
一种沉没辊轴套的铸造方法.pdf

子安****吖吖


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种沉没辊轴套的铸造方法.pdf
本发明提供一种沉没辊轴套的铸造方法,烘干预热、原料熔炼、设定铸造参数、铸造、出炉;铸造为压力变化的离心铸造。本发明使用创新性的原料成分以及不等压铸造与离心铸造相结合的方法对沉没辊轴套进行制造,使其微观组织更加致密,有效提高其强度等力学性能,使其经久耐用,保证沉没辊长时间稳定运作。

一种沉没辊轴套及制备方法.pdf
一种沉没辊轴套及制备方法,属于耐腐蚀磨损材料技术领域。沉没辊轴套材料的化学成分是(质量分数,%):0.10-0.25C,2.0-3.0B,16.0-18.0Mn,2.0-3.5Cr,0.15-0.30N,S炉便可生产,具有硬度和强度高,韧性、耐蚀性和耐磨性好等特点,制造工艺简便,生产成本低廉。使用本发明轴套材料可以显著提高热镀锌生产线的作业率,具有很好的经济效益。

一种抗磨蚀沉没辊轴套及其制造方法.pdf
一种抗磨蚀沉没辊轴套及其制造方法,属于沉没辊轴套技术领域。具体成分及质量分数%如下:0.15-0.28C,3.0-3.5B,2.0-2.5Cr,9.5-10.0W,2.5-3.0Mo,0.65-0.80Al,1.20-1.50Si,0.25-0.50Mn,0.04-0.08Y,0.06-0.10Ti,0.06-0.10Nb,0.03-0.06Ca,0.05-0.08Mg,0.08-0.12K,S炉熔炼,采用铸造方法成型,经淬火和回火后进行精加工。本发明抗磨蚀沉没辊轴套硬度高,耐磨性和强韧性及抗锌液腐蚀性能

一种高耐磨沉没辊轴套及其制备方法.pdf
本发明涉及一种高耐磨沉没辊轴套及其制备方法,主要解决现有技术中轴套硬度较低、在使用过程中耐高温磨损性能较差的技术问题。本发明一种高耐磨沉没辊轴套,由不锈钢基体和钴基堆焊层组成,钴基堆焊层焊覆在不锈钢基体表面,钴基堆焊层的厚度为2.0‑4.0mm,钴基堆焊层的化学成分重量百分比为:Co10.0‑14.0%,C1.5‑2.0%,Cr27‑30%,W8‑12%,Si
一种预热充分、受热均匀的沉没辊预热方法.pdf
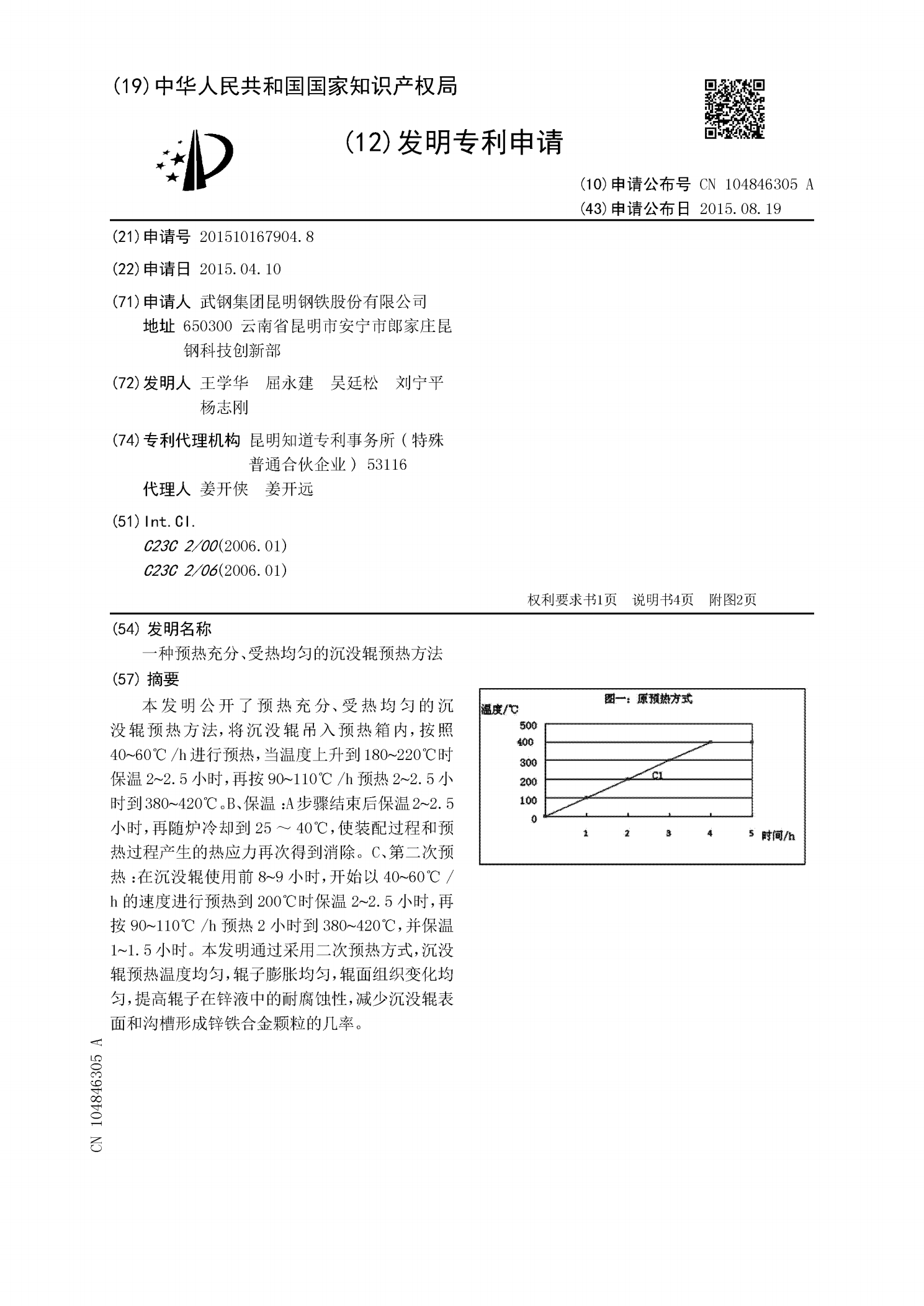
本发明公开了预热充分、受热均匀的沉没辊预热方法,将沉没辊吊入预热箱内,按照40~60℃/h进行预热,当温度上升到180~220℃时保温2~2.5小时,再按90~110℃/h预热2~2.5小时到380~420℃。B、保温:A步骤结束后保温2~2.5小时,再随炉冷却到25~40℃,使装配过程和预热过程产生的热应力再次得到消除。C、第二次预热:在沉没辊使用前8~9小时,开始以40~60℃/h的速度进行预热到200℃时保温2~2.5小时,再按90~110℃/h预热2小时到380~420℃,并保温1~1.5小时。本