降至3?3.5米,进行吹氧加热,氧气流量为1800?2000立方米/小时;同时对真空槽内进行抽气,抽气量为130?230kg/h;直至浸渍管内有冷钢掉下来,浸渍管的内部出现疏通孔;(4)采用钢水对浸渍管进行环流处理。本发明提供的方法能够洗通堵塞严重的浸渍管,
一种RH环流浸渍管检测装置及方法.pdf
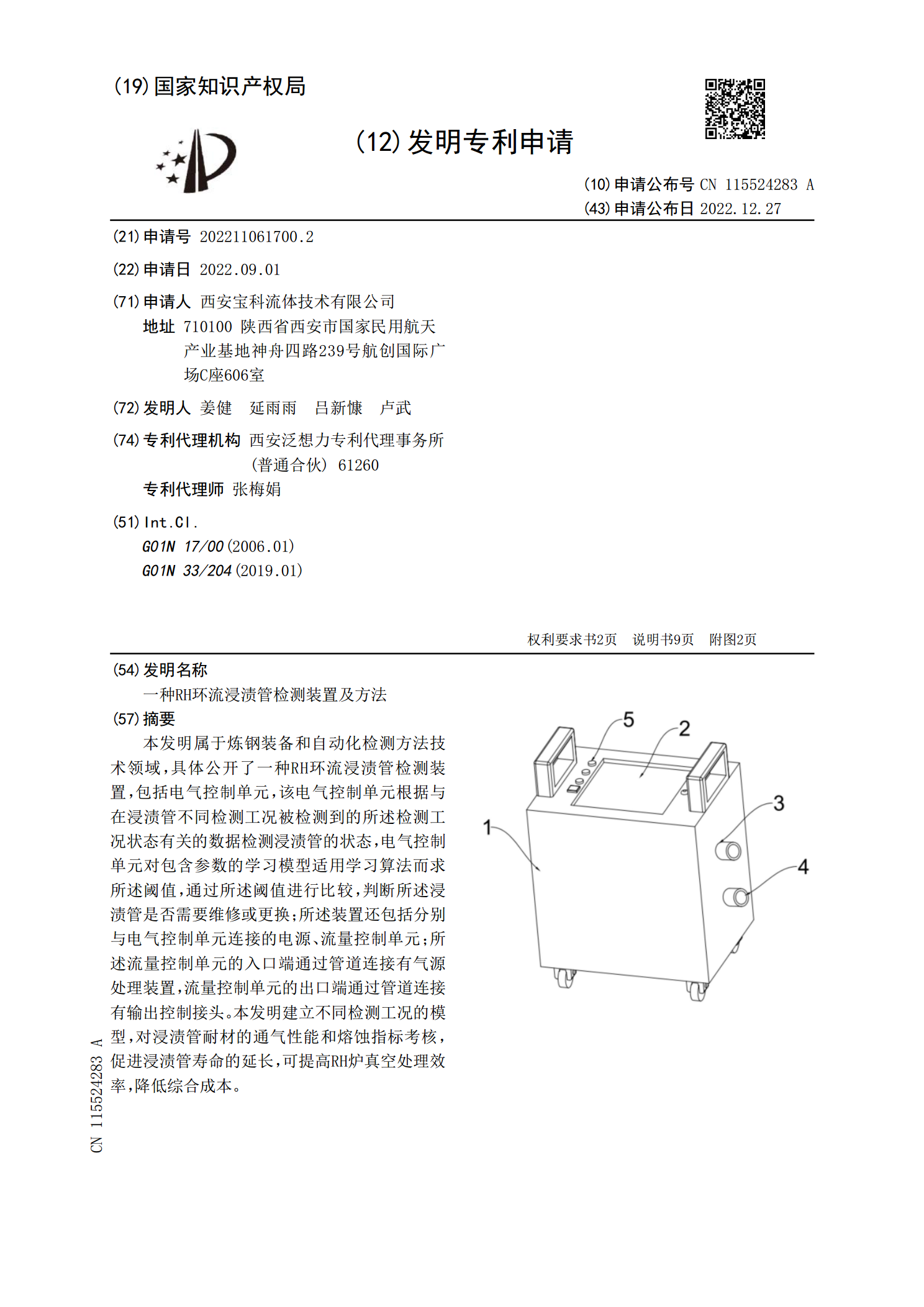
本发明属于炼钢装备和自动化检测方法技术领域,具体公开了一种RH环流浸渍管检测装置,包括电气控制单元,该电气控制单元根据与在浸渍管不同检测工况被检测到的所述检测工况状态有关的数据检测浸渍管的状态,电气控制单元对包含参数的学习模型适用学习算法而求所述阈值,通过所述阈值进行比较,判断所述浸渍管是否需要维修或更换;所述装置还包括分别与电气控制单元连接的电源、流量控制单元;所述流量控制单元的入口端通过管道连接有气源处理装置,流量控制单元的出口端通过管道连接有输出控制接头。本发明建立不同检测工况的模型,对浸渍管耐材的