
一种应用于新能源汽车驱动电机转子支架铸造工艺.pdf

一吃****仪凡

1/8

2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种应用于新能源汽车驱动电机转子支架铸造工艺.pdf
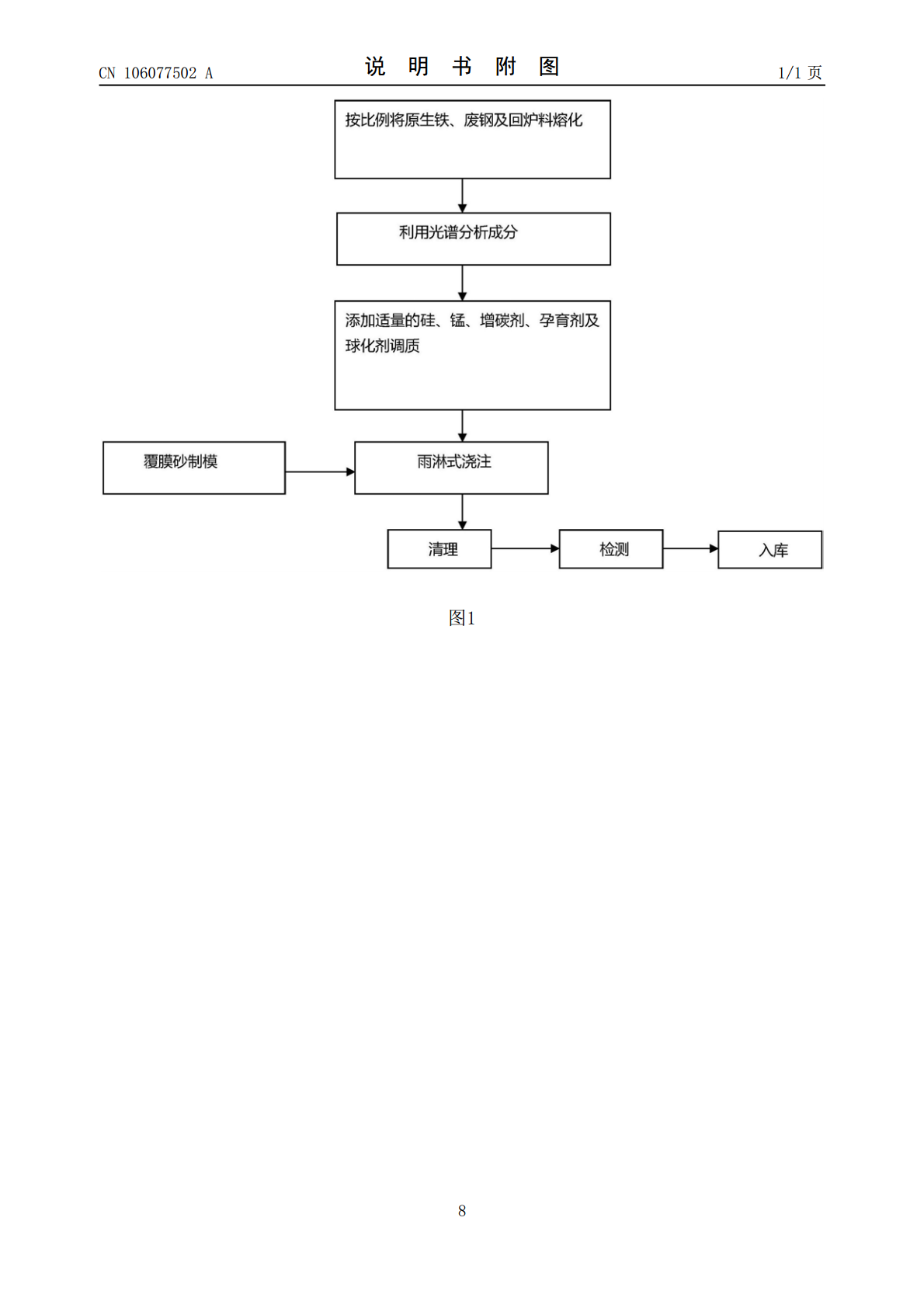
一种应用新能源汽车驱动电机转子支架的铸造工艺,该工艺利用原生铁、废钢和回炉料进行高温熔化,经过光谱分析仪进行成分分析,通过添加适量的硅元素、锰元素、增碳剂、孕育剂和球化剂进行成分调质,采用雨淋式浇注铸造工艺铸造高性能新能源汽车驱动电机转子支架。利用本工艺铸造出来的电机转子支架抗拉强度≥500Mpa,屈服强度≥320Mpa,延伸率≥7%,硬度170‑320HBS,球化率≥90%,石墨大小5‑8级,珠光体含量10%‑15%,渗碳体<3%。该铸造工艺中废钢(Q235)和回炉料占比约40%,提高废旧资源的综合利用

一种应用于新能源汽车驱动电机转子支架的铸造工艺.pdf
本发明公开了一种应用新能源汽车驱动电机转子支架的铸造工艺,该工艺利用原生铁(Q12)、废钢(Q235)和回炉料,按照原生铁(Q12)60%,废钢(Q235)20%和20%回炉料的成分比例进行高温熔化,经过光谱分析仪进行成分分析,通过添加适量的硅元素、锰元素、增碳剂、孕育剂和球化剂进行成分调质,采用雨淋式浇注铸造工艺铸造高性能新能源汽车驱动电机转子支架。利用本工艺铸造出来的电机转子支架抗拉强度≥500Mpa,屈服强度≥320Mpa,延伸率≥7%,硬度170‑320HBS,球化率≥90%,石墨大小5‑8级,珠

一种新能源驱动电机转子结构.pdf
本发明公开了一种新能源驱动电机转子结构,包括有转盘、多个磁钢、环箍、转子震动调节机构,所述转盘沿着圆周方向阵列设有若干个支撑杆,每两个所述支撑杆和所述转盘之间形成有卡槽,所述磁钢卡在所述卡槽内,所述环箍设在所述磁钢的外周缘,所述转子震动调节机构设在所述转盘与所述磁钢之间。一方面通过平衡调节块和挤压挡板的配合形成对磁钢径向方向的顶紧力,使得磁钢在转盘上的位置不容易晃动,从而减少安装不牢固带来的震动现象,另一方面通过平衡调节块和调节块安装槽的配合保证转子结构的动态平衡,从而减少转子结构由于没有动态平衡带来的震

电机转子及其铸造工艺.pdf
本发明公开了电机转子及其铸造工艺,包括电枢轴、转子铁芯、散热孔、第一引风叶轮、第一单向轴承、第二单向轴承、散热装置和第二引风叶轮,电枢轴的外侧固定有转子铁芯,转子铁芯的对应两侧均开设有散热孔,第一引风叶轮通过第一单向轴承套设在电枢轴的外侧,第二引风叶轮通过第二单向轴承套设在电枢轴的外侧,且第一引风叶轮和第二引风叶轮位于转子铁芯的同一侧,电枢轴的外侧靠近转子铁芯的另一侧安装有散热装置,本发明通过设置热管能够快速的将来自转子铁芯的热量传导走,避免转子铁芯局部过热,散热装置的设置,能够适用于正反转的转子,通过第

一种用于新能源汽车电机转子平衡机的驱动装置.pdf
本申请公开了一种用于新能源汽车电机转子平衡机的驱动装置,包括基座、对称设置在基座上且能够同步相向或相背移动的两个驱动臂、固定设置在基座上的支架、用于带动转子转动的带轮组件、用于驱动带轮组件的转动驱动组件,本申请实施例中,采用上述的一种用于新能源汽车电机转子平衡机的驱动装置,皮带在转子上的包角由两部分组成,总包角较大,增大了皮带对转子摩擦力的极限值,减小了皮带在转子上打滑的可能,而且皮带对转子作用力的合力主矢为零,不会造成额外的测量误差,在驱动臂带动皮带接触转子的运动过程中,对应侧第五从动带轮和第四从动带轮