
一种铅酸蓄电池汇流排和极柱的连续铸焊设备.pdf

大渊****公主


1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铅酸蓄电池汇流排和极柱的连续铸焊设备.pdf
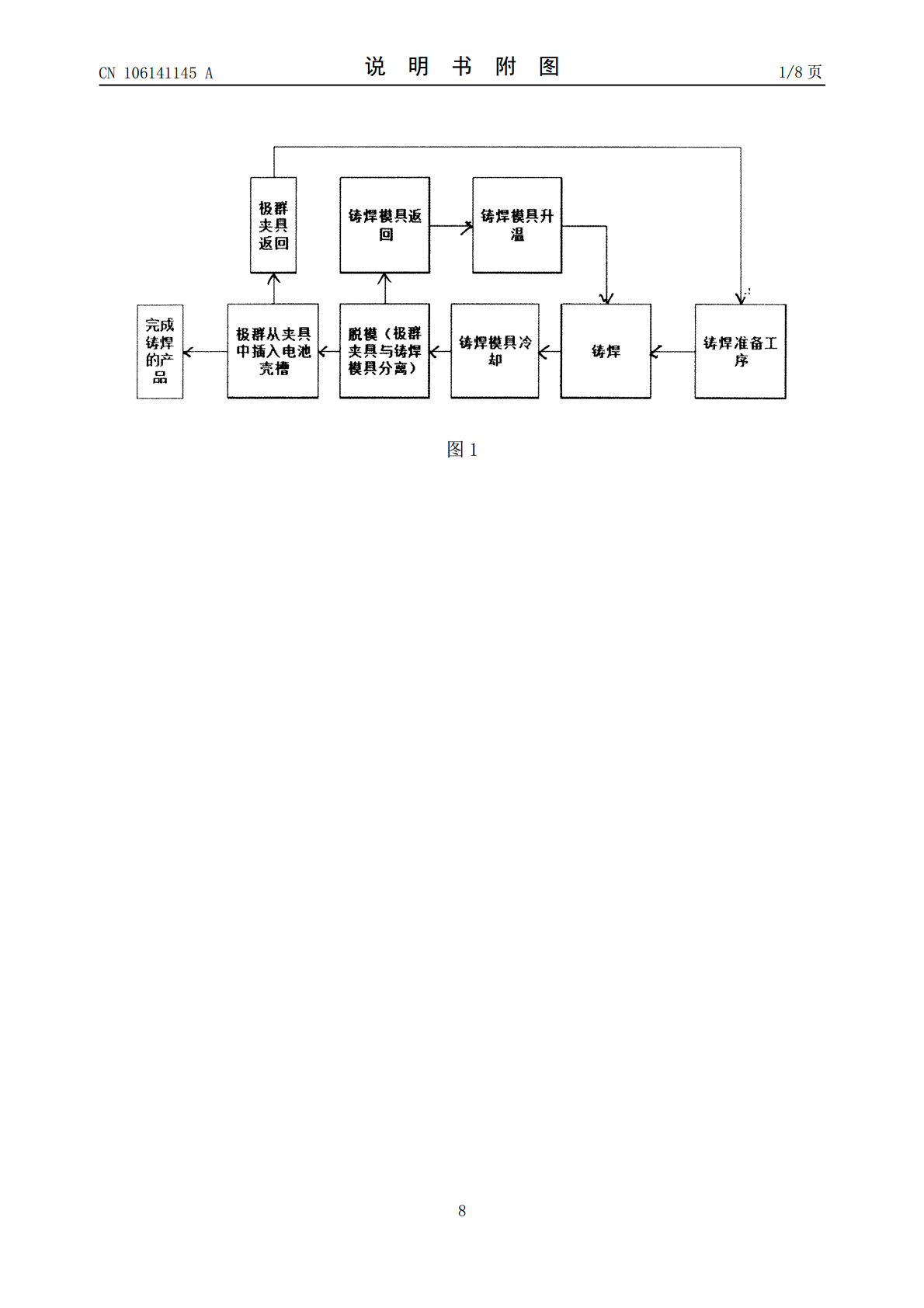
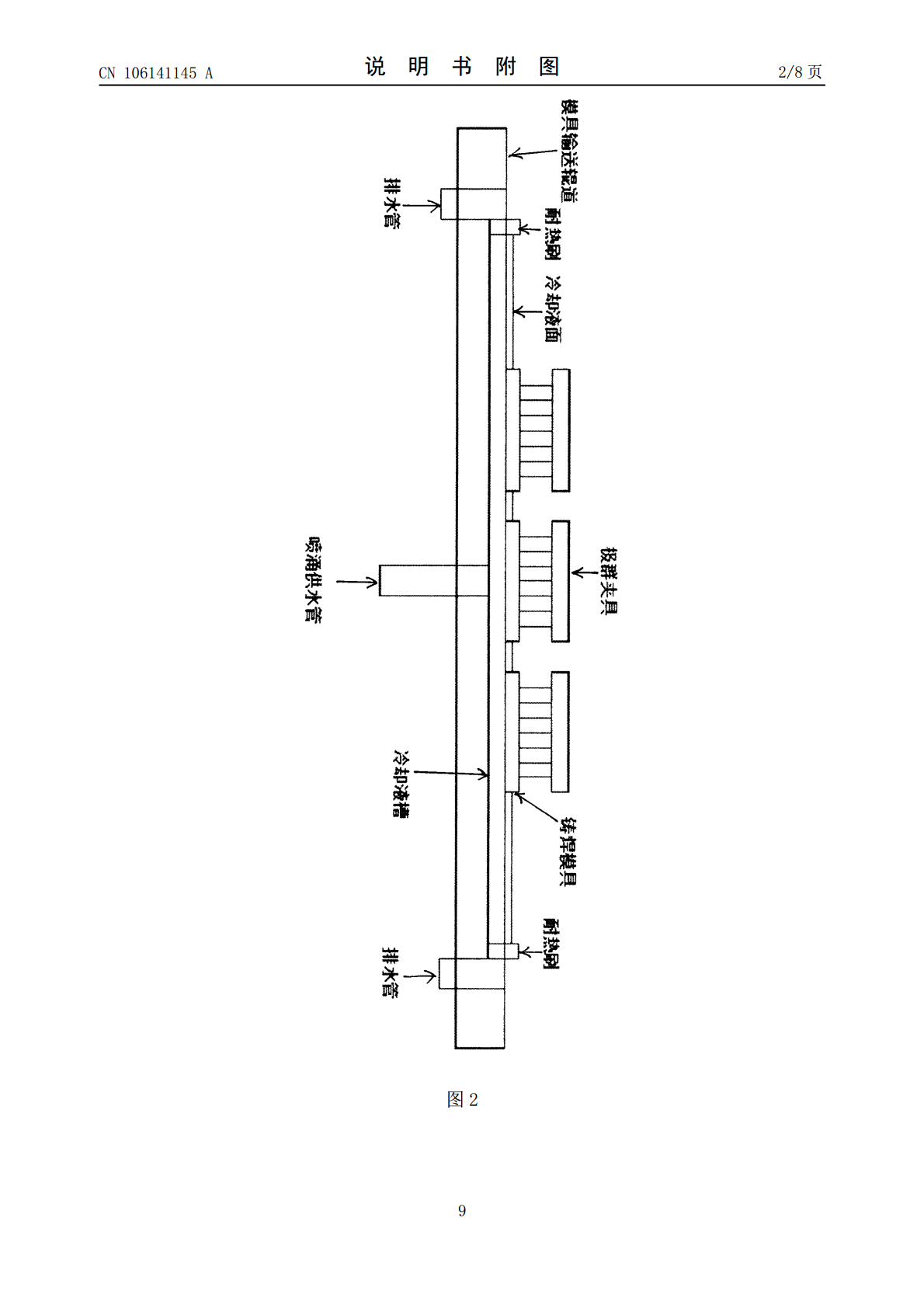
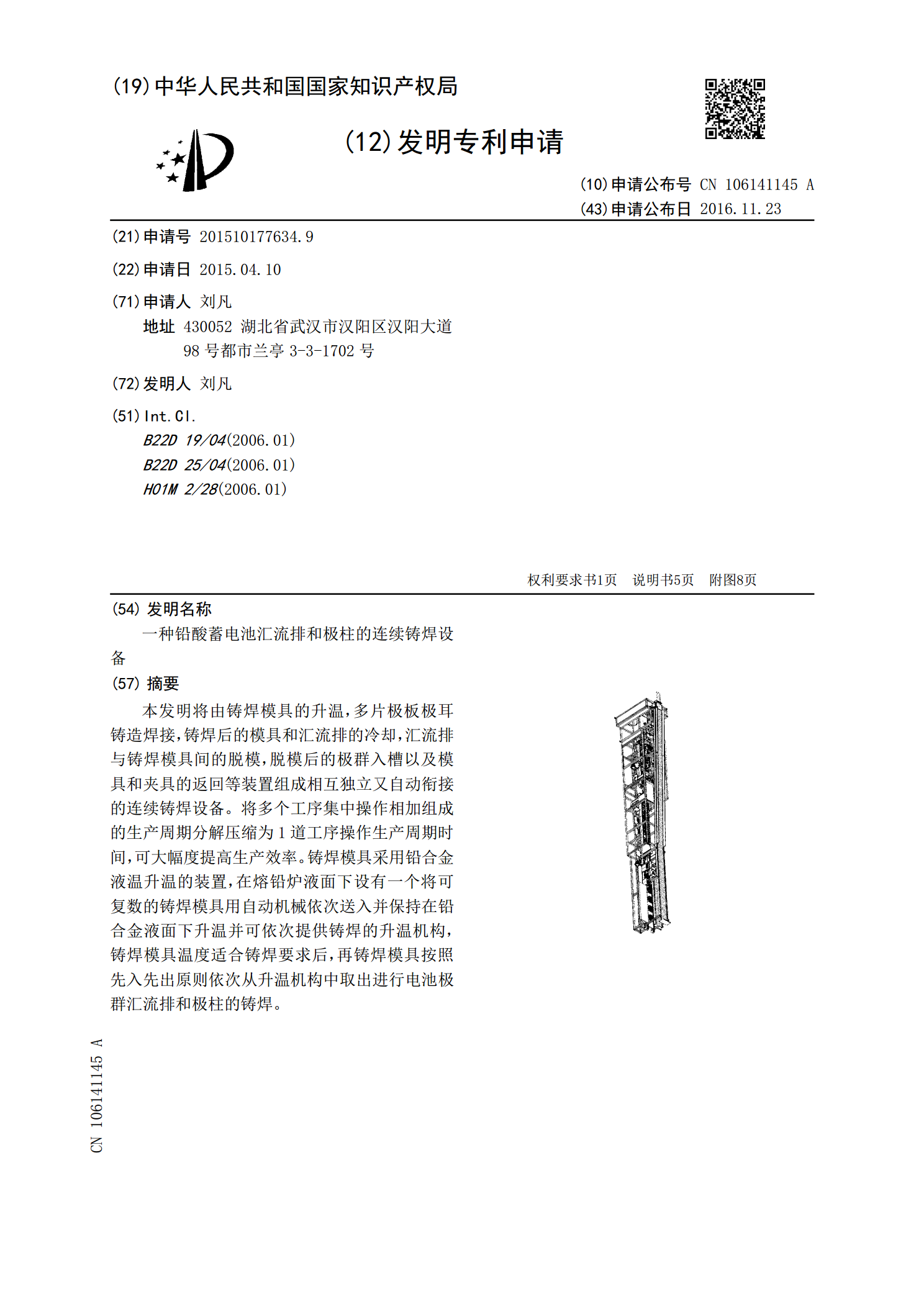
本发明将由铸焊模具的升温,多片极板极耳铸造焊接,铸焊后的模具和汇流排的冷却,汇流排与铸焊模具间的脱模,脱模后的极群入槽以及模具和夹具的返回等装置组成相互独立又自动衔接的连续铸焊设备。将多个工序集中操作相加组成的生产周期分解压缩为1道工序操作生产周期时间,可大幅度提高生产效率。铸焊模具采用铅合金液温升温的装置,在熔铅炉液面下设有一个将可复数的铸焊模具用自动机械依次送入并保持在铅合金液面下升温并可依次提供铸焊的升温机构,铸焊模具温度适合铸焊要求后,再铸焊模具按照先入先出原则依次从升温机构中取出进行电池极群汇流

一种铅酸蓄电池铸焊设备.pdf
本发明涉及铅酸蓄电池技术领域,且公开了一种铅酸蓄电池铸焊设备,包括:箱体,上料机构设置在箱体内,上料机构包括:第一平推气缸固定连接在箱体的一侧,夹紧块固定连接在第一平推气缸的输出端,第一电机通过机箱固定连接在夹紧块内腔的一侧,第一双向螺纹杆一端通过联轴器和第一电机的输出端固定连接。该一种铅酸蓄电池铸焊设备,通过设置上料机构,实现蓄电池可直接与生产线衔接一体,进而代替人工搬运蓄电池组完成止自动上装及出料工作,自动化程度高,通过设置加工机构,将冷却工作与浸铅工作分开,使得冷却工作时不会影响高温的铅炉内热量的散

一种蓄电池汇流排铸焊模具.pdf
本发明提供了一种蓄电池汇流排铸焊模具,涉及蓄电池生产技术领域,包括模具本体,所述模具本体上表面设有多组用于浇铸蓄电池汇流排的成型单元,所述成型单元包括并排设置的正极凹道和负极凹道,还包括对称固设于所述模具本体边角处的支架、两根平行固设于所述支架顶部的顶杆及可移动设置在顶杆上的刮片,所述刮片的宽度大于模具本体的宽度。本发明提供的蓄电池汇流排铸焊模具,整体结构简单,模具本体抬出铅液池后即可用刮片刮除多余滞留在模具本体上表面的铅液,刮除可一次完成,刮除效率高。刮除完成后,将刮片向上转动置于顶板上方,避免刮片和模
一种铅酸蓄电池铸焊装置及其铸焊方法.pdf
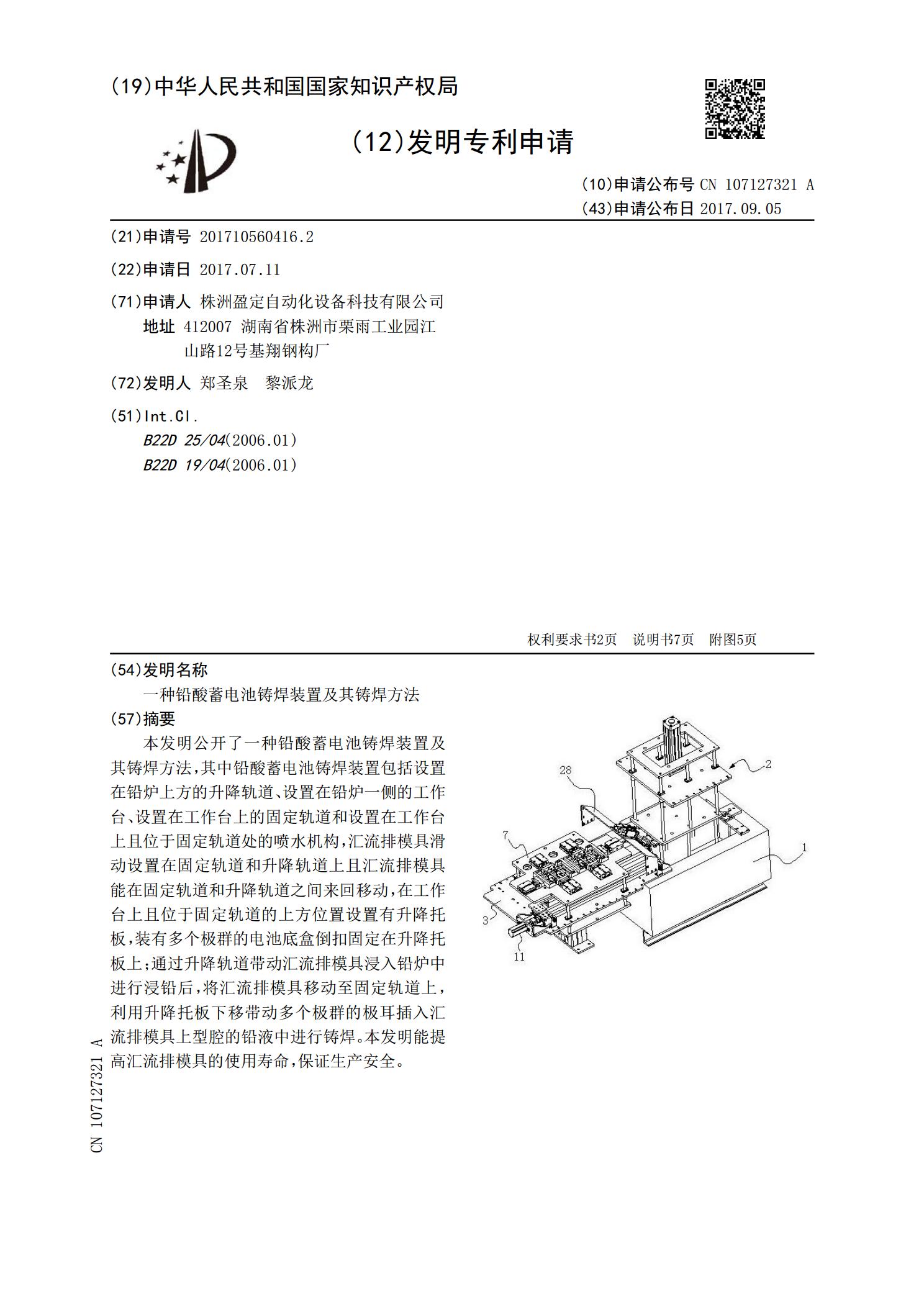
本发明公开了一种铅酸蓄电池铸焊装置及其铸焊方法,其中铅酸蓄电池铸焊装置包括设置在铅炉上方的升降轨道、设置在铅炉一侧的工作台、设置在工作台上的固定轨道和设置在工作台上且位于固定轨道处的喷水机构,汇流排模具滑动设置在固定轨道和升降轨道上且汇流排模具能在固定轨道和升降轨道之间来回移动,在工作台上且位于固定轨道的上方位置设置有升降托板,装有多个极群的电池底盒倒扣固定在升降托板上;通过升降轨道带动汇流排模具浸入铅炉中进行浸铅后,将汇流排模具移动至固定轨道上,利用升降托板下移带动多个极群的极耳插入汇流排模具上型腔的铅
一种铅酸电池自动连续铸焊方法及其铸焊机.pdf
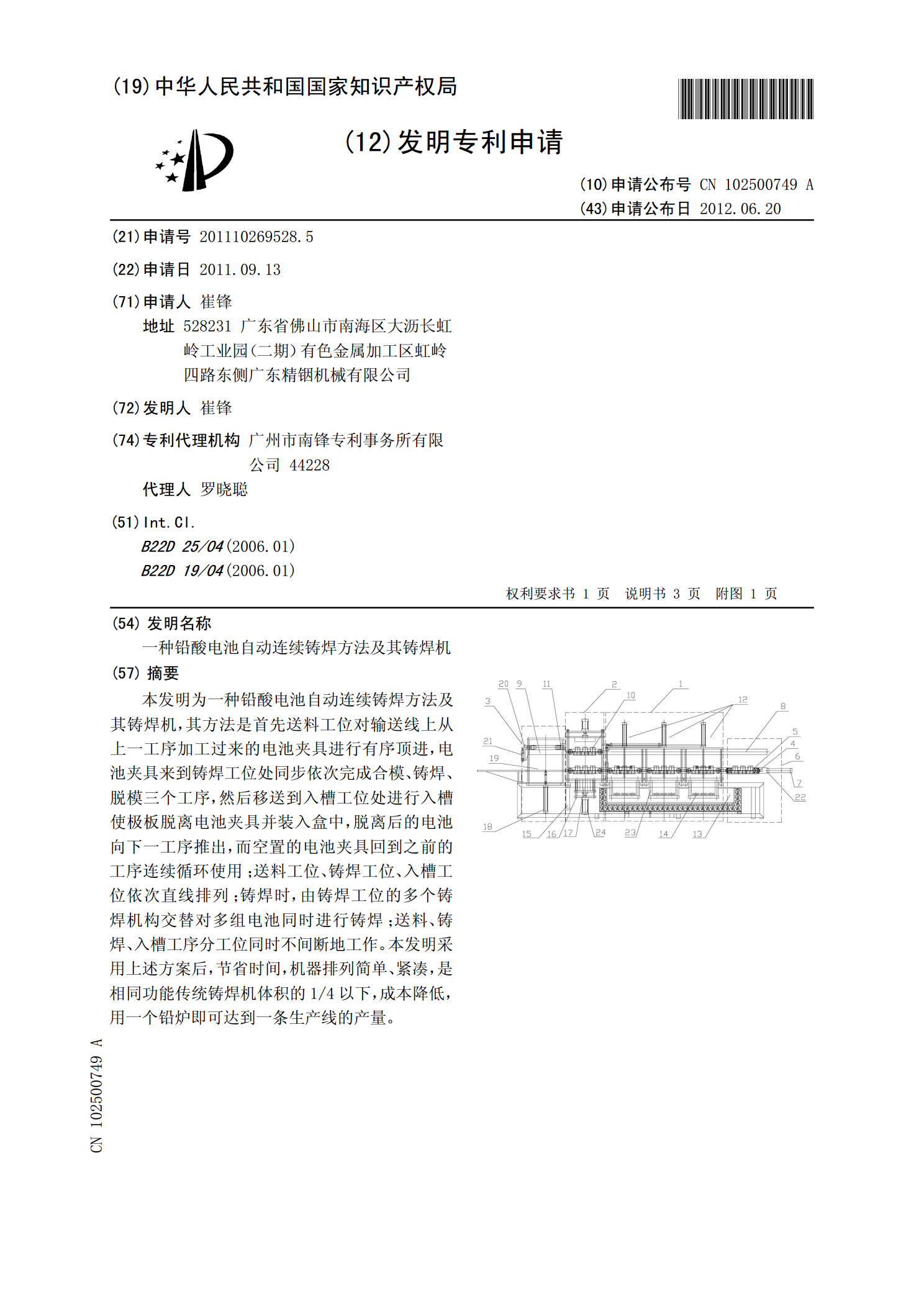
本发明为一种铅酸电池自动连续铸焊方法及其铸焊机,其方法是首先送料工位对输送线上从上一工序加工过来的电池夹具进行有序顶进,电池夹具来到铸焊工位处同步依次完成合模、铸焊、脱模三个工序,然后移送到入槽工位处进行入槽使极板脱离电池夹具并装入盒中,脱离后的电池向下一工序推出,而空置的电池夹具回到之前的工序连续循环使用;送料工位、铸焊工位、入槽工位依次直线排列;铸焊时,由铸焊工位的多个铸焊机构交替对多组电池同时进行铸焊;送料、铸焊、入槽工序分工位同时不间断地工作。本发明采用上述方案后,节省时间,机器排列简单、紧凑,是