
用于钎焊50Mo‑50Re合金的高温Fe基钎料及制备方法和钎焊工艺.pdf

宛菡****魔王

1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于钎焊50Mo‑50Re合金的高温Fe基钎料及制备方法和钎焊工艺.pdf
本发明公开了一种用于钎焊50Mo‑50Re合金的高温Fe基钎料及制备方法和钎焊工艺,所选钎料以重量百分比计的元素成分包括:Co4%~9%,Ni3%~12%,Si3%~8%,B0%~3%,Nb3%~5%,余量为Fe。该制备方法为将以下组分Fe颗粒、Si颗粒、B颗粒、Co颗、Ni颗粒和Nb颗按比例混合均匀,采用真空感应熔炼炉及高真空甩带机,将钎料制备成箔片带状,厚度在20~50μm的范围内。本发明钎料的钎焊温度在1060℃~1160℃,钎料熔化温度较高,保证了焊件的高温性能,同时钎料熔化均匀;使用钎料箔片有利
用于钼合金和石墨钎焊的高温钎料及制备方法和钎焊工艺.pdf
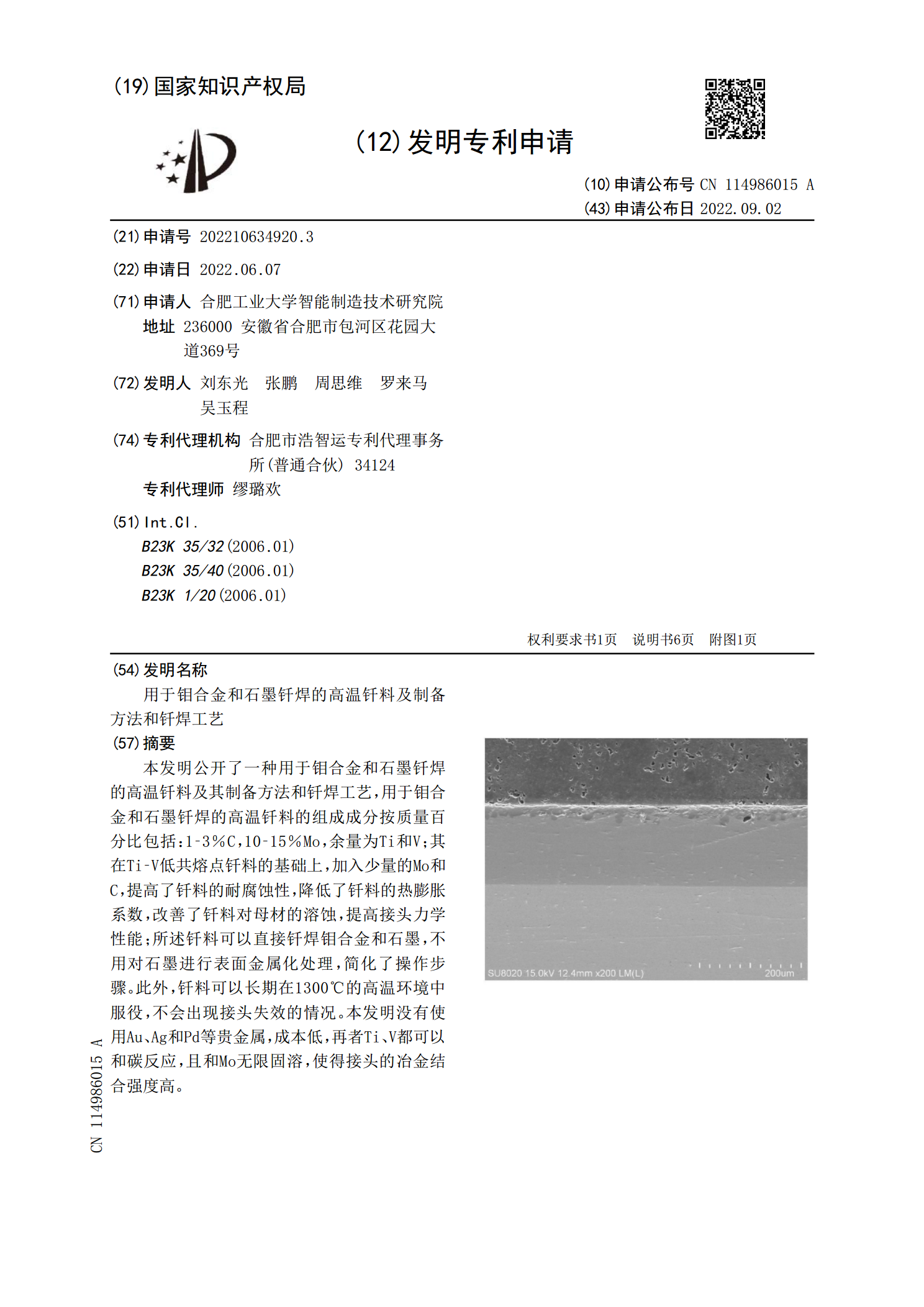
本发明公开了一种用于钼合金和石墨钎焊的高温钎料及其制备方法和钎焊工艺,用于钼合金和石墨钎焊的高温钎料的组成成分按质量百分比包括:1?3%C,10?15%Mo,余量为Ti和V;其在Ti?V低共熔点钎料的基础上,加入少量的Mo和C,提高了钎料的耐腐蚀性,降低了钎料的热膨胀系数,改善了钎料对母材的溶蚀,提高接头力学性能;所述钎料可以直接钎焊钼合金和石墨,不用对石墨进行表面金属化处理,简化了操作步骤。此外,钎料可以长期在1300℃的高温环境中服役,不会出现接头失效的情况。本发明没有使用Au、Ag和Pd等贵金属,成

一种用于钎焊钼铼合金的钎料及制备方法和钎焊工艺.pdf
本发明公开了一种用于钎焊钼铼合金的钎料及制备方法和钎焊工艺,所选钎料以重量百分比计的元素成分包括:Mn7~15%,Co3~6%,Zr0~8%,余量为Cu。该制备方法为将以下组分Cu,Mn,Co和Zr按比例混合均匀,采用真空感应熔炼炉及高真空甩带机,将钎料制备成箔片带状,厚度在20~50μm的范围内。本发明钎料的钎焊温度在1020℃~1090℃,钎料熔化温度适宜,保证了焊件的高温性能,同时钎料熔化均匀;使用钎料箔片有利于促进钎焊连接过程中合金元素的扩散和界面反应,提高钎料在钼铼合金表面的润湿和铺展能力,细化

一种高温钎焊用钛基钎料及制备方法.pdf
本发明涉及一种高温钎焊用钛基钎料及制备方法,它涉及一种高温钎料及制备方法。本发明中钎料化学成分的质量百分比为Ti:77%~90%,Ni:10%~18%,Nb:3%~10%,其余为不可避免杂质。本发明钎料的制备方法如下:按照上述成分称取原料,装入高真空电弧感应炉反复冶炼浇铸成合金锭,然后经特定轧制及热处理工艺制备所需厚度的钛基钎料。本发明中的低Ni和低Nb高温钎焊用钛基钎料在保证较低熔点的同时具有优异的塑性加工性能,冶炼后根据钎料变形特征采用特定轧制及热处理工艺制备,能保证钎料质量的稳定性,可大批量生产不同
一种用于连接镍基高温合金的复合钎料及钎焊方法.pdf
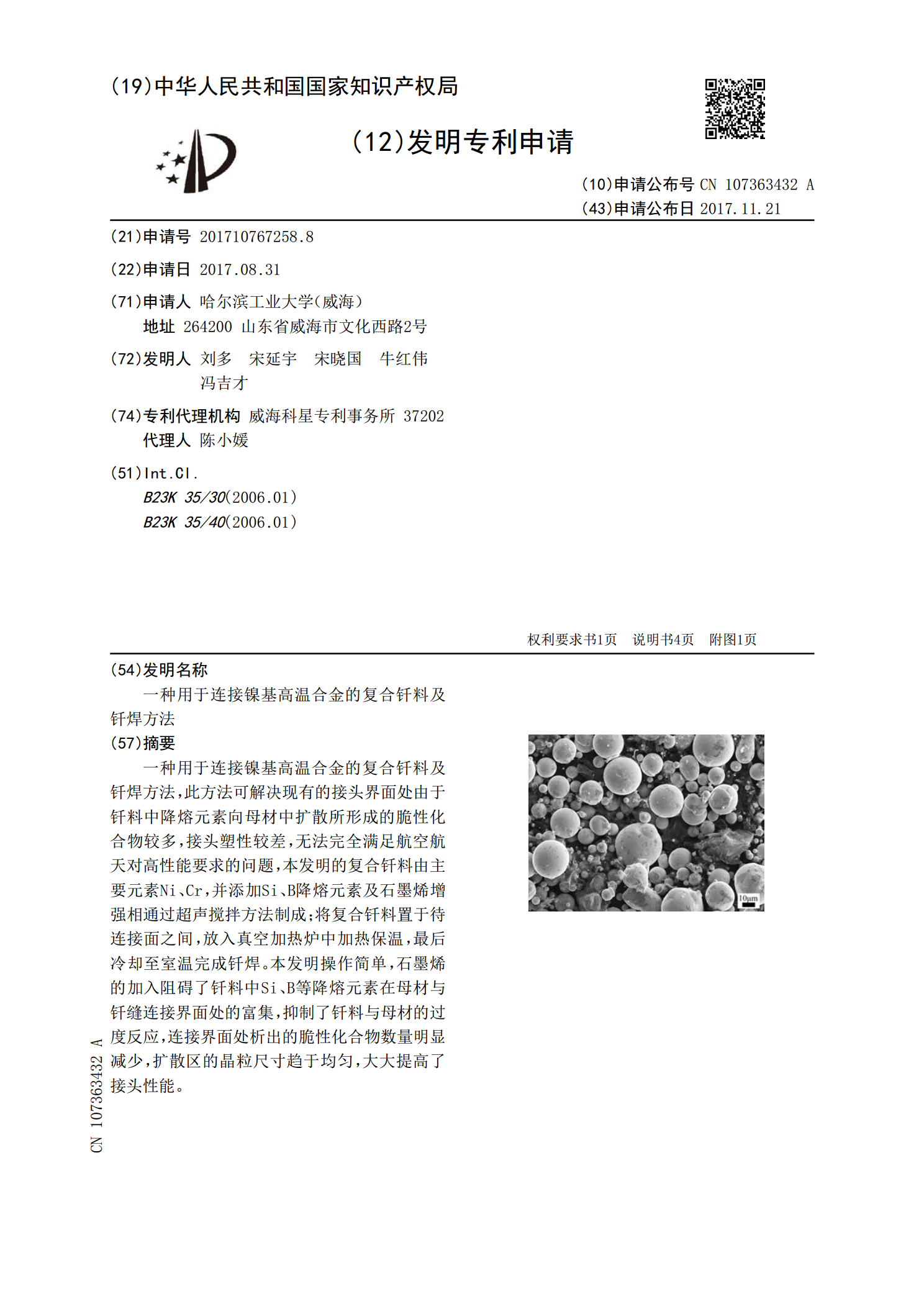
一种用于连接镍基高温合金的复合钎料及钎焊方法,此方法可解决现有的接头界面处由于钎料中降熔元素向母材中扩散所形成的脆性化合物较多,接头塑性较差,无法完全满足航空航天对高性能要求的问题,本发明的复合钎料由主要元素Ni、Cr,并添加Si、B降熔元素及石墨烯增强相通过超声搅拌方法制成;将复合钎料置于待连接面之间,放入真空加热炉中加热保温,最后冷却至室温完成钎焊。本发明操作简单,石墨烯的加入阻碍了钎料中Si、B等降熔元素在母材与钎缝连接界面处的富集,抑制了钎料与母材的过度反应,连接界面处析出的脆性化合物数量明显减少