
一种铝合金锻件的锻造方法.pdf

是你****嘉嘉

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金锻件的锻造方法.pdf
本发明公开了一种铝合金锻件的锻造方法,S1:下料;S2:锻前加热;S3:锻造,初锻温度为450℃,终锻温度为400℃,采用三拔三墩进行作业,将坯料锻造成薄片状,坯料锻造后的厚度大于工件厚度0.5‑1cm;S4:快速模切,利用液压冲切机在薄片状坯料上模切若干单元坯料,多余边角料送入天然气加热炉中升温并保温继续作为下一批次的锻造坯料;S5:回炉加热;S6:坯料成型;S7:冷却,坯料在旋压机上冷却至180℃以下后,将其取出旋压机后冷却至室温;S8:固溶处理;S9:机加工后进行外观检查并打标入库。

2618A铝合金叶轮锻件的锻造方法.pdf
本申请人提供了一种2618A铝合金叶轮锻件的锻造方法:(1)下料、加热、一次锻造:坯料加热温度控制在430~440℃,锻件变形量控制在40%以下;(2)切边、水冷:切边后采用水冷,水温20~30℃;(3)二次锻造:水冷后进行二次锻造,锻件温度为常温,锻件变形量控制在2~5%;(4)固溶:530℃下保温60分钟,然后随炉升温至540℃保温10分钟,然后水冷,水冷温度为40~50℃,淬火过程水温升温≤10℃;(5)时效:固溶后需在室温下放置最少4小时,最长不超过20小时,然后在193℃下保温22小时后空冷至室
一种法兰锻件的锻造方法.pdf
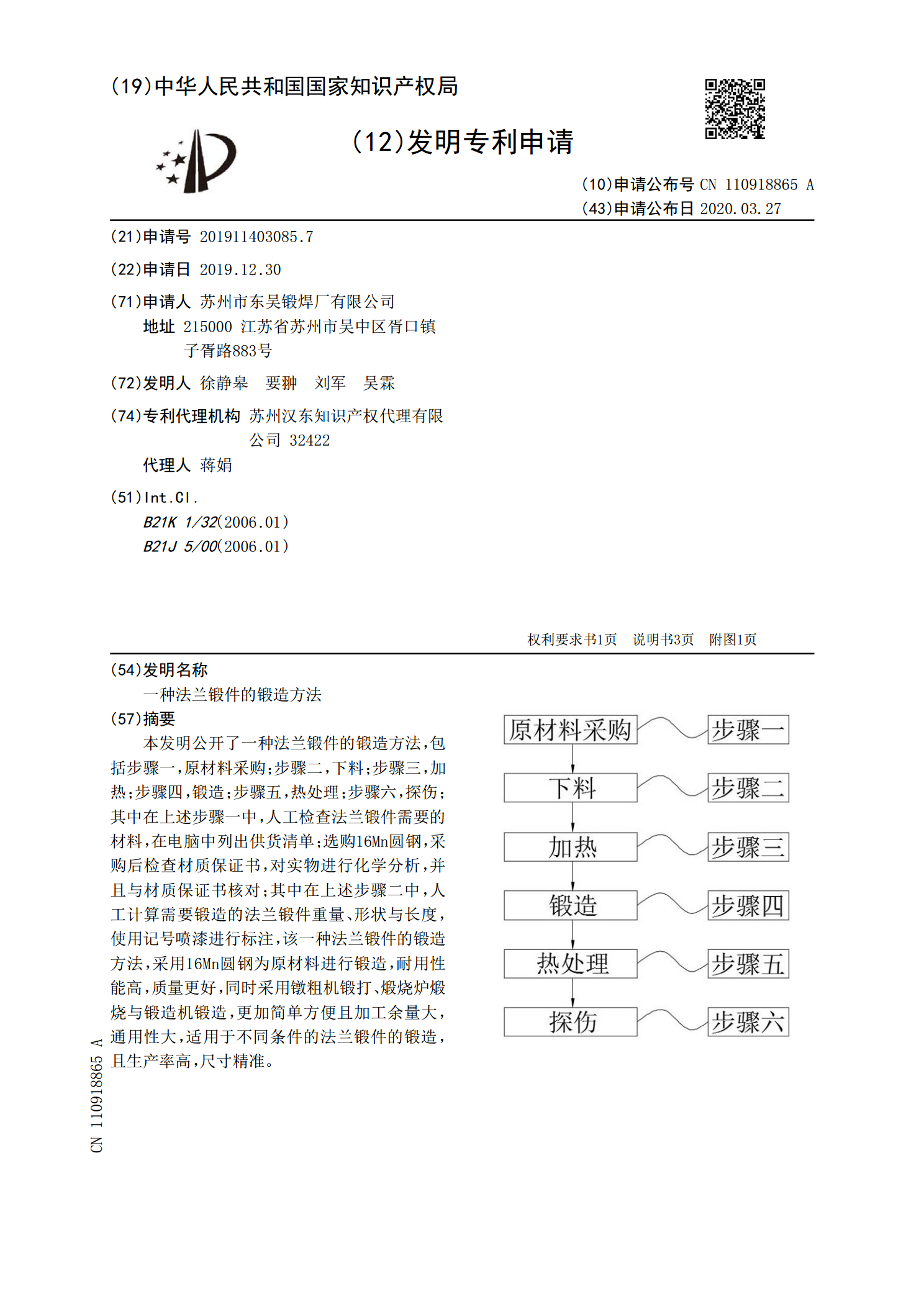
本发明公开了一种法兰锻件的锻造方法,包括步骤一,原材料采购;步骤二,下料;步骤三,加热;步骤四,锻造;步骤五,热处理;步骤六,探伤;其中在上述步骤一中,人工检查法兰锻件需要的材料,在电脑中列出供货清单;选购16Mn圆钢,采购后检查材质保证书,对实物进行化学分析,并且与材质保证书核对;其中在上述步骤二中,人工计算需要锻造的法兰锻件重量、形状与长度,使用记号喷漆进行标注,该一种法兰锻件的锻造方法,采用16Mn圆钢为原材料进行锻造,耐用性能高,质量更好,同时采用镦粗机锻打、煅烧炉煅烧与锻造机锻造,更加简单方便且
一种空心锻件的锻造方法.pdf
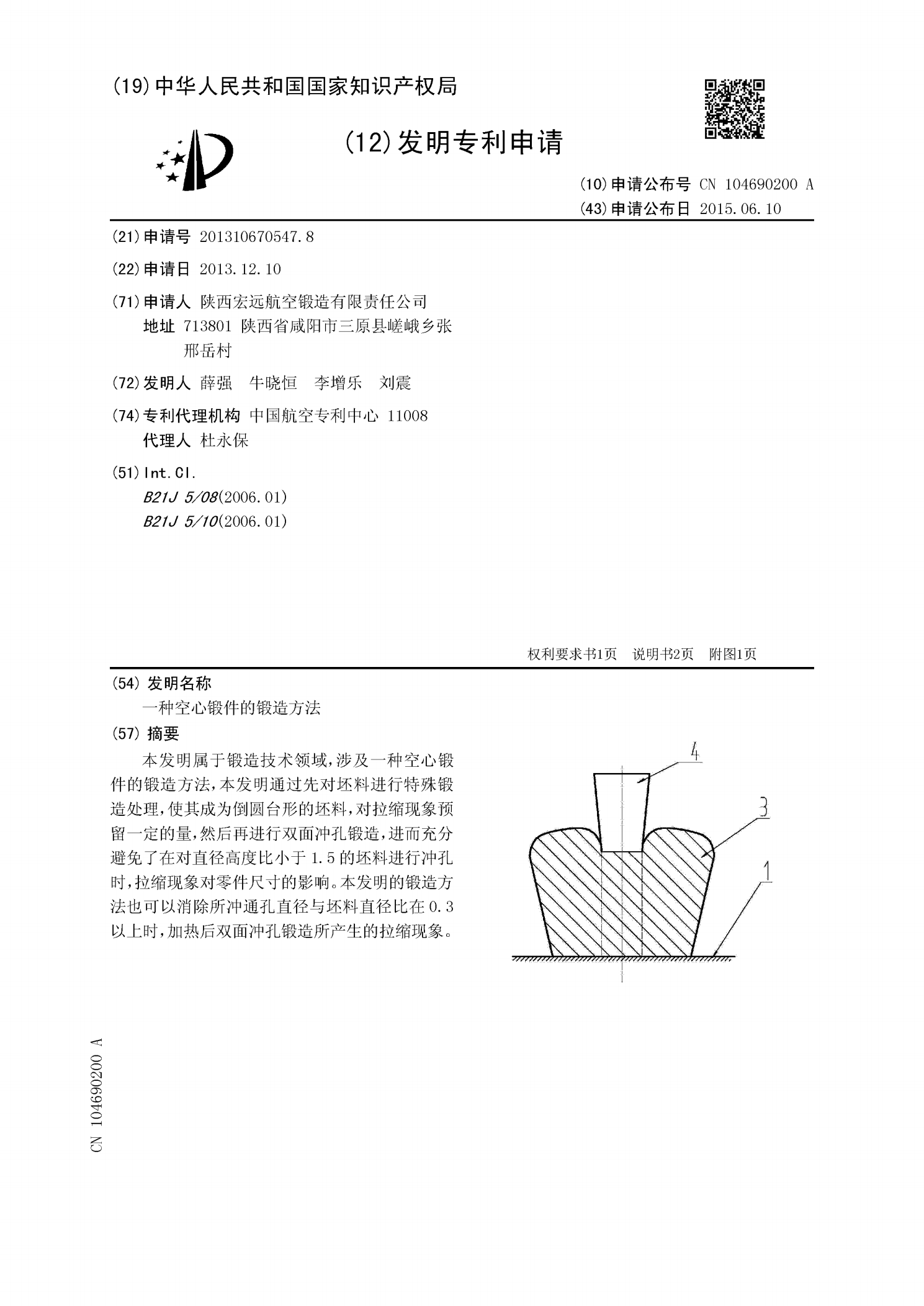
本发明属于锻造技术领域,涉及一种空心锻件的锻造方法,本发明通过先对坯料进行特殊锻造处理,使其成为倒圆台形的坯料,对拉缩现象预留一定的量,然后再进行双面冲孔锻造,进而充分避免了在对直径高度比小于1.5的坯料进行冲孔时,拉缩现象对零件尺寸的影响。本发明的锻造方法也可以消除所冲通孔直径与坯料直径比在0.3以上时,加热后双面冲孔锻造所产生的拉缩现象。

一种锻造吊钩锻件的方法.pdf
本发明涉及一种锻造吊钩锻件的方法,吊钩的锻造工艺包括下料、拔棒、弯曲、成型、热处理;下料后在自由锻上将坯料锻成锥台状;按工艺尺寸拔长棒料;将棒料置于马架上,用鹰嘴摔子进行弯曲;继续用圆头摔子对棒料进行弯曲;将弯曲后的棒料放置在模锻模具内进行模锻预成型、切除飞边;将整理后的吊钩放入加热炉加热,出炉后进行精模锻造、切除飞边,冷压成型;在自由锻锤上将吊钩钩杆摔至图纸尺寸,并按照样板修正;将锻件进行高温正火处理;本发明锻造吊钩锻件的方法,能够使吊钩锻造的难度大大降低,并且提高其外在及内在的质量,降低工人劳动强度,