
一种棒线材加热炉出钢温度控制系统及其运行方法.pdf

努力****爱静

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种棒线材加热炉出钢温度控制系统及其运行方法.pdf
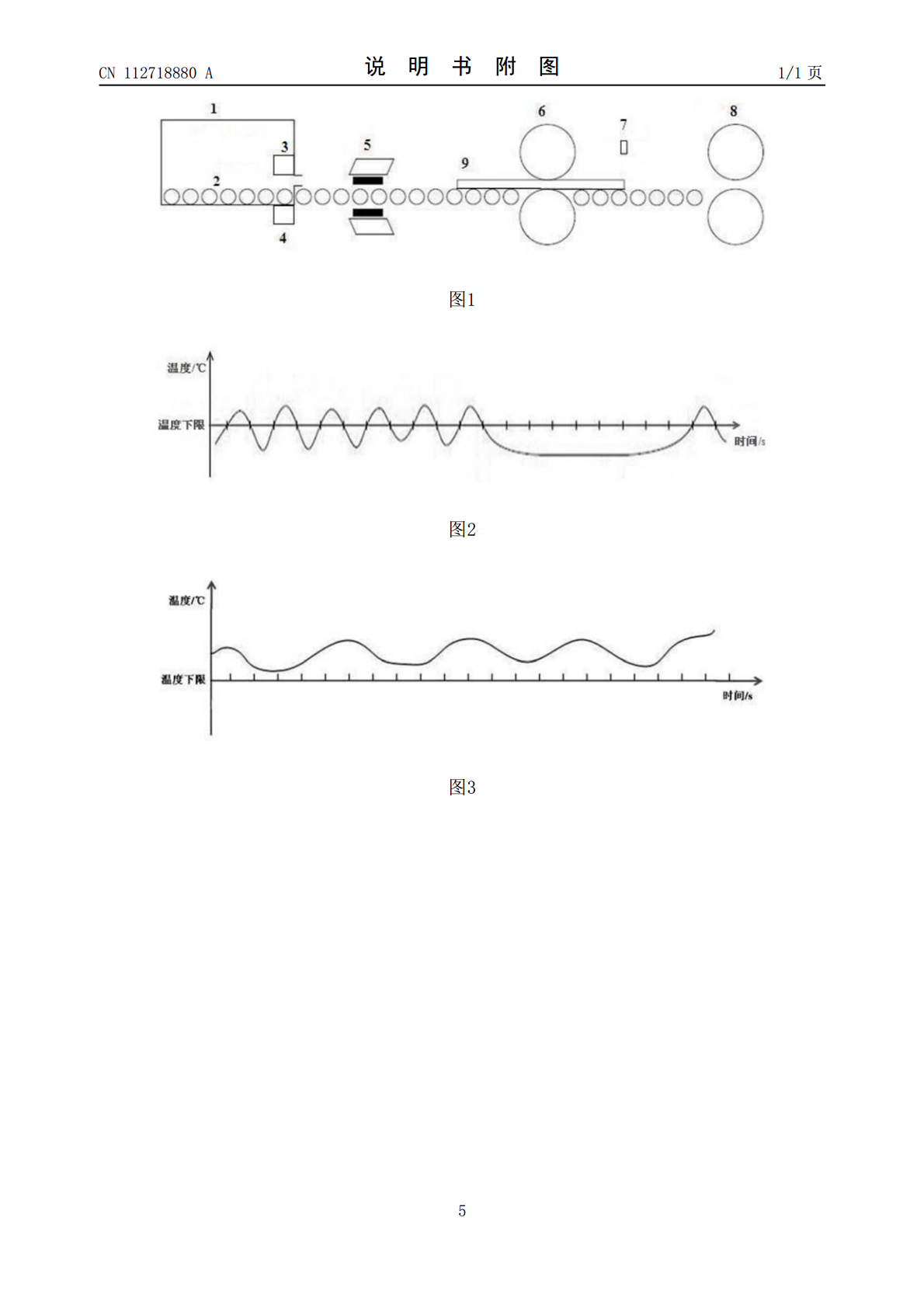
本发明公开了一种棒线材加热炉出钢温度控制系统及其运行方法,该系统包括高温计、定时功能块和出钢辊道控制器,所述高温计设置于粗轧机与精轧机之间,高温计通过定时功能块与出钢辊道控制器电性连接,控制钢坯出钢或延迟出钢。通过在关键部位设置高温计,检测运行中的钢坯全长温度分布,当检测结果不符合出钢温度要求时,控制定时功能块和出钢辊道控制器,适度延长加热时间。本发明在简化温度监控和温度调节方式的同时保障产品质量和稳定性。
一种步进梁式加热炉自动出钢控制系统及其控制方法.pdf
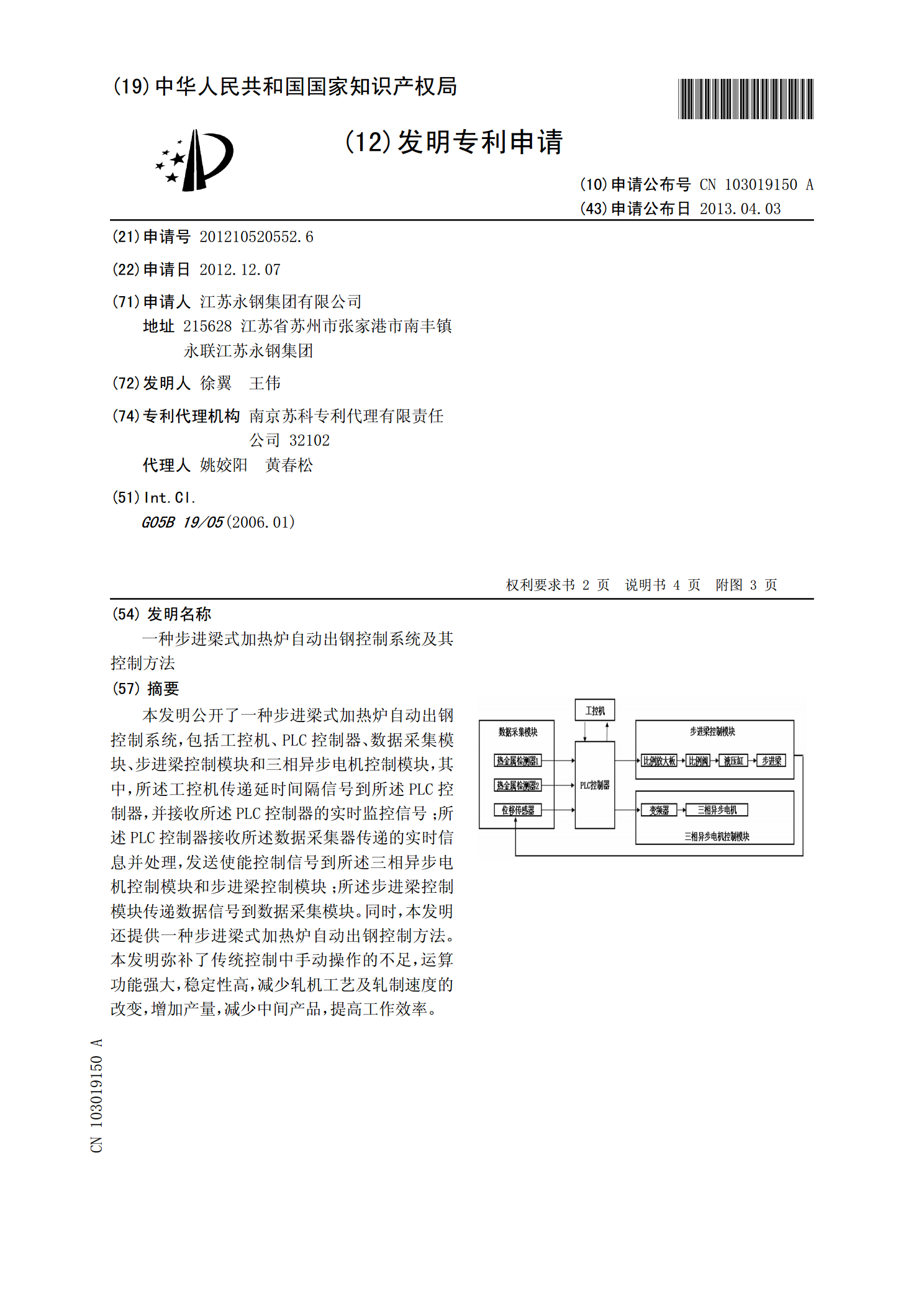
本发明公开了一种步进梁式加热炉自动出钢控制系统,包括工控机、PLC控制器、数据采集模块、步进梁控制模块和三相异步电机控制模块,其中,所述工控机传递延时间隔信号到所述PLC控制器,并接收所述PLC控制器的实时监控信号;所述PLC控制器接收所述数据采集器传递的实时信息并处理,发送使能控制信号到所述三相异步电机控制模块和步进梁控制模块;所述步进梁控制模块传递数据信号到数据采集模块。同时,本发明还提供一种步进梁式加热炉自动出钢控制方法。本发明弥补了传统控制中手动操作的不足,运算功能强大,稳定性高,减少轧机工艺及轧
一种加热炉出钢控制系统、装置以及方法.pdf
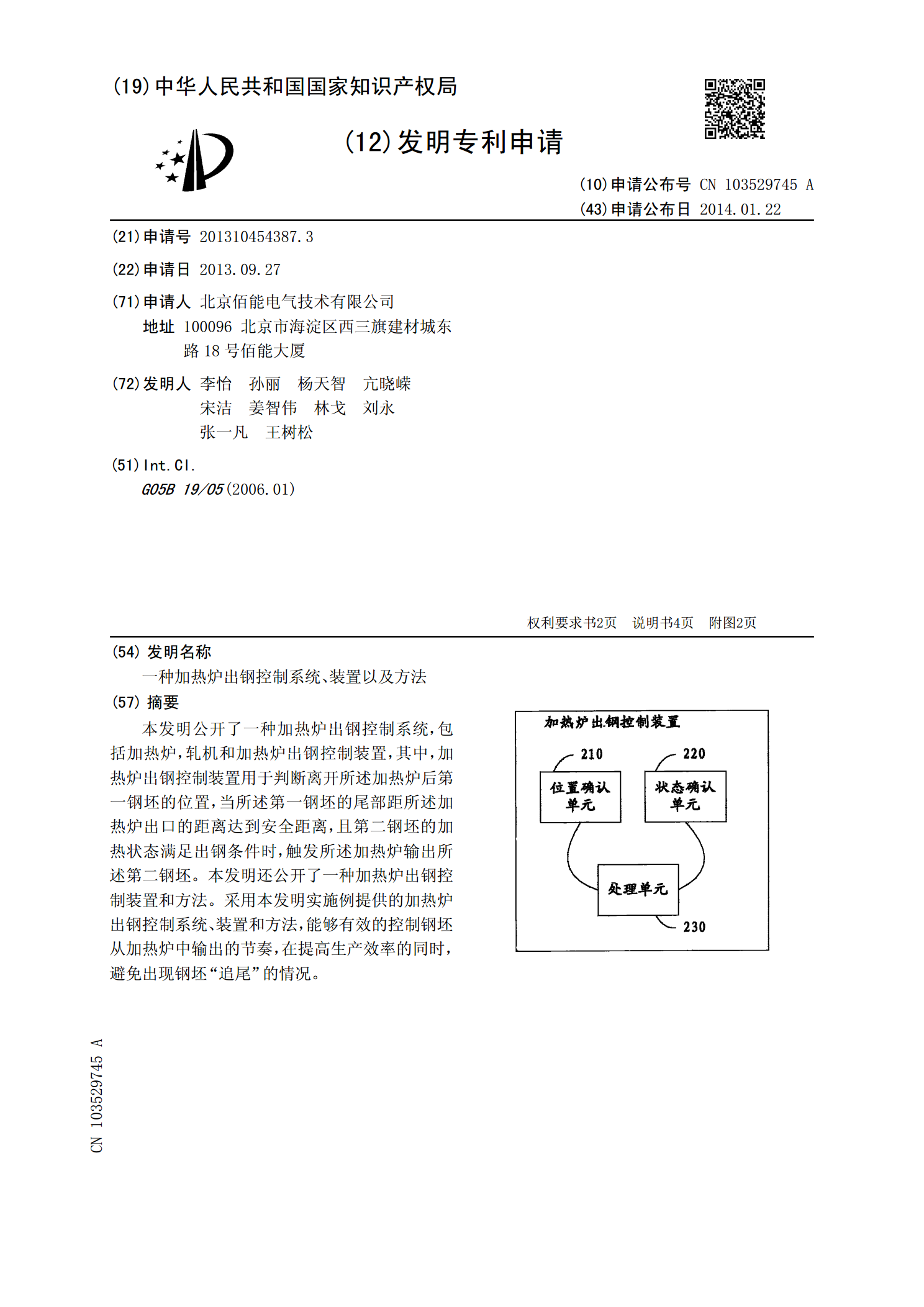
本发明公开了一种加热炉出钢控制系统,包括加热炉,轧机和加热炉出钢控制装置,其中,加热炉出钢控制装置用于判断离开所述加热炉后第一钢坯的位置,当所述第一钢坯的尾部距所述加热炉出口的距离达到安全距离,且第二钢坯的加热状态满足出钢条件时,触发所述加热炉输出所述第二钢坯。本发明还公开了一种加热炉出钢控制装置和方法。采用本发明实施例提供的加热炉出钢控制系统、装置和方法,能够有效的控制钢坯从加热炉中输出的节奏,在提高生产效率的同时,避免出现钢坯“追尾”的情况。
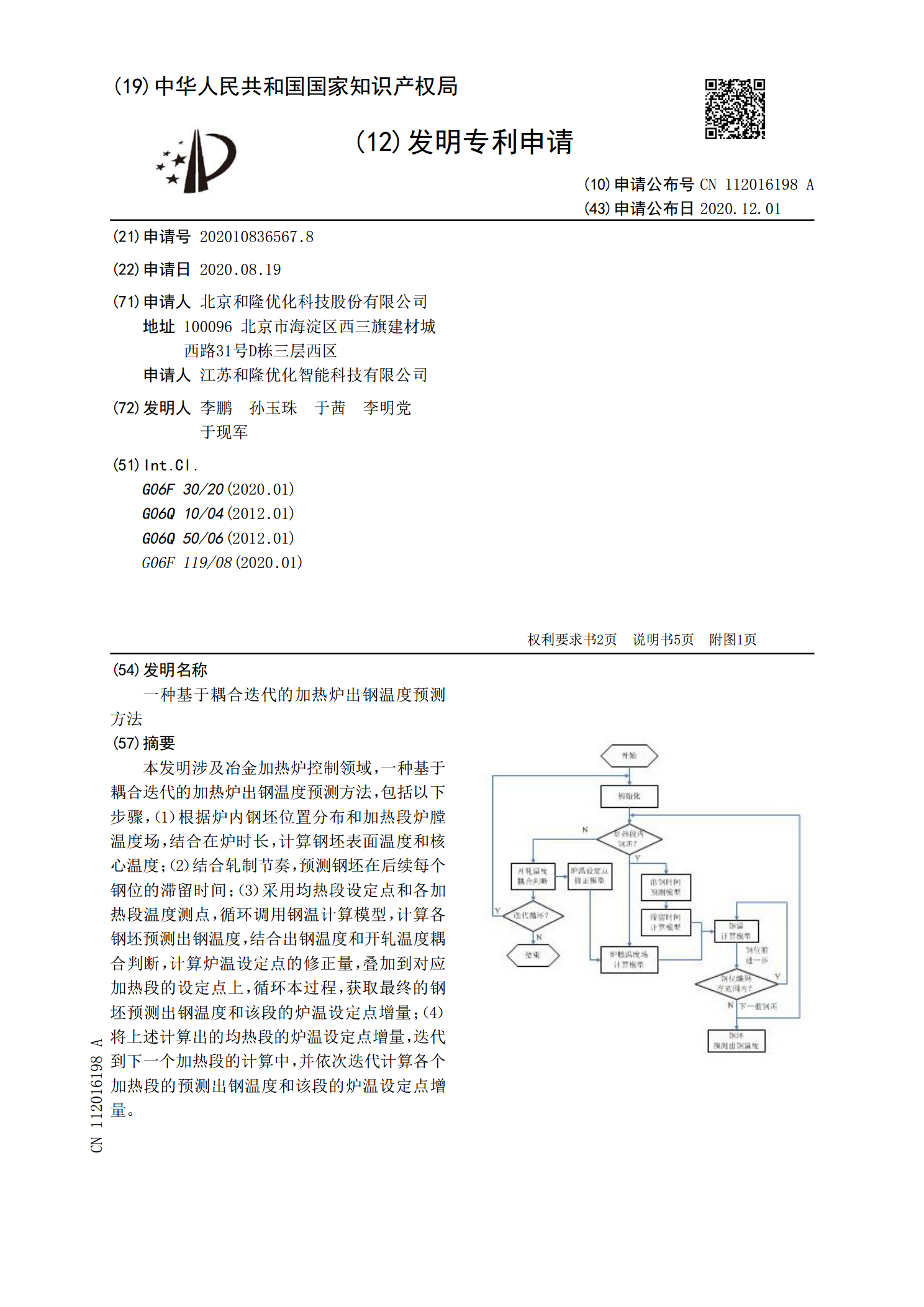
一种基于耦合迭代的加热炉出钢温度预测方法.pdf
本发明涉及冶金加热炉控制领域,一种基于耦合迭代的加热炉出钢温度预测方法,包括以下步骤,(1)根据炉内钢坯位置分布和加热段炉膛温度场,结合在炉时长,计算钢坯表面温度和核心温度;(2)结合轧制节奏,预测钢坯在后续每个钢位的滞留时间;(3)采用均热段设定点和各加热段温度测点,循环调用钢温计算模型,计算各钢坯预测出钢温度,结合出钢温度和开轧温度耦合判断,计算炉温设定点的修正量,叠加到对应加热段的设定点上,循环本过程,获取最终的钢坯预测出钢温度和该段的炉温设定点增量;(4)将上述计算出的均热段的炉温设定点增量,迭代
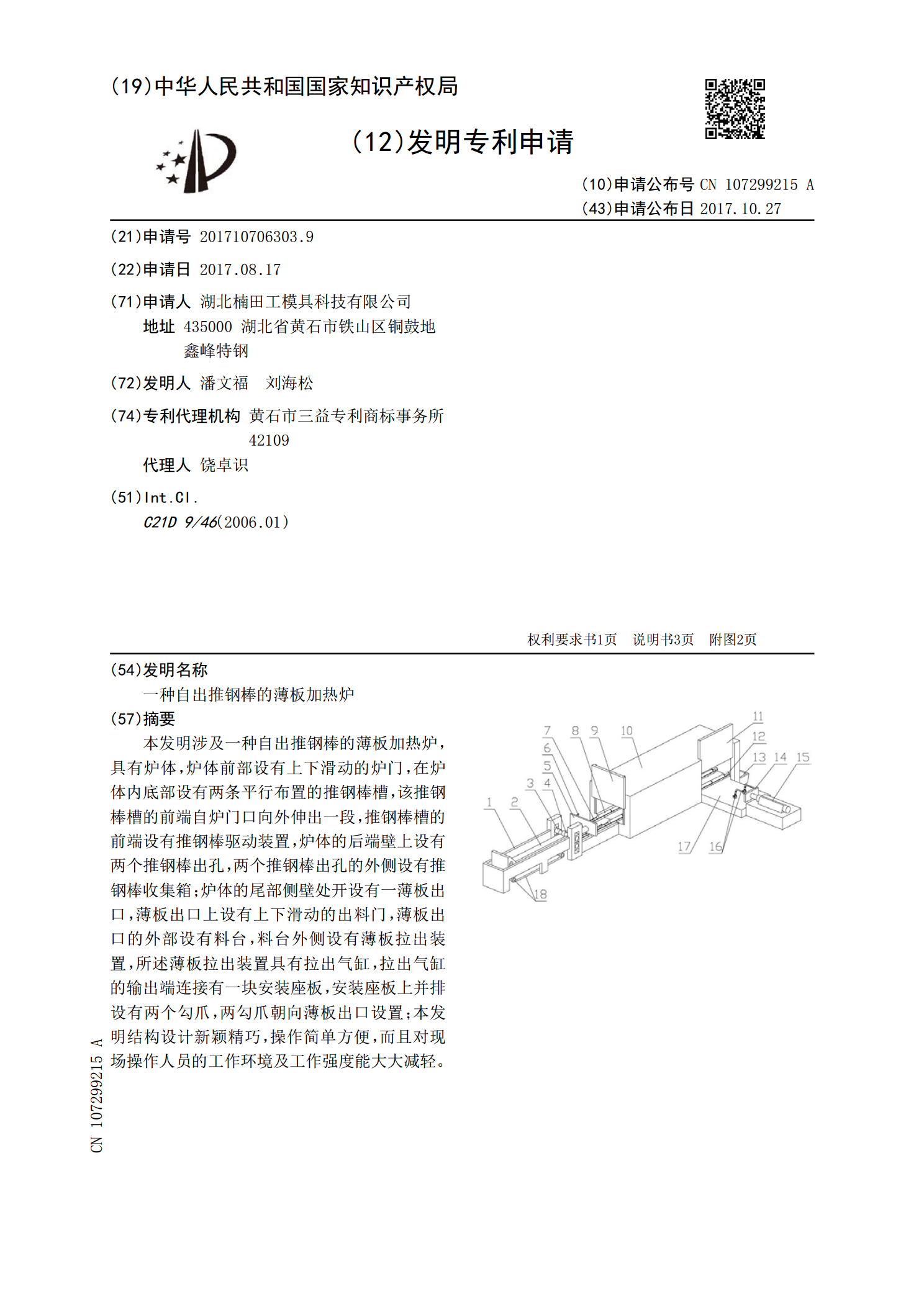
一种自出推钢棒的薄板加热炉.pdf
本发明涉及一种自出推钢棒的薄板加热炉,具有炉体,炉体前部设有上下滑动的炉门,在炉体内底部设有两条平行布置的推钢棒槽,该推钢棒槽的前端自炉门口向外伸出一段,推钢棒槽的前端设有推钢棒驱动装置,炉体的后端壁上设有两个推钢棒出孔,两个推钢棒出孔的外侧设有推钢棒收集箱;炉体的尾部侧壁处开设有一薄板出口,薄板出口上设有上下滑动的出料门,薄板出口的外部设有料台,料台外侧设有薄板拉出装置,所述薄板拉出装置具有拉出气缸,拉出气缸的输出端连接有一块安装座板,安装座板上并排设有两个勾爪,两勾爪朝向薄板出口设置;本发明结构设计新