
CSP隧道式辊底炉底辊辊环及其制备方法.pdf

猫巷****雪凝


1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
CSP隧道式辊底炉底辊辊环及其制备方法.pdf
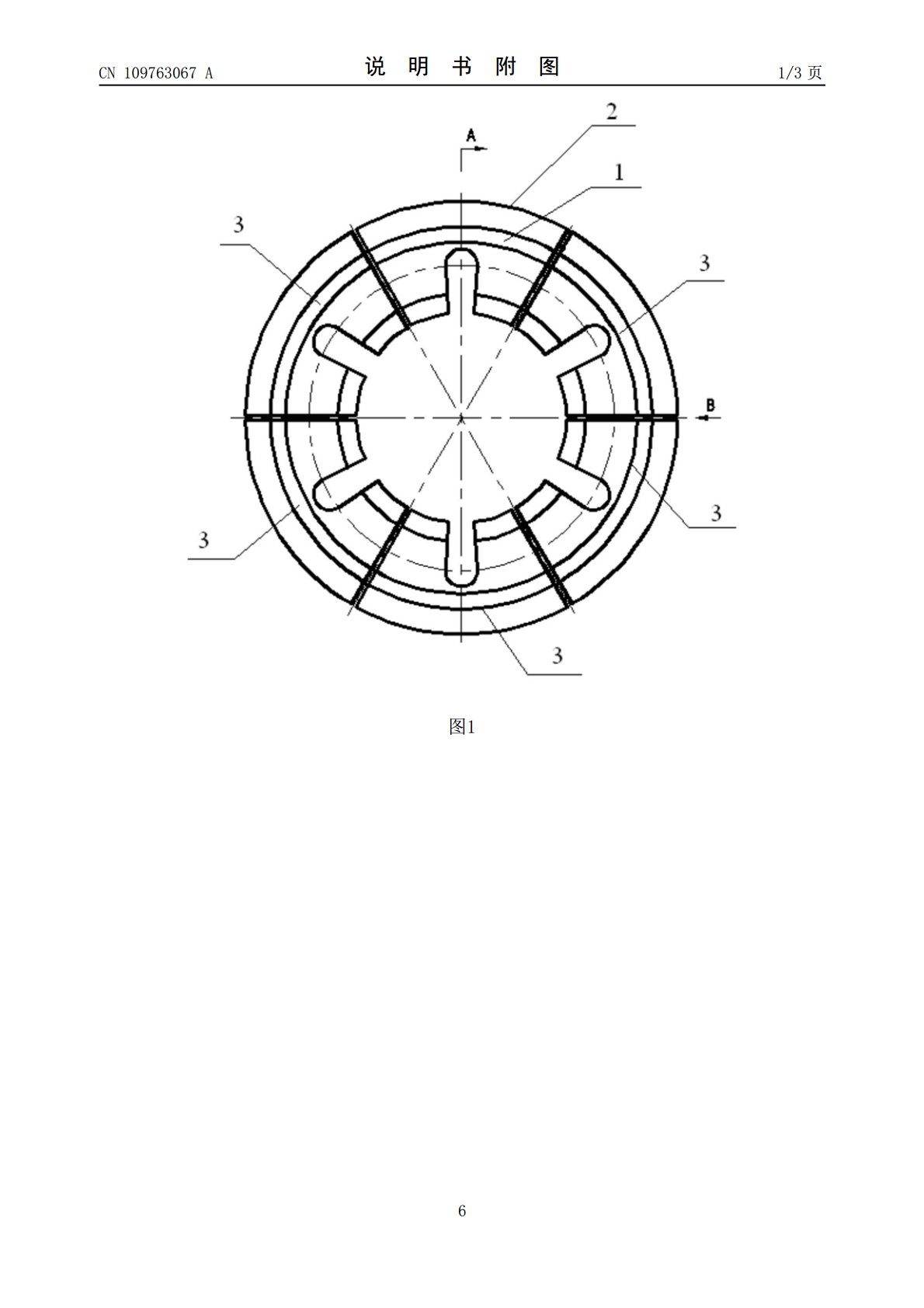
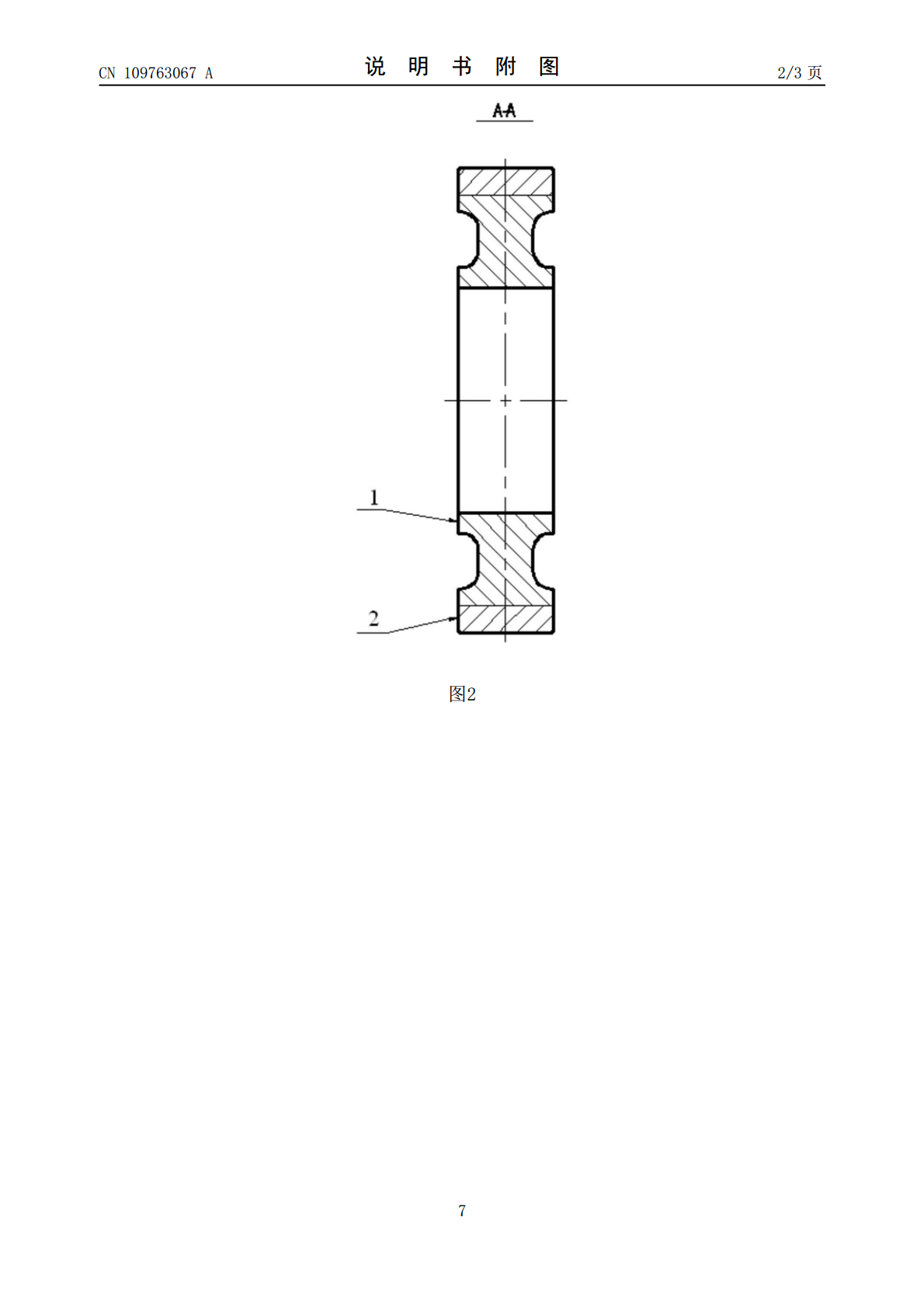
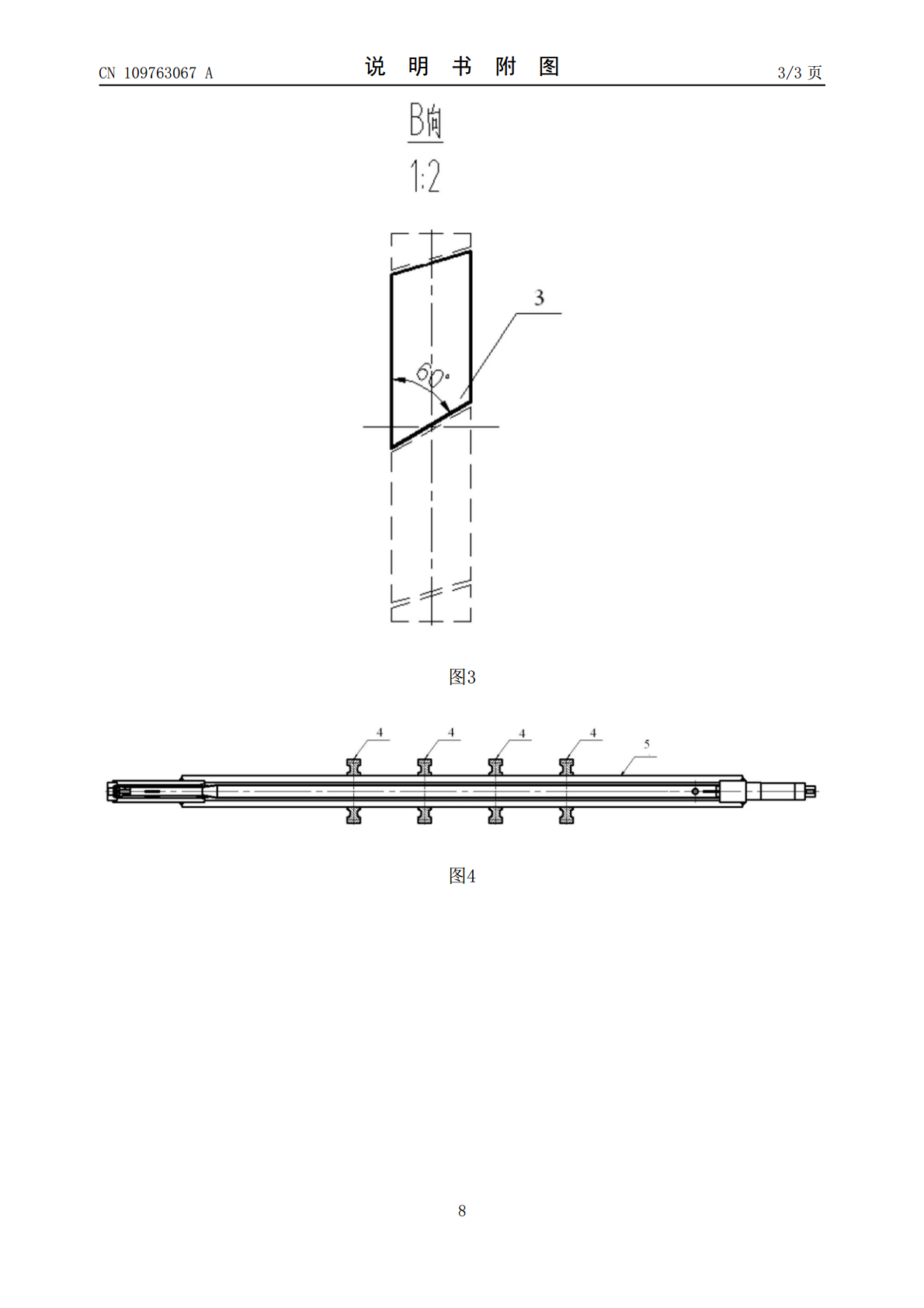
本发明涉及一种CSP隧道式辊底炉底辊辊环及其制备方法,属于辊环制备技术领域。其包括结构相同的6片辊环片;每片辊环片由内环和外环组成,所述内环和外环交界处互相融合,无分离层。所述内环材料为06Cr25Ni20,外环材料为Co50。本发明设计的辊环片的缝隙与炉底辊辊所成夹角与传统的平行相比,使红钢坯能顺利通过,对红钢坯表面无拉损、撕皮、咬肉、撞击现象,大大提高后续的成材率;同时也保护了辊环来自红钢坯的撞击,增加了辊环的使用寿命,减少了更换周期,降低了生产成本。
辊底加热炉炉辊的辊环.pdf
本发明公开了辊底加热炉炉辊的辊环,所述的辊环为陶瓷-耐热钢复合辊环。本发明与现有技术相比,所述的陶瓷外环具有高温强度高,抗热裂性能好,耐磨性好,抗氧化铁侵蚀性能强,不粘结氧化铁皮;陶瓷外环表面温度高,有利于消除加热钢坯“黑印”,提高钢坯加热质量;与使用耐热钢辊环相比,安装了陶瓷复合辊环的炉辊其冷却水的进、回水温差下降了20%,说明通过冷却水造成的热损失减少了20%,节能效果显著;陶瓷复合辊环制造成本较低,采用金属-陶瓷复合辊环制造的CSP炉辊可比使用进口CSP炉辊的费用下降50%。
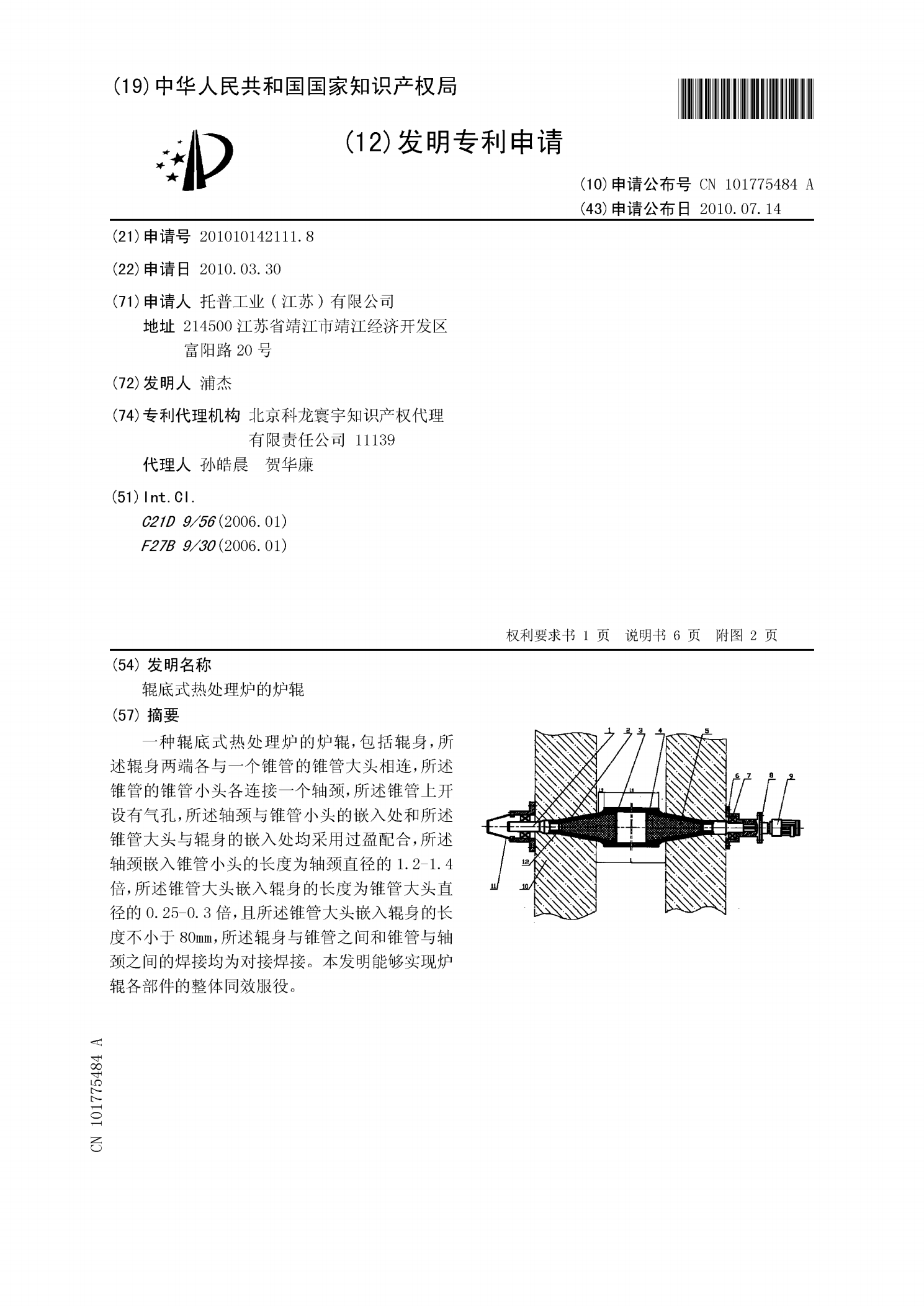
辊底式热处理炉的炉辊.pdf
一种辊底式热处理炉的炉辊,包括辊身,所述辊身两端各与一个锥管的锥管大头相连,所述锥管的锥管小头各连接一个轴颈,所述锥管上开设有气孔,所述轴颈与锥管小头的嵌入处和所述锥管大头与辊身的嵌入处均采用过盈配合,所述轴颈嵌入锥管小头的长度为轴颈直径的1.2-1.4倍,所述锥管大头嵌入辊身的长度为锥管大头直径的0.25-0.3倍,且所述锥管大头嵌入辊身的长度不小于80mm,所述辊身与锥管之间和锥管与轴颈之间的焊接均为对接焊接。本发明能够实现炉辊各部件的整体同效服役。
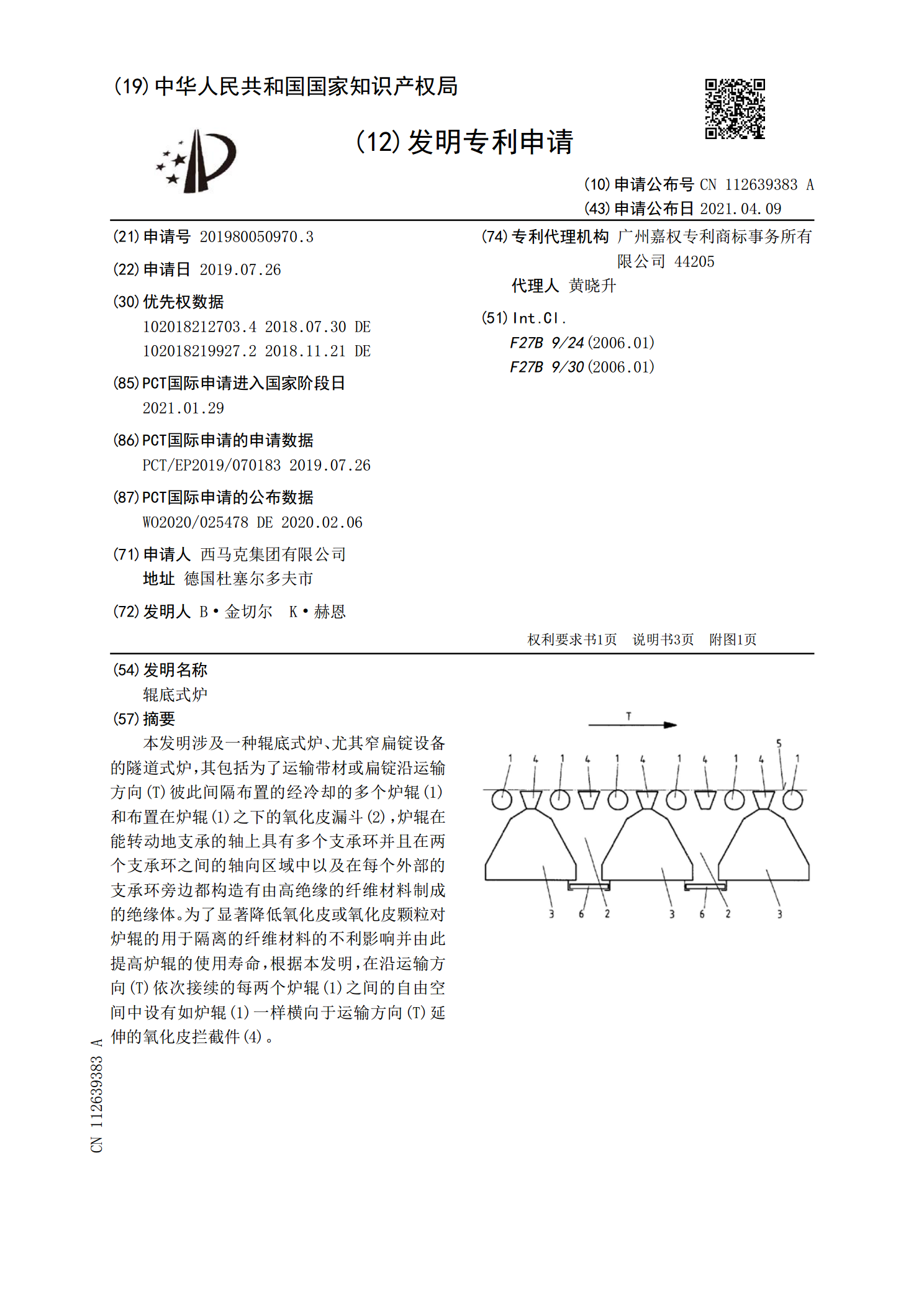
辊底式炉.pdf
本发明涉及一种辊底式炉、尤其窄扁锭设备的隧道式炉,其包括为了运输带材或扁锭沿运输方向(T)彼此间隔布置的经冷却的多个炉辊(1)和布置在炉辊(1)之下的氧化皮漏斗(2),炉辊在能转动地支承的轴上具有多个支承环并且在两个支承环之间的轴向区域中以及在每个外部的支承环旁边都构造有由高绝缘的纤维材料制成的绝缘体。为了显著降低氧化皮或氧化皮颗粒对炉辊的用于隔离的纤维材料的不利影响并由此提高炉辊的使用寿命,根据本发明,在沿运输方向(T)依次接续的每两个炉辊(1)之间的自由空间中设有如炉辊(1)一样横向于运输方向(T)延
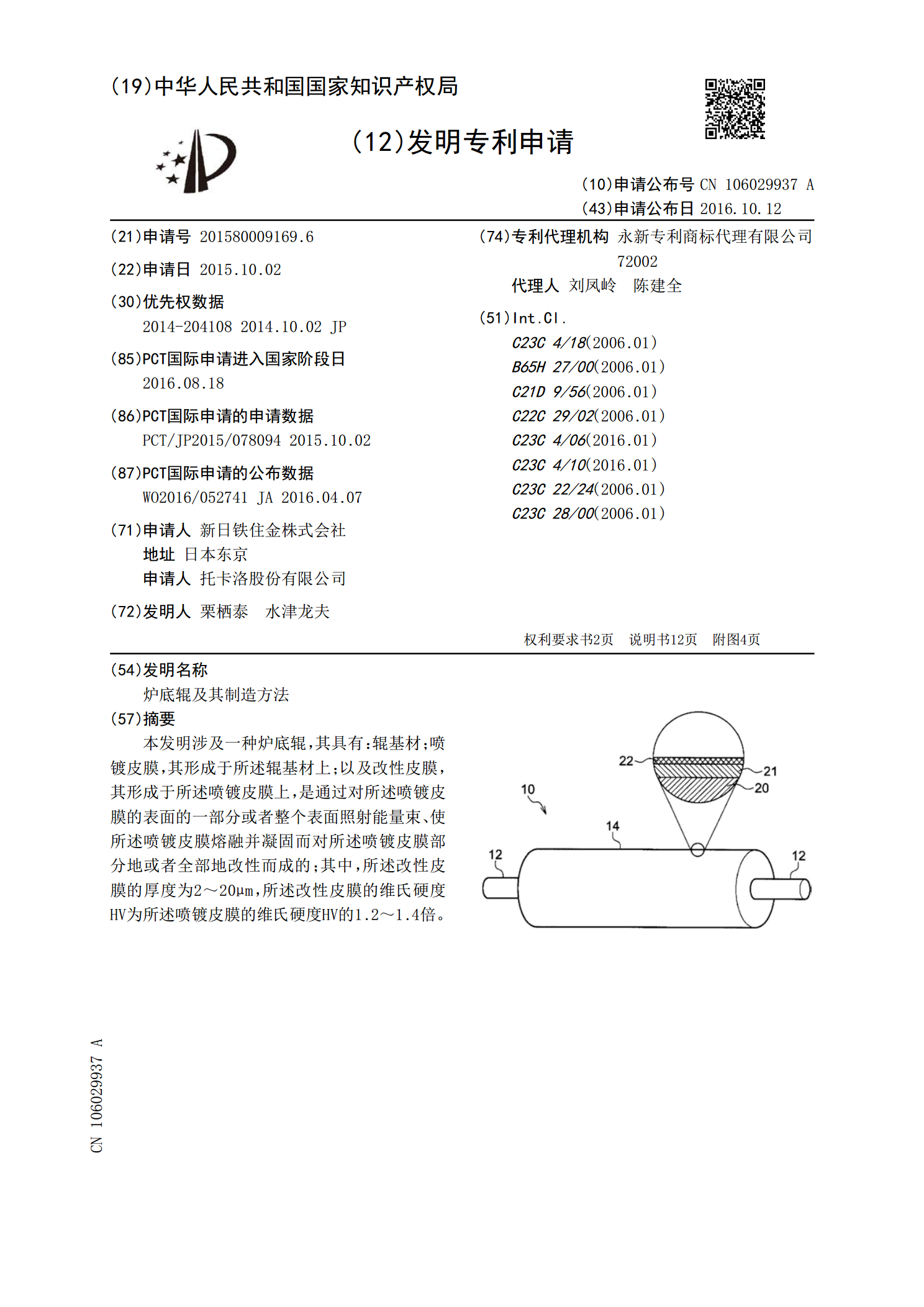
炉底辊及其制造方法.pdf
本发明涉及一种炉底辊,其具有:辊基材;喷镀皮膜,其形成于所述辊基材上;以及改性皮膜,其形成于所述喷镀皮膜上,是通过对所述喷镀皮膜的表面的一部分或者整个表面照射能量束、使所述喷镀皮膜熔融并凝固而对所述喷镀皮膜部分地或者全部地改性而成的;其中,所述改性皮膜的厚度为2~20μm,所述改性皮膜的维氏硬度HV为所述喷镀皮膜的维氏硬度HV的1.2~1.4倍。