
一种加热炉烧钢温度全自动控制方法.pdf

哲妍****彩妍

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加热炉烧钢温度全自动控制方法.pdf
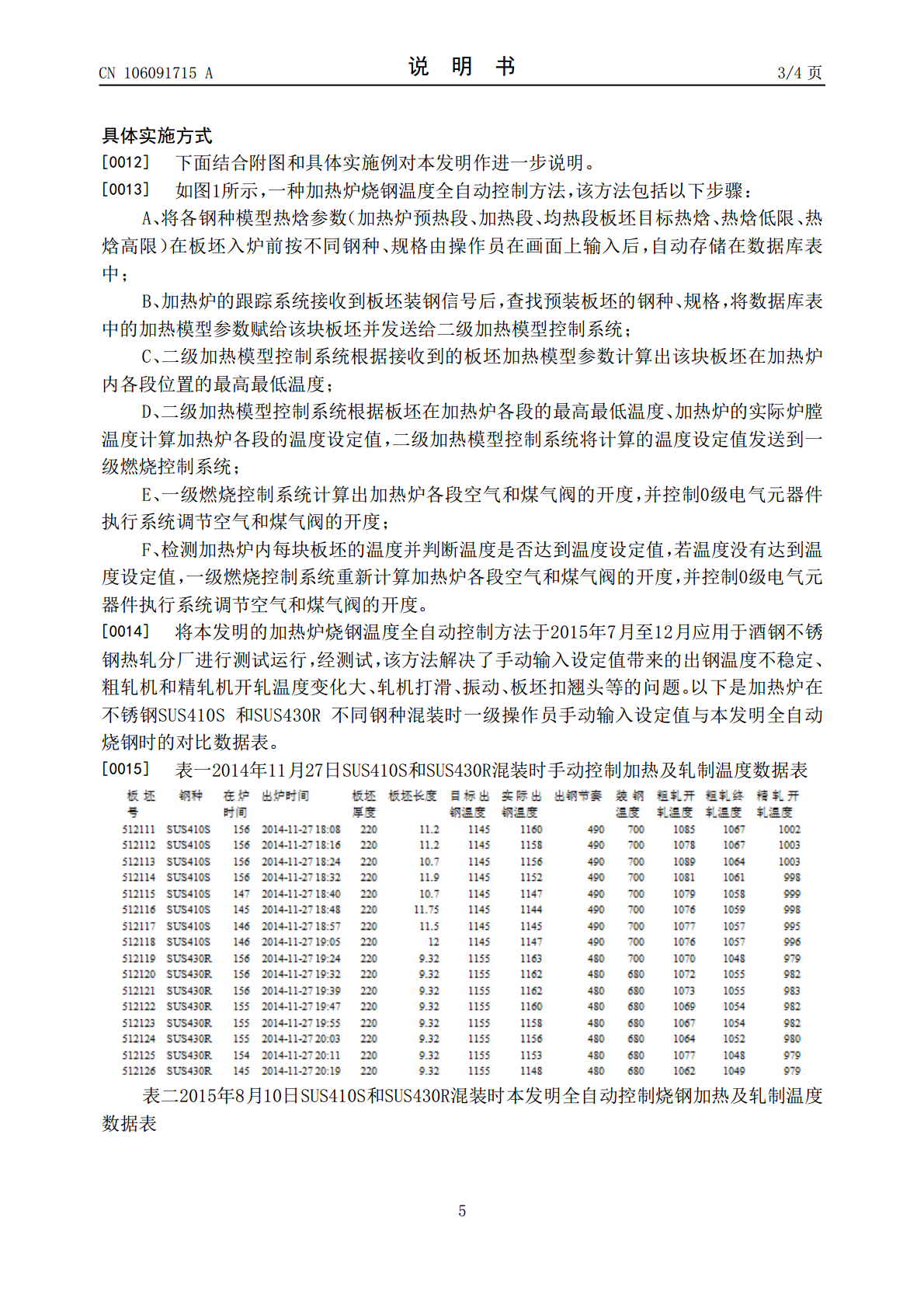
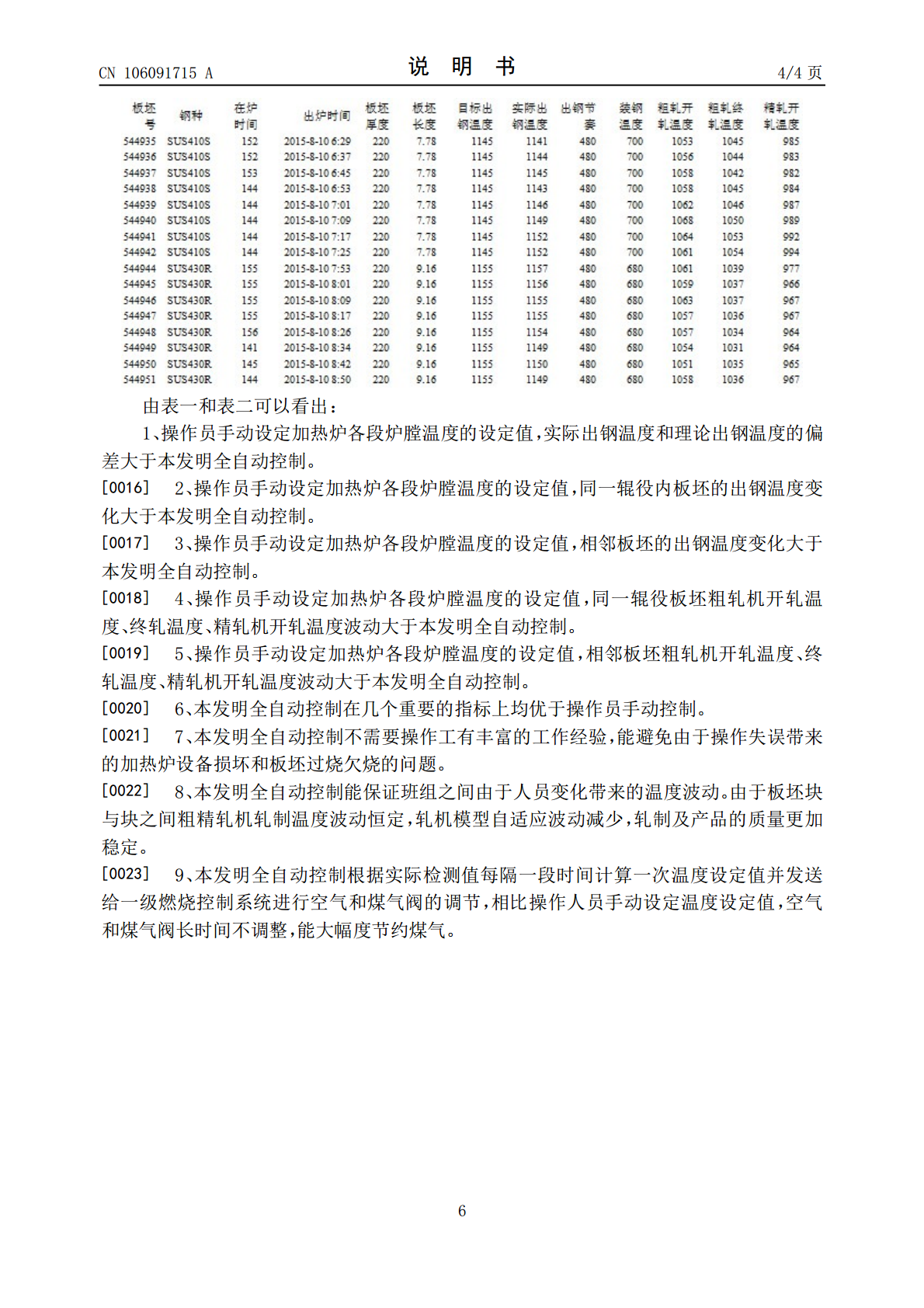
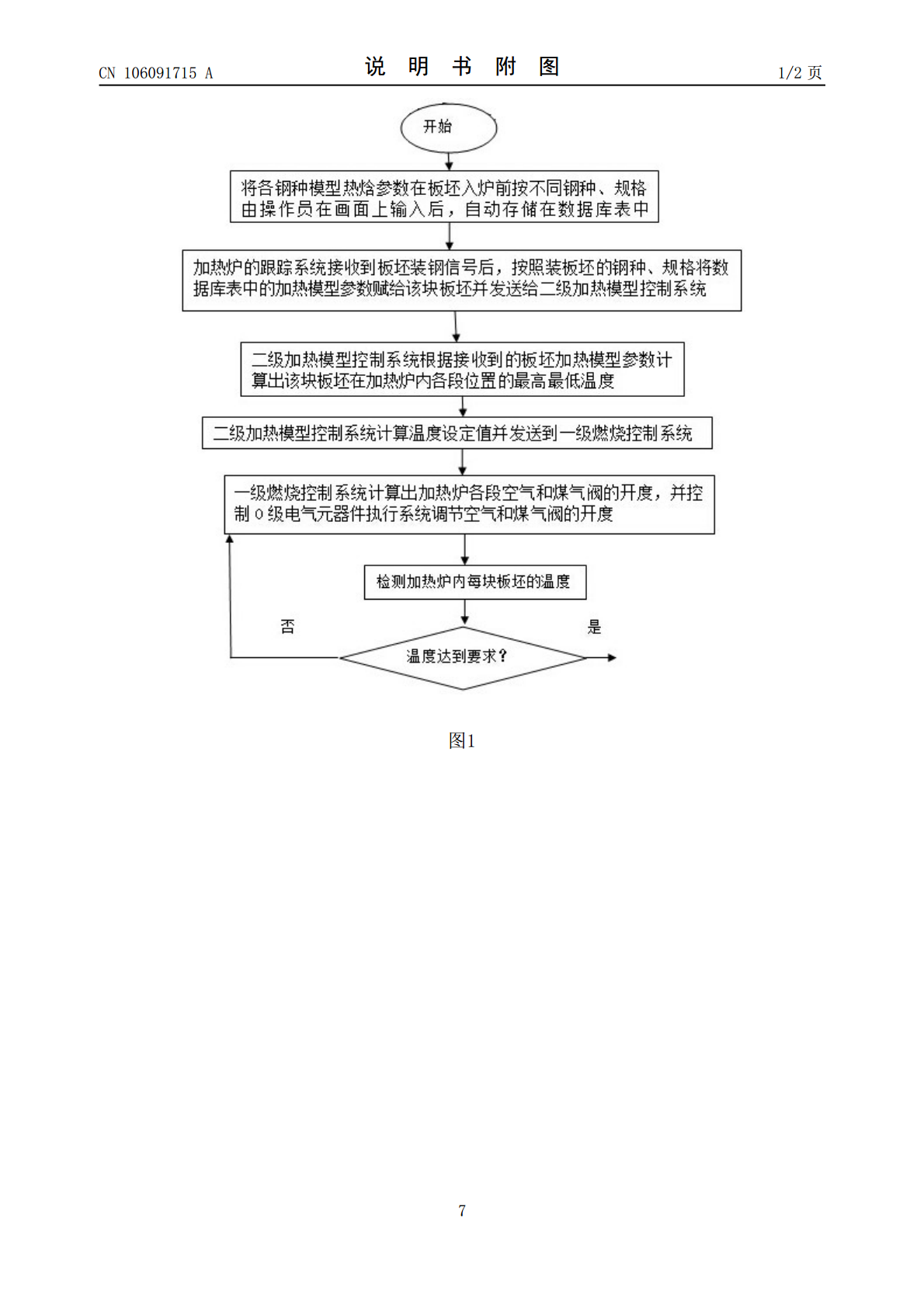
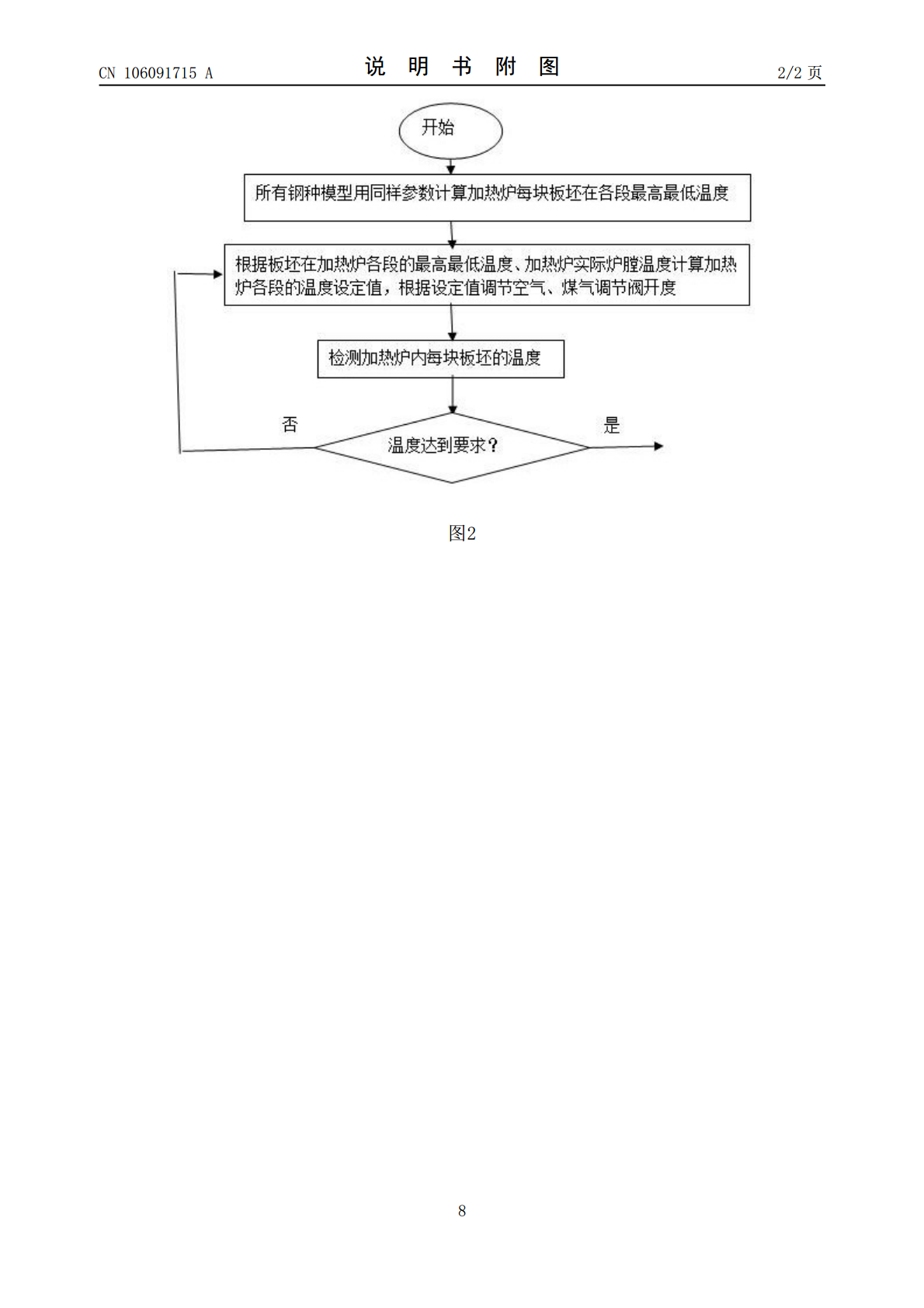
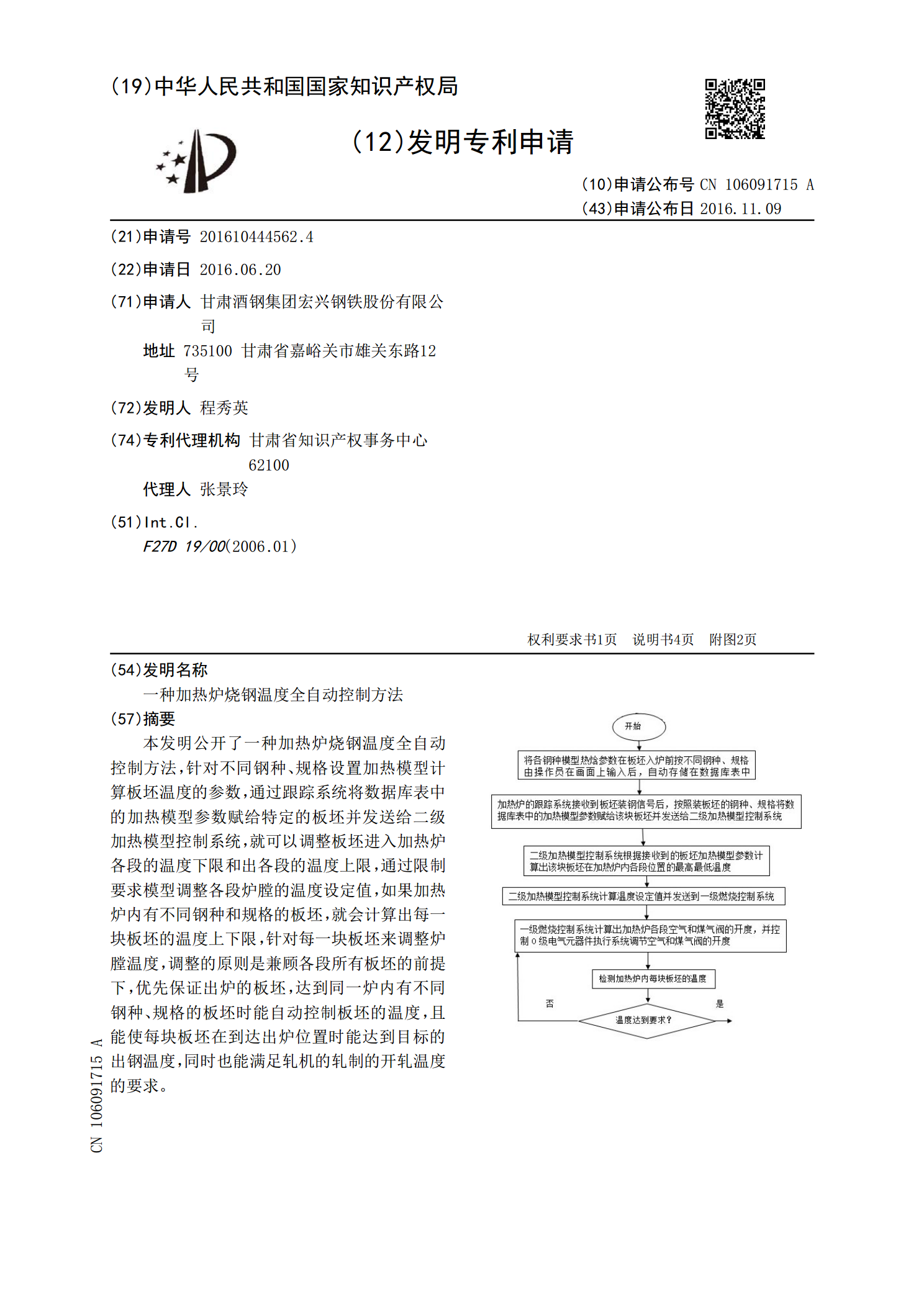
本发明公开了一种加热炉烧钢温度全自动控制方法,针对不同钢种、规格设置加热模型计算板坯温度的参数,通过跟踪系统将数据库表中的加热模型参数赋给特定的板坯并发送给二级加热模型控制系统,就可以调整板坯进入加热炉各段的温度下限和出各段的温度上限,通过限制要求模型调整各段炉膛的温度设定值,如果加热炉内有不同钢种和规格的板坯,就会计算出每一块板坯的温度上下限,针对每一块板坯来调整炉膛温度,调整的原则是兼顾各段所有板坯的前提下,优先保证出炉的板坯,达到同一炉内有不同钢种、规格的板坯时能自动控制板坯的温度,且能使每块板坯在
一种加热炉温度控制方法.pdf
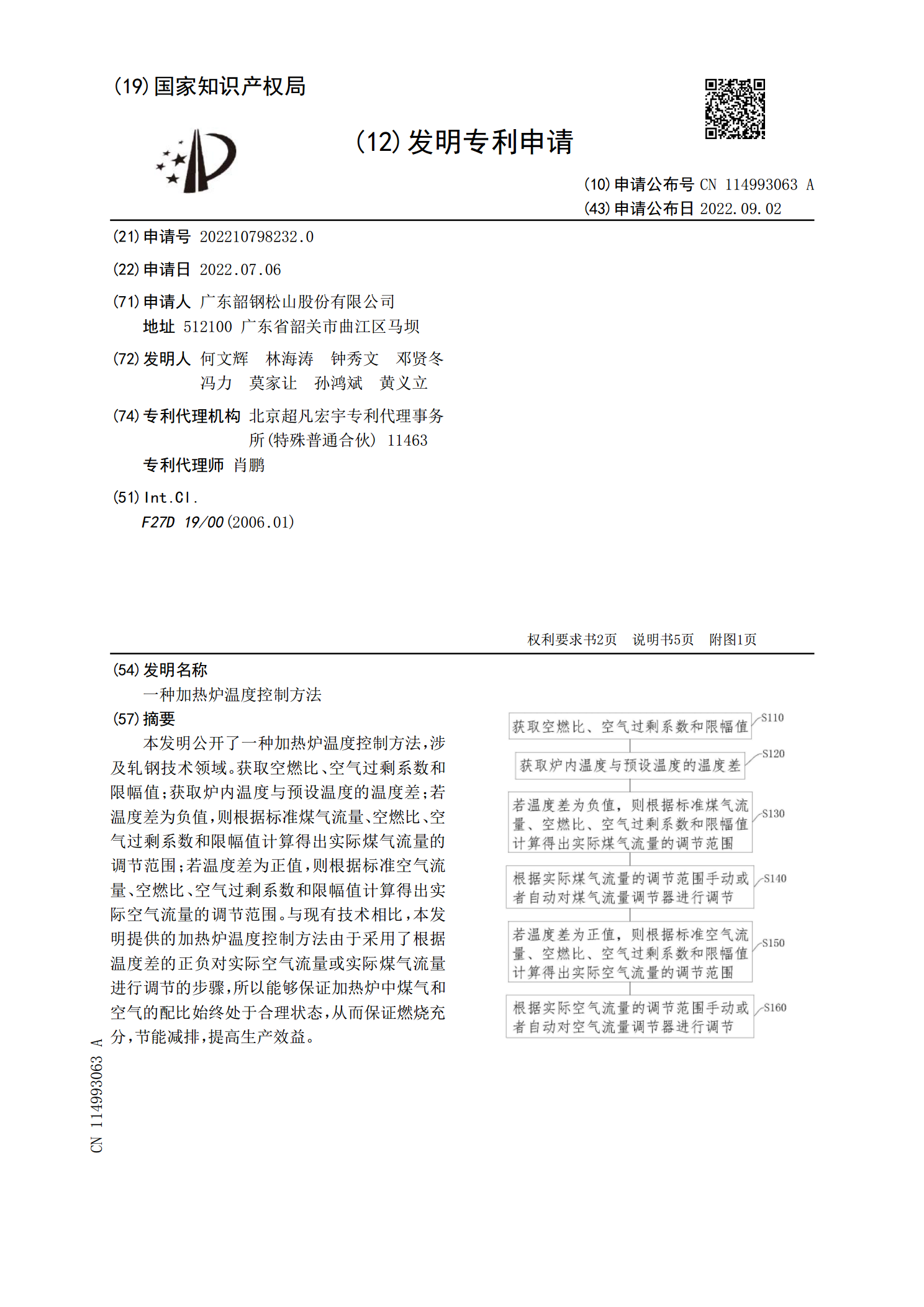
本发明公开了一种加热炉温度控制方法,涉及轧钢技术领域。获取空燃比、空气过剩系数和限幅值;获取炉内温度与预设温度的温度差;若温度差为负值,则根据标准煤气流量、空燃比、空气过剩系数和限幅值计算得出实际煤气流量的调节范围;若温度差为正值,则根据标准空气流量、空燃比、空气过剩系数和限幅值计算得出实际空气流量的调节范围。与现有技术相比,本发明提供的加热炉温度控制方法由于采用了根据温度差的正负对实际空气流量或实际煤气流量进行调节的步骤,所以能够保证加热炉中煤气和空气的配比始终处于合理状态,从而保证燃烧充分,节能减排,
一种棒线材加热炉出钢温度控制系统及其运行方法.pdf
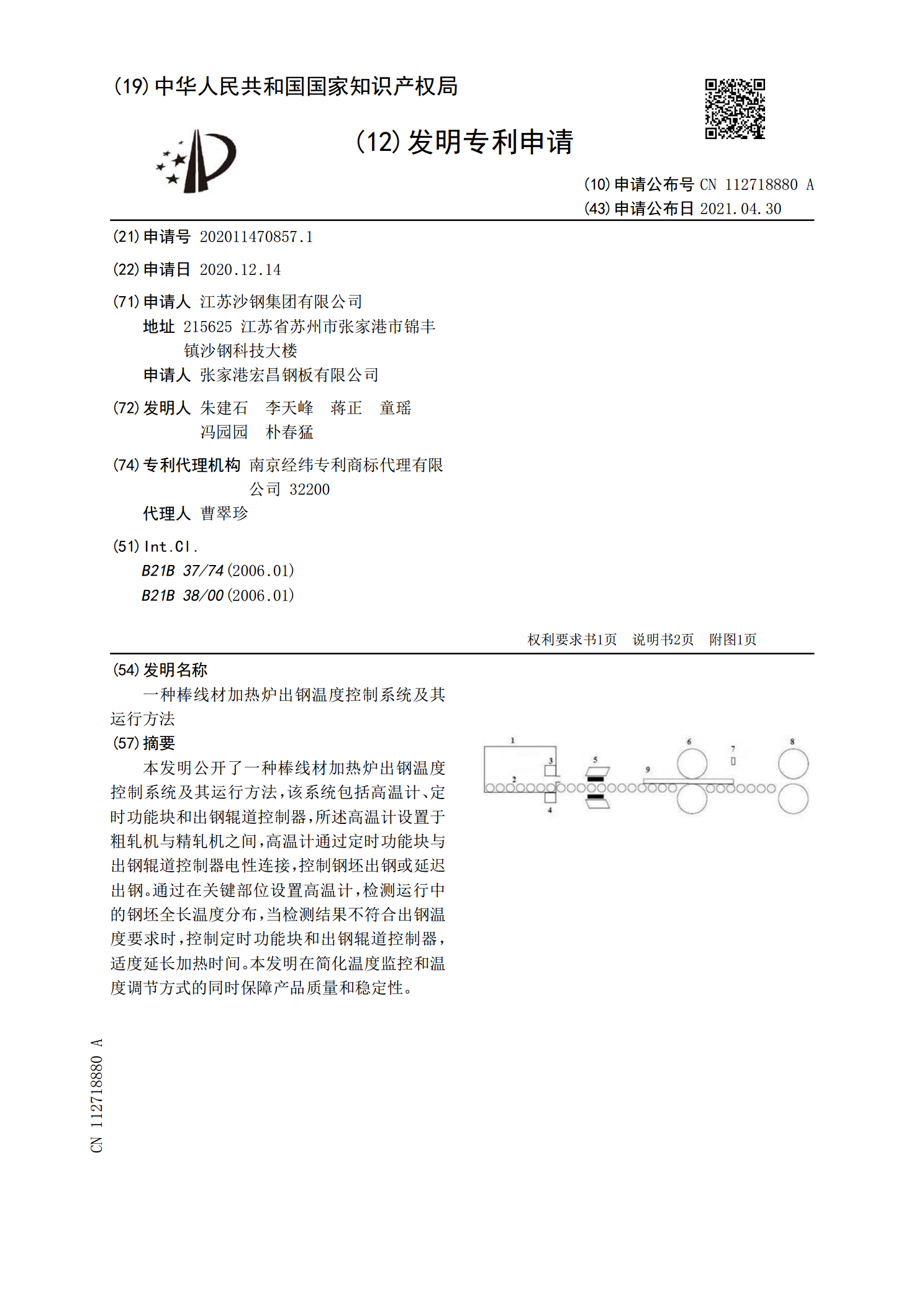
本发明公开了一种棒线材加热炉出钢温度控制系统及其运行方法,该系统包括高温计、定时功能块和出钢辊道控制器,所述高温计设置于粗轧机与精轧机之间,高温计通过定时功能块与出钢辊道控制器电性连接,控制钢坯出钢或延迟出钢。通过在关键部位设置高温计,检测运行中的钢坯全长温度分布,当检测结果不符合出钢温度要求时,控制定时功能块和出钢辊道控制器,适度延长加热时间。本发明在简化温度监控和温度调节方式的同时保障产品质量和稳定性。
一种加热炉的温度控制方法.pdf
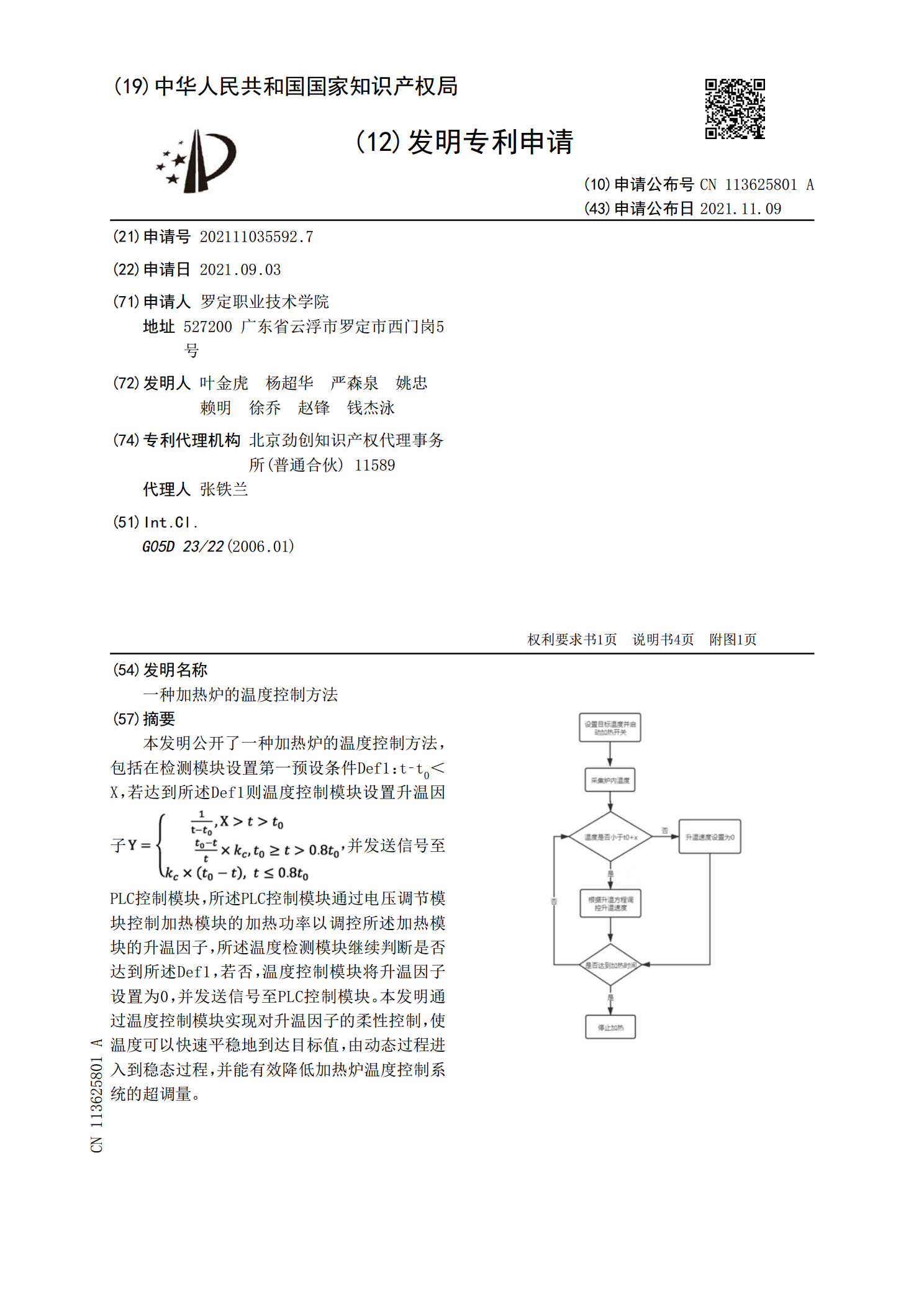
本发明公开了一种加热炉的温度控制方法,包括在检测模块设置第一预设条件Def1:t‑t
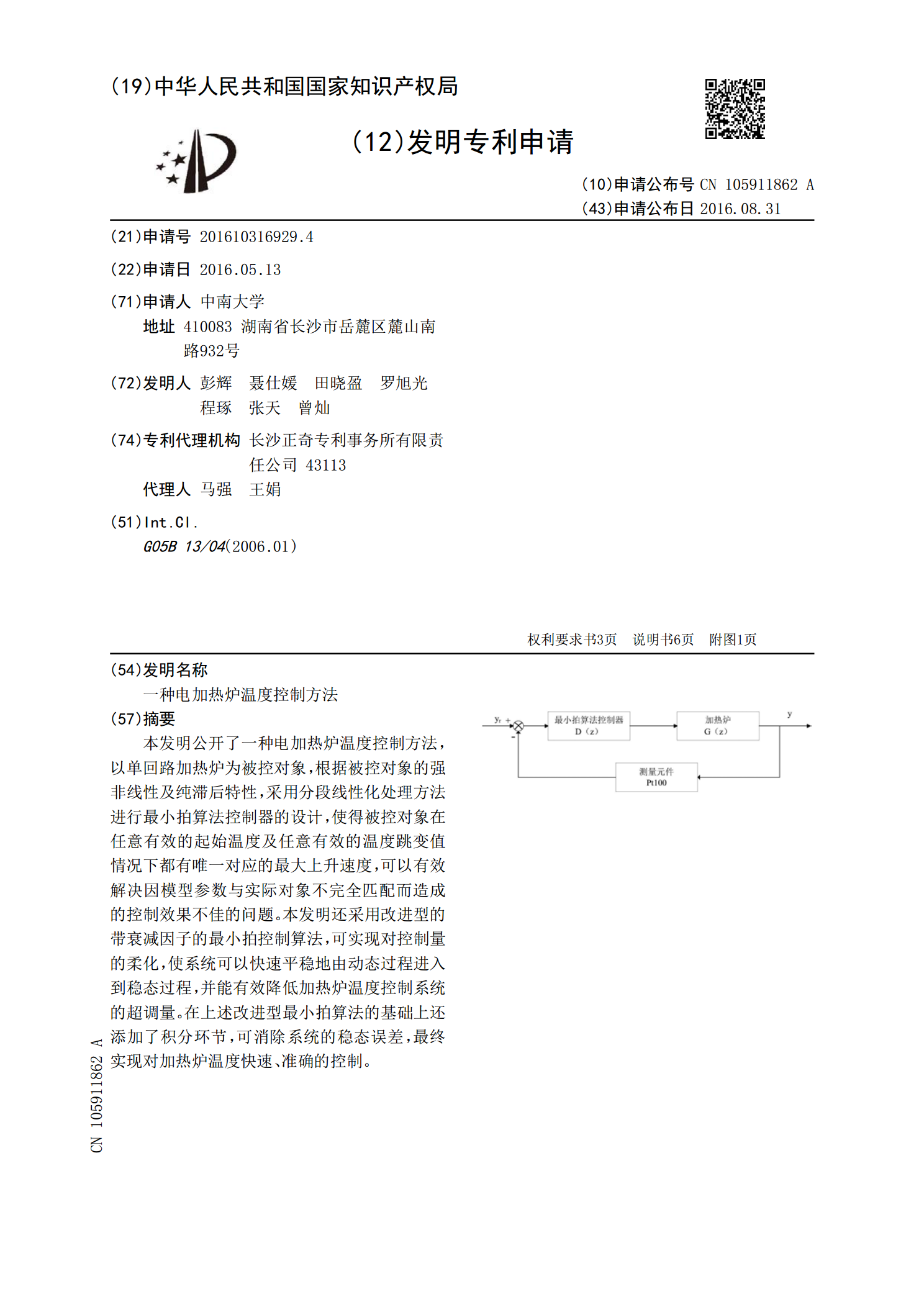
一种电加热炉温度控制方法.pdf
本发明公开了一种电加热炉温度控制方法,以单回路加热炉为被控对象,根据被控对象的强非线性及纯滞后特性,采用分段线性化处理方法进行最小拍算法控制器的设计,使得被控对象在任意有效的起始温度及任意有效的温度跳变值情况下都有唯一对应的最大上升速度,可以有效解决因模型参数与实际对象不完全匹配而造成的控制效果不佳的问题。本发明还采用改进型的带衰减因子的最小拍控制算法,可实现对控制量的柔化,使系统可以快速平稳地由动态过程进入到稳态过程,并能有效降低加热炉温度控制系统的超调量。在上述改进型最小拍算法的基础上还添加了积分环节