
一种用于钎焊钼铼合金的钎料及制备方法和钎焊工艺.pdf

玄静****写意

1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于钎焊钼铼合金的钎料及制备方法和钎焊工艺.pdf
本发明公开了一种用于钎焊钼铼合金的钎料及制备方法和钎焊工艺,所选钎料以重量百分比计的元素成分包括:Mn7~15%,Co3~6%,Zr0~8%,余量为Cu。该制备方法为将以下组分Cu,Mn,Co和Zr按比例混合均匀,采用真空感应熔炼炉及高真空甩带机,将钎料制备成箔片带状,厚度在20~50μm的范围内。本发明钎料的钎焊温度在1020℃~1090℃,钎料熔化温度适宜,保证了焊件的高温性能,同时钎料熔化均匀;使用钎料箔片有利于促进钎焊连接过程中合金元素的扩散和界面反应,提高钎料在钼铼合金表面的润湿和铺展能力,细化
用于钼合金和石墨钎焊的高温钎料及制备方法和钎焊工艺.pdf
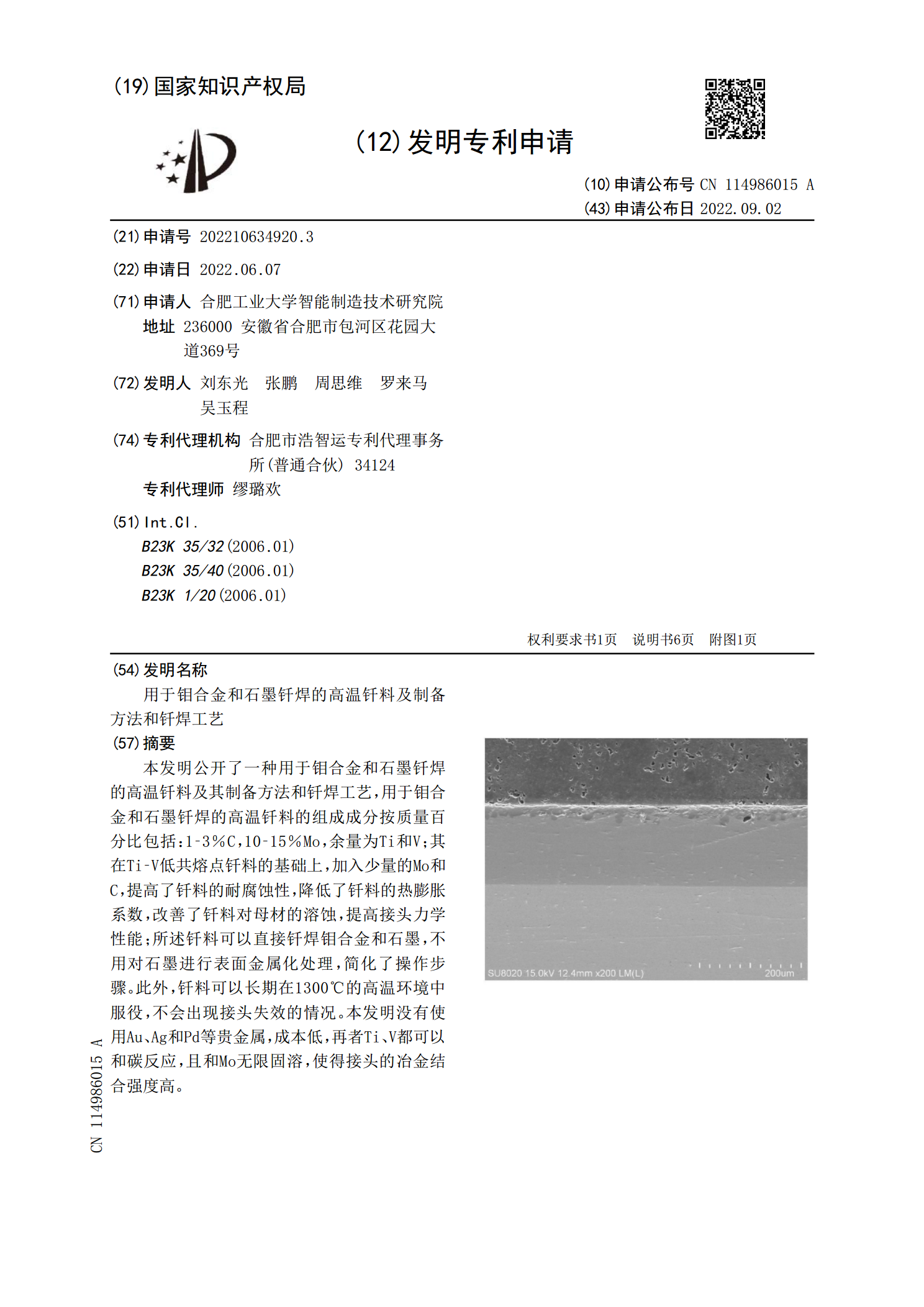
本发明公开了一种用于钼合金和石墨钎焊的高温钎料及其制备方法和钎焊工艺,用于钼合金和石墨钎焊的高温钎料的组成成分按质量百分比包括:1?3%C,10?15%Mo,余量为Ti和V;其在Ti?V低共熔点钎料的基础上,加入少量的Mo和C,提高了钎料的耐腐蚀性,降低了钎料的热膨胀系数,改善了钎料对母材的溶蚀,提高接头力学性能;所述钎料可以直接钎焊钼合金和石墨,不用对石墨进行表面金属化处理,简化了操作步骤。此外,钎料可以长期在1300℃的高温环境中服役,不会出现接头失效的情况。本发明没有使用Au、Ag和Pd等贵金属,成

用于钎焊50Mo‑50Re合金的高温Fe基钎料及制备方法和钎焊工艺.pdf
本发明公开了一种用于钎焊50Mo‑50Re合金的高温Fe基钎料及制备方法和钎焊工艺,所选钎料以重量百分比计的元素成分包括:Co4%~9%,Ni3%~12%,Si3%~8%,B0%~3%,Nb3%~5%,余量为Fe。该制备方法为将以下组分Fe颗粒、Si颗粒、B颗粒、Co颗、Ni颗粒和Nb颗按比例混合均匀,采用真空感应熔炼炉及高真空甩带机,将钎料制备成箔片带状,厚度在20~50μm的范围内。本发明钎料的钎焊温度在1060℃~1160℃,钎料熔化温度较高,保证了焊件的高温性能,同时钎料熔化均匀;使用钎料箔片有利
用于钎焊连接PTC陶瓷与铝合金的自钎钎料及其制备方法.pdf
本发明提出了一种用于钎焊连接PTC陶瓷与铝合金的自钎钎料及其制备方法,按照重量百分数计算,包括以下原料制成:Al2~6%、In0.06~0.18%、Ti0.01~0.12%、Bi4~8%、P0.4~0.8%、KF0.02~0.3%与RE0.01~0.2%,余量为Zn;所述RE为La、Pr、Er、Dy或者Nd。制备方法:将各组分按规定的重量百分比制成母合金,将母合金装入石墨坩埚内,在真空炉内感应加热重熔,当加热到850~1000℃时,用氩气将熔融液态合金喷铸在表面光洁的高速旋转紫铜辊上,急冷得

一种钼铜合金与不锈钢的真空钎焊钎料及工艺.pdf
本发明涉及一种钼铜合金与不锈钢的真空钎焊钎料及工艺,将BNi2非晶态合金钎料置于预处理过的钼铜合金和奥氏体不锈钢待焊表面之间,控制接头间隙在40~80μm之间,将组装好的钼铜合金与不锈钢轻轻置于真空钎焊炉内的均温区抽真空钎焊,BNi2非晶态合金钎料的质量百分比组成为:Cr?6.5~7.5%,Si?3.0~5.0%,B?2.7~3.5%,Fe?2.5~3.5%,C≤0.02%,Ni余量。采用本发明的工艺,获得的钼铜合金与不锈钢接头具有杂质少、致密度高、耐高温能力强等优点,可用于仪器仪表元件、电子封装、耐高温