
特大型钛合金整框模锻件热成形用热包套工艺.pdf

是丹****ni


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

特大型钛合金整框模锻件热成形用热包套工艺.pdf
本发明涉及大型模锻件的锻造领域,公开了一种特大型钛合金整框模锻件热成形用热包套工艺。该工艺采用包括如下步骤:预热坯料、涂刷防护润滑剂、加热坯料至锻造温度并保温、采用粘接剂将包套材料包裹于钛合金坯料外表面、热包套完成后将坯料重新装入电炉加热,加热至锻造温度后即可出炉锻造。该工艺操作简单,成本低廉,可以防止转运及生产过程中的坯料表面温度下降过快,确保模锻时坯料处于较高的始锻温度,有利于锻件的材料流动,有利于降低设备吨位,可以解决目前特大型钛合金整框模锻件生产中锻件充满不佳及组织性能不均匀的问题。
热冲压成形用钢材、热冲压成形工艺及热冲压成形构件.pdf
本申请提供一种热冲压成形用钢材、热冲压成形工艺及热冲压成形构件。热冲压成形用钢材以重量百分比计包括C:0.2?0.4%,Si:0?0.8%,Al:0?1.0%,B:0?0.005%,Mn:0.5?3.0%,Mo:0?1%,Cr:0?2%,Ni:0?5%,V:0?0.4%,Nb:0?0.2%,Ti:≤0.01%,以及冶炼时不可避免的P、S、N等杂质元素,并且其中当B≤0.0005%时,满足29*Mo+16*Mn+14*Cr+5.3*Ni≥30%;当0.0005%<B≤0.005%时,含有0.4?1.0%的A
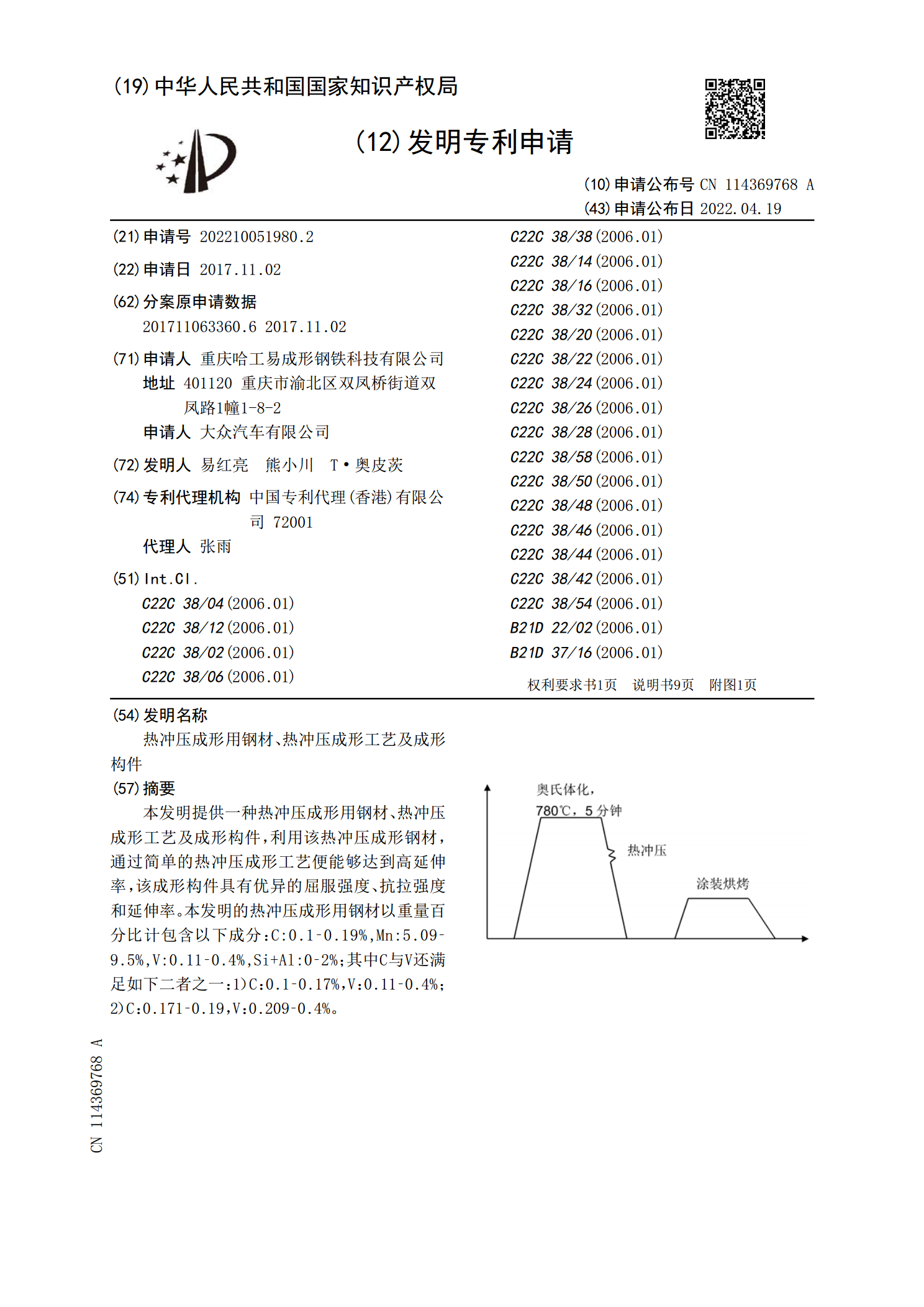
热冲压成形用钢材、热冲压成形工艺及成形构件.pdf
本发明提供一种热冲压成形用钢材、热冲压成形工艺及成形构件,利用该热冲压成形钢材,通过简单的热冲压成形工艺便能够达到高延伸率,该成形构件具有优异的屈服强度、抗拉强度和延伸率。本发明的热冲压成形用钢材以重量百分比计包含以下成分:C:0.1?0.19%,Mn:5.09?9.5%,V:0.11?0.4%,Si+Al:0?2%;其中C与V还满足如下二者之一:1)C:0.1?0.17%,V:0.11?0.4%;2)C:0.171?0.19,V:0.209?0.4%。

一种高强钢链模热成形装备及其热成形工艺.pdf
本发明涉及一种高强钢链模热成形装备及其热成形工艺,属于冶金行业热成形技术领域。技术方案是:包含顺序布置的连续加热炉(1)、链模热成形机(2)和矫直机(3);按照最终产品的尺寸要求,将高强钢钢板裁剪成料片(1‑0),料片(1‑0)的加热温度800℃‑1000℃,保温时间3‑10min,成形温度控制在500℃‑700℃,成形件在矫直机(3)矫直过程中,通过控制冷却系统(3‑8)对成形件(2‑0)进行快速冷却,其冷速大于30℃/s,成形件(2‑0)快速冷却至300℃以下进入矫直机(3)进行矫直。本发明的有益效果
热冲压成形工艺及热冲压成形构件.pdf
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量