
2618A铝合金叶轮锻件的锻造方法.pdf

一只****签网


1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

2618A铝合金叶轮锻件的锻造方法.pdf
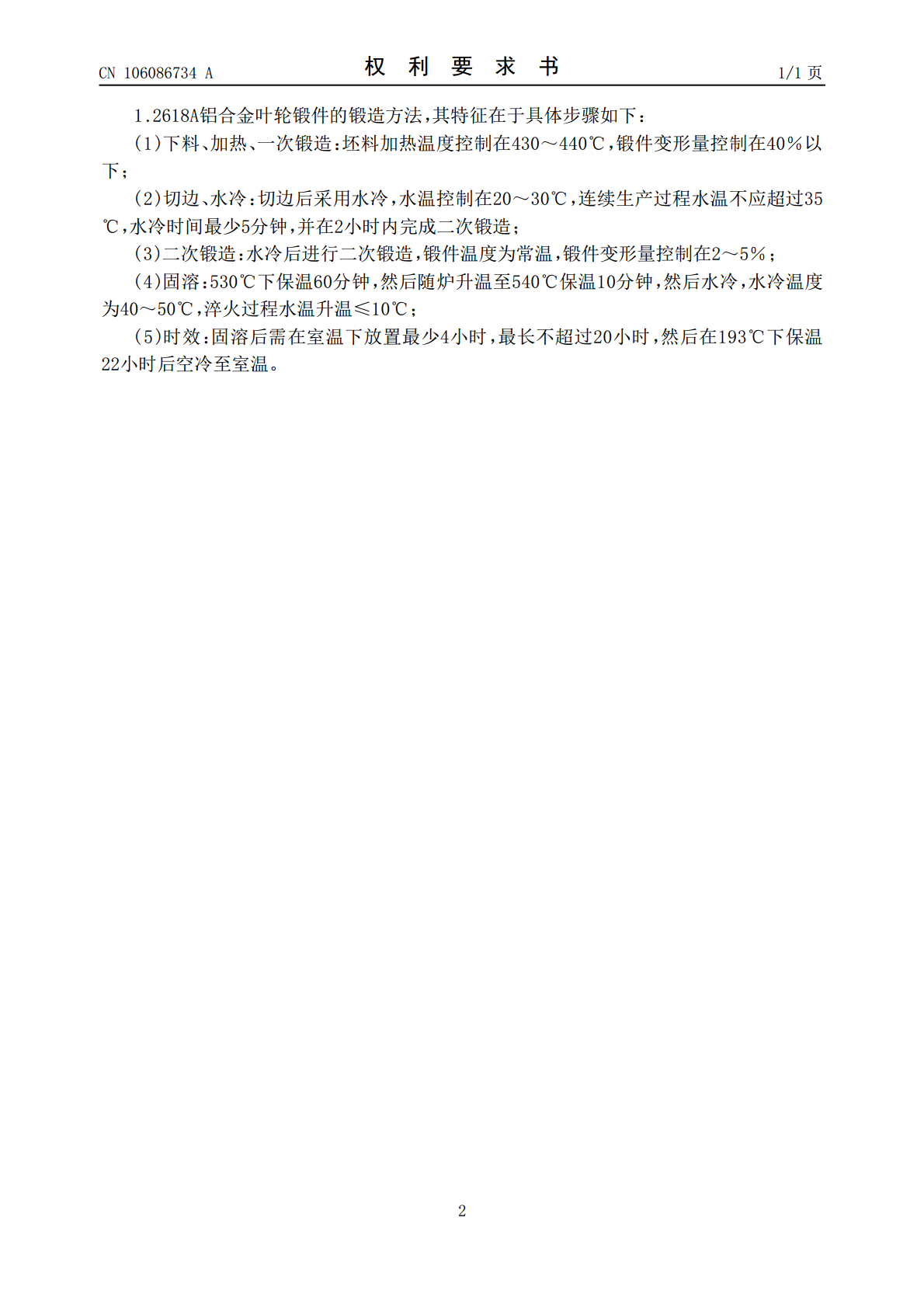
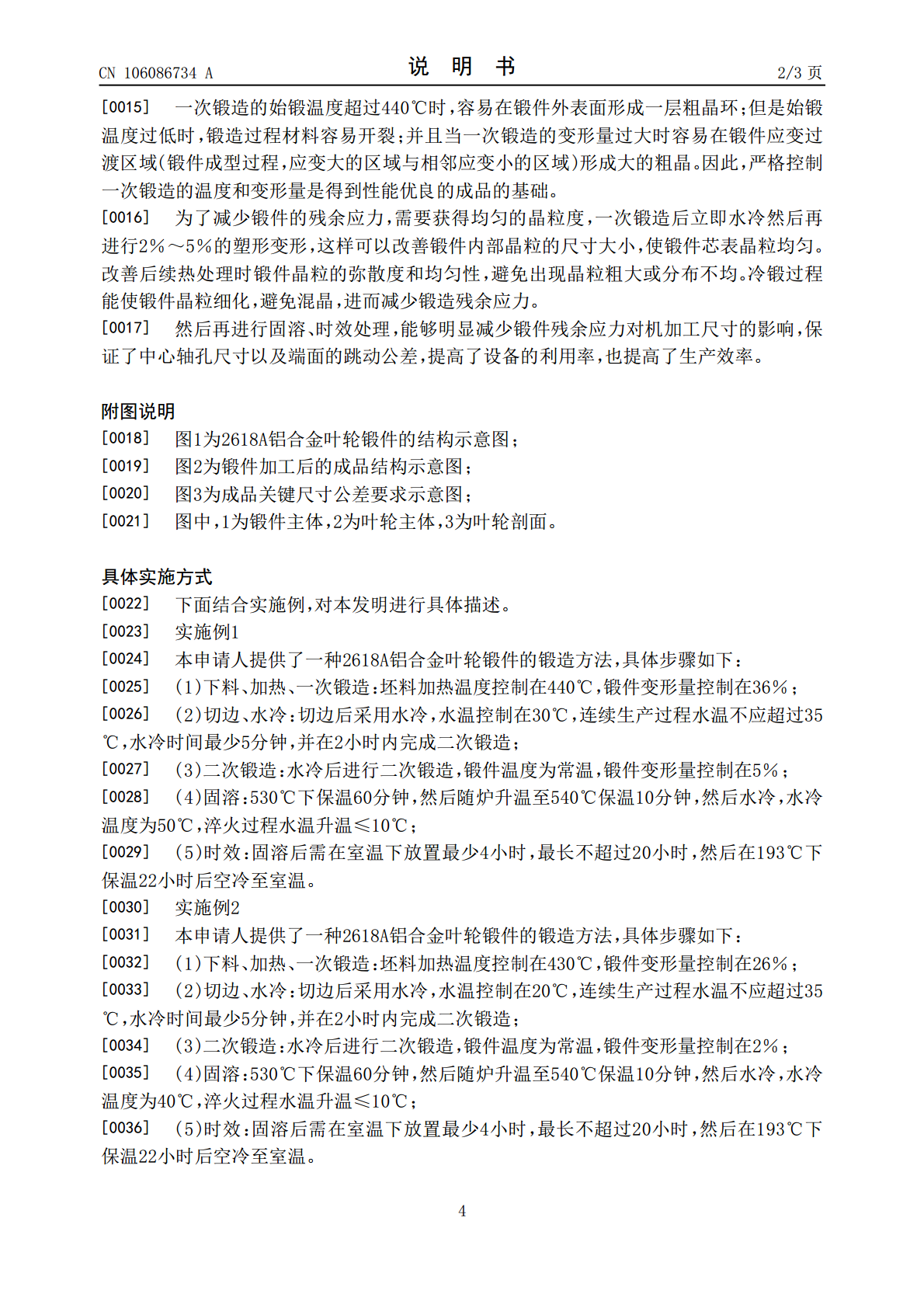
本申请人提供了一种2618A铝合金叶轮锻件的锻造方法:(1)下料、加热、一次锻造:坯料加热温度控制在430~440℃,锻件变形量控制在40%以下;(2)切边、水冷:切边后采用水冷,水温20~30℃;(3)二次锻造:水冷后进行二次锻造,锻件温度为常温,锻件变形量控制在2~5%;(4)固溶:530℃下保温60分钟,然后随炉升温至540℃保温10分钟,然后水冷,水冷温度为40~50℃,淬火过程水温升温≤10℃;(5)时效:固溶后需在室温下放置最少4小时,最长不超过20小时,然后在193℃下保温22小时后空冷至室

一种铝合金锻件的锻造方法.pdf
本发明公开了一种铝合金锻件的锻造方法,S1:下料;S2:锻前加热;S3:锻造,初锻温度为450℃,终锻温度为400℃,采用三拔三墩进行作业,将坯料锻造成薄片状,坯料锻造后的厚度大于工件厚度0.5‑1cm;S4:快速模切,利用液压冲切机在薄片状坯料上模切若干单元坯料,多余边角料送入天然气加热炉中升温并保温继续作为下一批次的锻造坯料;S5:回炉加热;S6:坯料成型;S7:冷却,坯料在旋压机上冷却至180℃以下后,将其取出旋压机后冷却至室温;S8:固溶处理;S9:机加工后进行外观检查并打标入库。

铝合金隔板模锻件锻造缺陷分析.docx
铝合金隔板模锻件锻造缺陷分析铝合金隔板模锻件锻造缺陷分析摘要:铝合金隔板模锻件是一种常见的工业零件,在机械制造、汽车等行业中广泛应用。然而,在实际生产中,隔板模锻件常常会出现一些缺陷,如裂纹、夹杂物等,这些缺陷严重影响了产品质量和性能。本文通过分析铝合金隔板模锻件的锻造缺陷及其原因,以期为实际生产提供一定的指导和改进措施。1.引言铝合金隔板模锻件具有重要的工程价值,其广泛应用于航空、汽车、船舶等行业。随着工业的快速发展,对材料的要求也越来越高。然而,在实际生产中,铝合金隔板模锻件常常会出现一些缺陷,这些缺

叉形铝合金锻件锻造工艺研究.docx
叉形铝合金锻件锻造工艺研究叉形铝合金锻件锻造工艺研究摘要:铝合金锻件在汽车、航空航天和工程机械等领域中得到了广泛应用。本论文以叉形铝合金锻件为研究对象,通过对工艺参数和工艺方法的分析与比较,探讨了叉形铝合金锻件的锻造工艺,以期为提高铝合金锻件的质量和生产效率提供参考。关键词:叉形铝合金锻件、锻造工艺、工艺参数、工艺方法、质量、生产效率1.引言铝合金具有密度低、强度高、可塑性和可焊接性好等优点,因而广泛应用于各个领域的制造业。其中铝合金锻件以其具有高强度和优异的抗腐蚀性能,在汽车、航空航天和工程机械等领域得
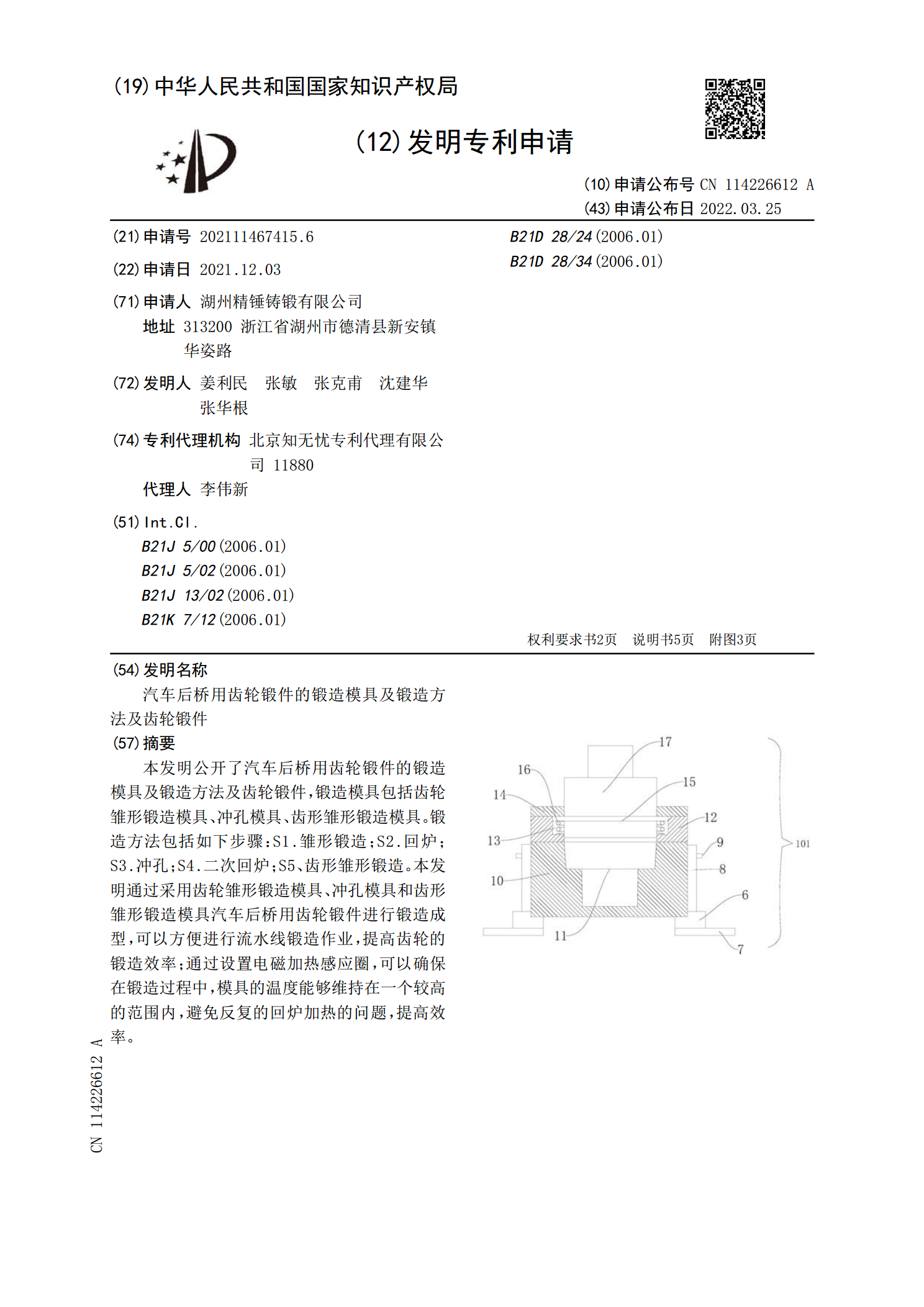
汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件.pdf
本发明公开了汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件,锻造模具包括齿轮雏形锻造模具、冲孔模具、齿形雏形锻造模具。锻造方法包括如下步骤:S1.雏形锻造;S2.回炉;S3.冲孔;S4.二次回炉;S5、齿形雏形锻造。本发明通过采用齿轮雏形锻造模具、冲孔模具和齿形雏形锻造模具汽车后桥用齿轮锻件进行锻造成型,可以方便进行流水线锻造作业,提高齿轮的锻造效率;通过设置电磁加热感应圈,可以确保在锻造过程中,模具的温度能够维持在一个较高的范围内,避免反复的回炉加热的问题,提高效率。