
一种用于异种金属无针搅拌摩擦点焊的方法.pdf

秀华****魔王

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于异种金属无针搅拌摩擦点焊的方法.pdf
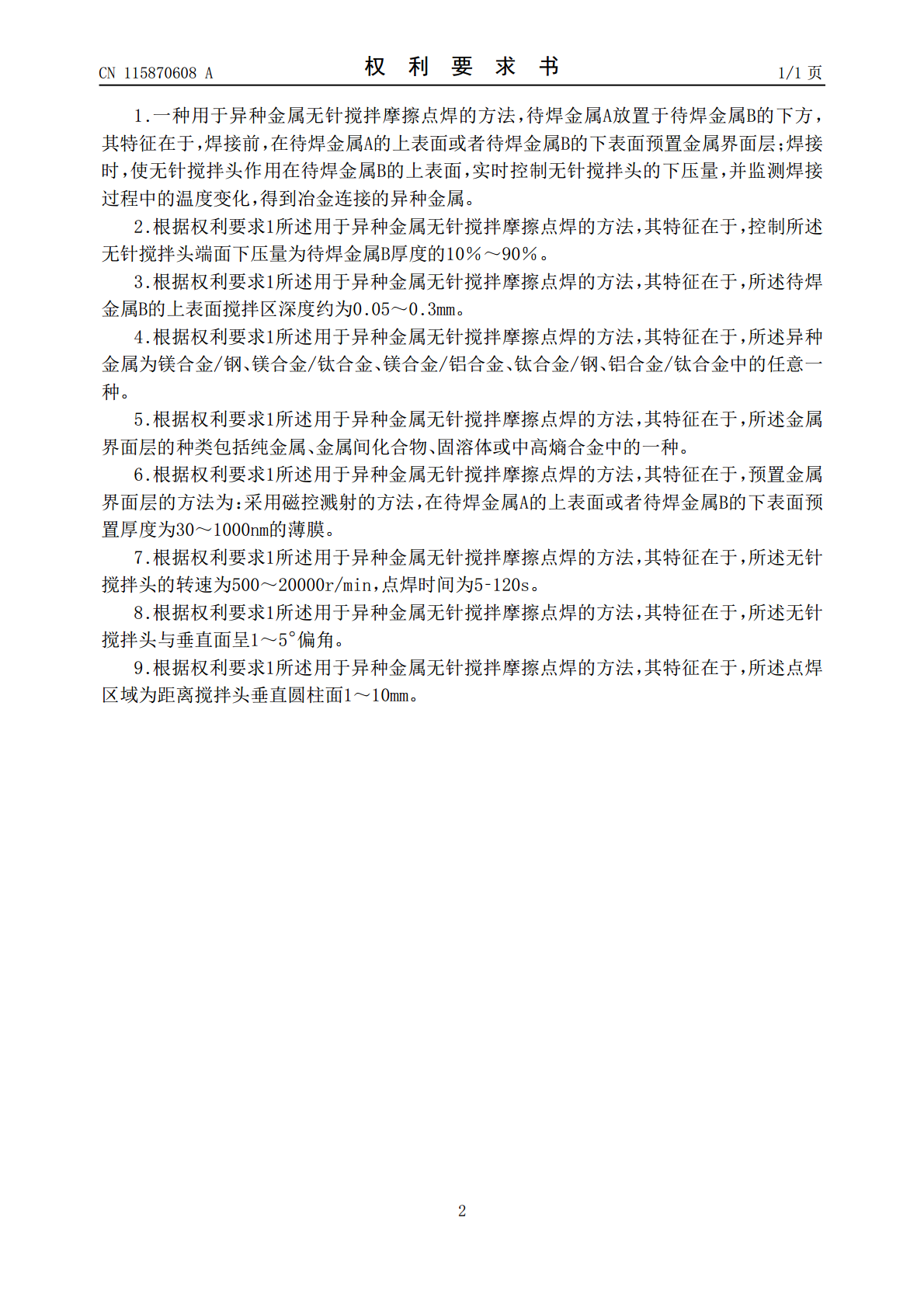
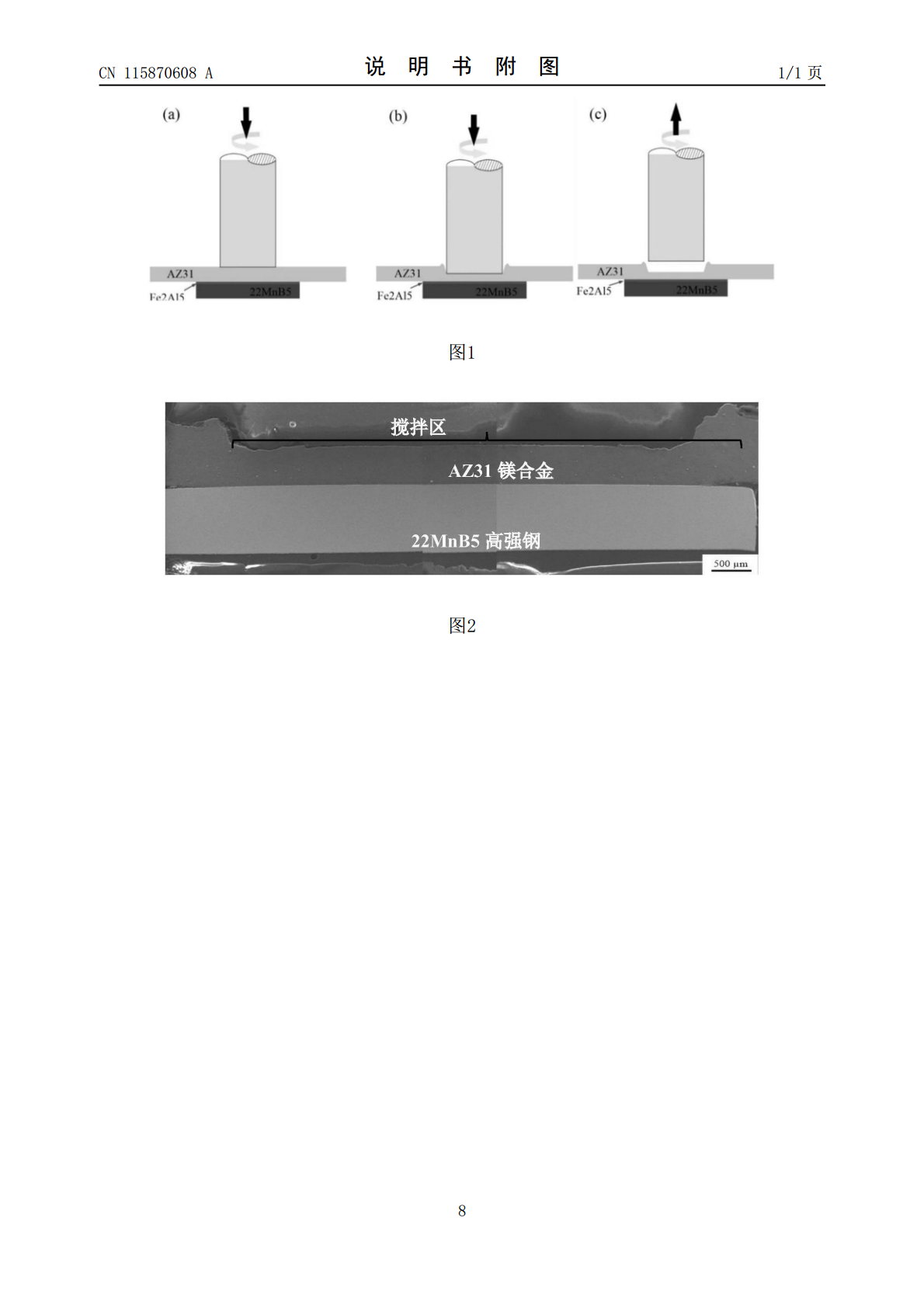
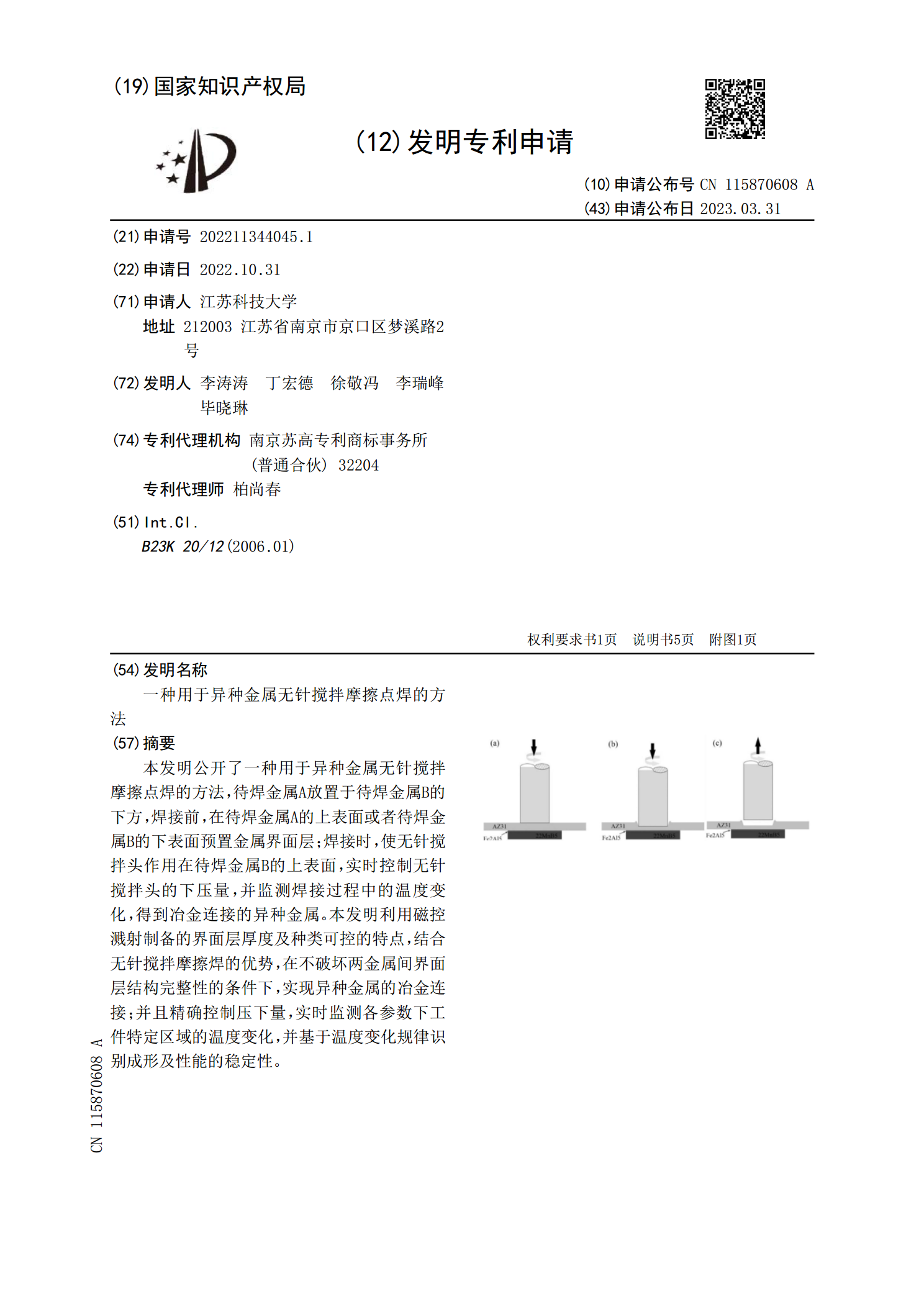
本发明公开了一种用于异种金属无针搅拌摩擦点焊的方法,待焊金属A放置于待焊金属B的下方,焊接前,在待焊金属A的上表面或者待焊金属B的下表面预置金属界面层;焊接时,使无针搅拌头作用在待焊金属B的上表面,实时控制无针搅拌头的下压量,并监测焊接过程中的温度变化,得到冶金连接的异种金属。本发明利用磁控溅射制备的界面层厚度及种类可控的特点,结合无针搅拌摩擦焊的优势,在不破坏两金属间界面层结构完整性的条件下,实现异种金属的冶金连接;并且精确控制压下量,实时监测各参数下工件特定区域的温度变化,并基于温度变化规律识别成形及

一种搅拌摩擦点焊机和搅拌摩擦点焊方法.pdf
一种搅拌摩擦点焊机,其静止轴肩由单独一台电机驱动上下运动;静止轴肩的底部有由高热导率金属板材制成的底盖封闭的冷却介质通道。用该点焊机进行搅拌摩擦点焊时,电机通过驱动静止轴肩向下移动,对工件施压,用冷却介质对焊接区表面进行冷却;利用置于工件下部的超声波发生器使工件板面产生振动;使搅拌头转动并下扎穿透上板;搅拌头穿透上板后停留一定时间后回抽;静止轴肩待冷却介质继续施加一定时间后与工件脱离接触回撤;超声继续振动一定时间后停止。本发明的有益效果是:焊接区无二次钩状缺陷和变形,焊核底部材料流动加强,原子扩散行为改善

一种无匙孔搅拌摩擦点焊方法.pdf
一种无匙孔搅拌摩擦点焊方法,它涉及一种点焊方法。本发明的目的为消除搅拌摩擦点焊的焊缝表面匙孔的问题。方法:一、利用一体式焊具对被焊工件进行点焊,点焊时,焊具逐渐扎入被焊工件,焊具停止扎入后,继续旋转2~5秒,提起一体式焊具,形成点焊缝,且在点焊缝中心部位存在匙孔;二、利用组合式焊具对步骤一遗留的匙孔进行补焊,补焊时,焊具逐渐扎入匙孔内,焊具停止扎入后,继续旋转3~5秒,提起组合式焊具,在匙孔处形成点焊缝,补焊后,搅拌针上的圆柱部分留在夹持体上的夹持孔中,搅拌针上的锥体部分与匙孔发生塑性变形并遗留在匙孔内,
一种用于无退出孔搅拌摩擦点焊的主轴.pdf
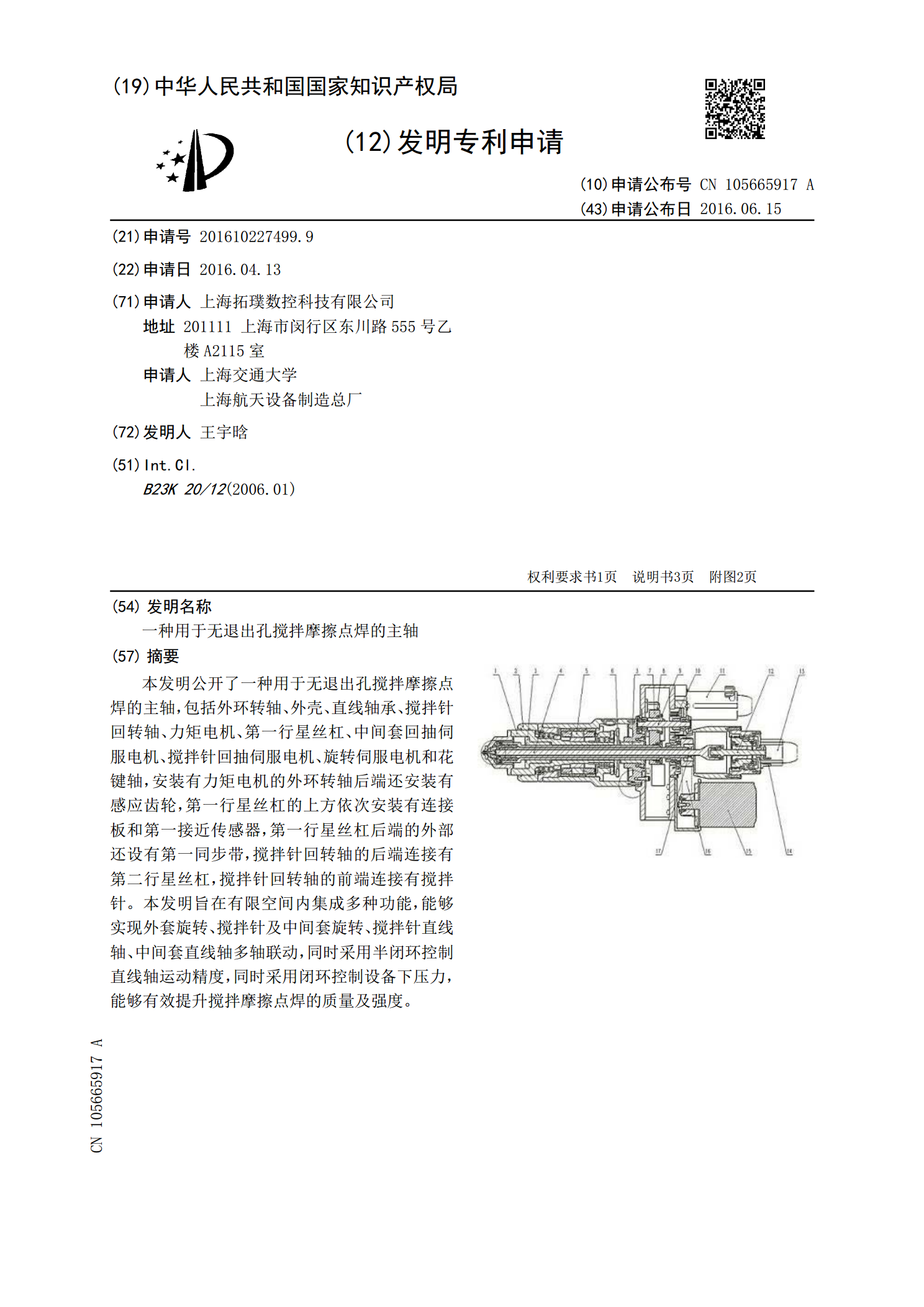
本发明公开了一种用于无退出孔搅拌摩擦点焊的主轴,包括外环转轴、外壳、直线轴承、搅拌针回转轴、力矩电机、第一行星丝杠、中间套回抽伺服电机、搅拌针回抽伺服电机、旋转伺服电机和花键轴,安装有力矩电机的外环转轴后端还安装有感应齿轮,第一行星丝杠的上方依次安装有连接板和第一接近传感器,第一行星丝杠后端的外部还设有第一同步带,搅拌针回转轴的后端连接有第二行星丝杠,搅拌针回转轴的前端连接有搅拌针。本发明旨在有限空间内集成多种功能,能够实现外套旋转、搅拌针及中间套旋转、搅拌针直线轴、中间套直线轴多轴联动,同时采用半闭环控
搅拌摩擦点焊装置及搅拌摩擦点焊方法.pdf
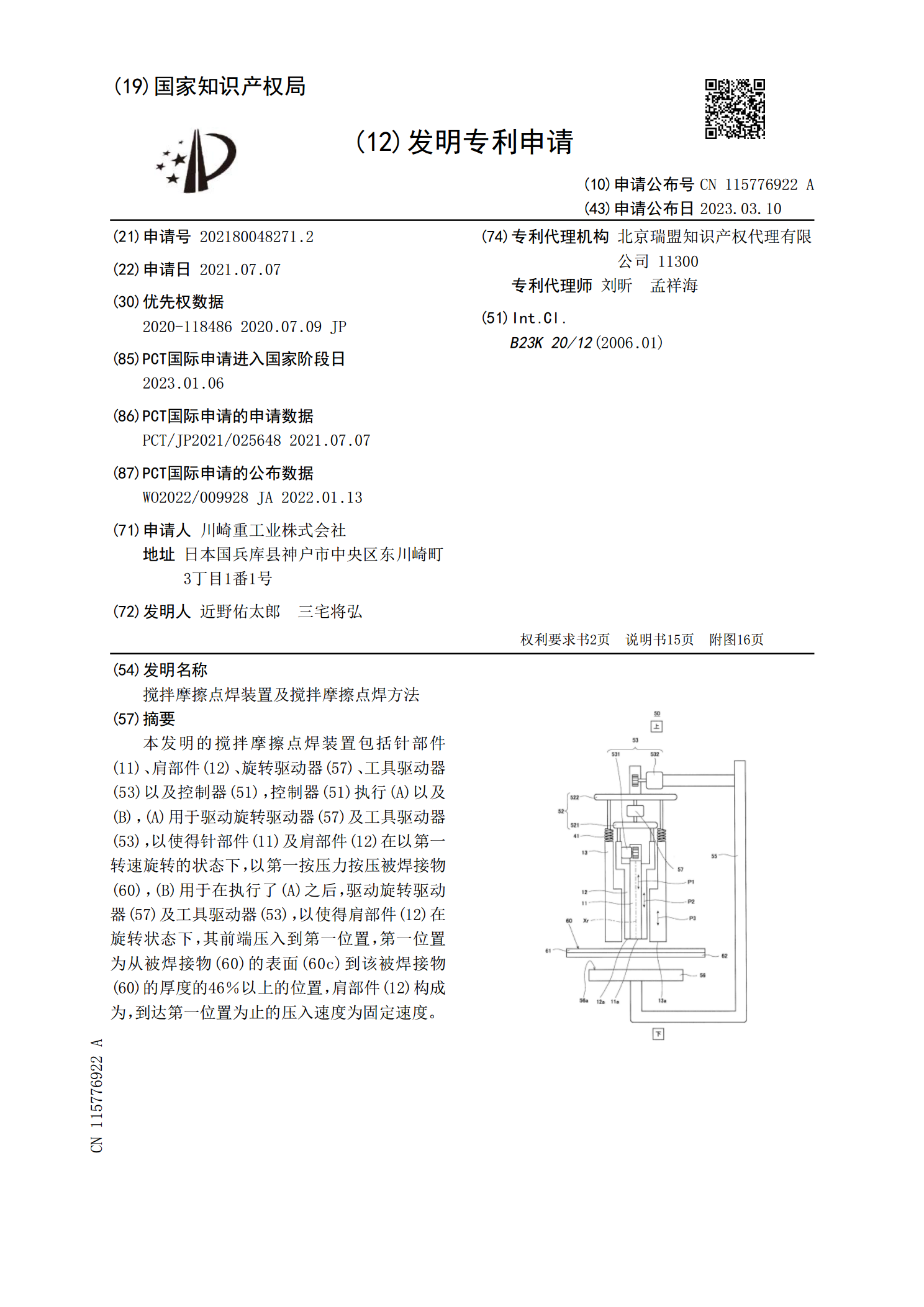
本发明的搅拌摩擦点焊装置包括针部件(11)、肩部件(12)、旋转驱动器(57)、工具驱动器(53)以及控制器(51),控制器(51)执行(A)以及(B),(A)用于驱动旋转驱动器(57)及工具驱动器(53),以使得针部件(11)及肩部件(12)在以第一转速旋转的状态下,以第一按压力按压被焊接物(60),(B)用于在执行了(A)之后,驱动旋转驱动器(57)及工具驱动器(53),以使得肩部件(12)在旋转状态下,其前端压入到第一位置,第一位置为从被焊接物(60)的表面(60c)到该被焊接物(60)的厚度的46