
铜铬触头材料的制作方法.pdf

书生****写意

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜铬触头材料的制作方法.pdf
本发明公开了一种铜铬触头材料的制作方法,步骤1,向铬粉、铜粉的混合粉中加入粘结剂混合均匀;步骤2,将经过步骤1处理的混合粉通过筛网过筛后置于容器中分散晾晒;步骤3,将步骤2得到的混合粉倒入石墨模具,进行模压,得到模塑制品,放置于SPS烧结炉内抽真空并加压,通入脉冲直流电流并升温至1000‑1060℃,保温1.5‑3.5min后,冷却;步骤4,将步骤3得到的多孔烧结产物继续置于SPS烧结炉内抽真空并加压,当压强达到25‑35MPa后,通入脉冲直流电流并升温至1100‑1200℃,保温1.5‑3.5min后,
铜钨触头材料的制作方法.pdf
本发明公开了一种铜钨触头材料的制作方法,包括以下步骤:步骤1,向钨粉、铜粉的混合粉中加入粘结剂混合均匀;步骤2,将经过步骤1处理的混合粉通过筛网过筛后置于容器中分散晾晒;步骤3,将步骤2得到的混合粉倒入石墨模具,放置于SPS烧结炉内抽真空并加压,通入脉冲直流电流并升温至1020‑1055℃,保温1.5‑3.5min后,冷却;步骤4,将步骤3得到的多孔烧结产物继续置于SPS烧结炉内抽真空并加压,通入脉冲直流电流并升温至1100‑1200℃,保温1.5‑3.5min;步骤5,将步骤4得到的二次烧结的铜铬触头材
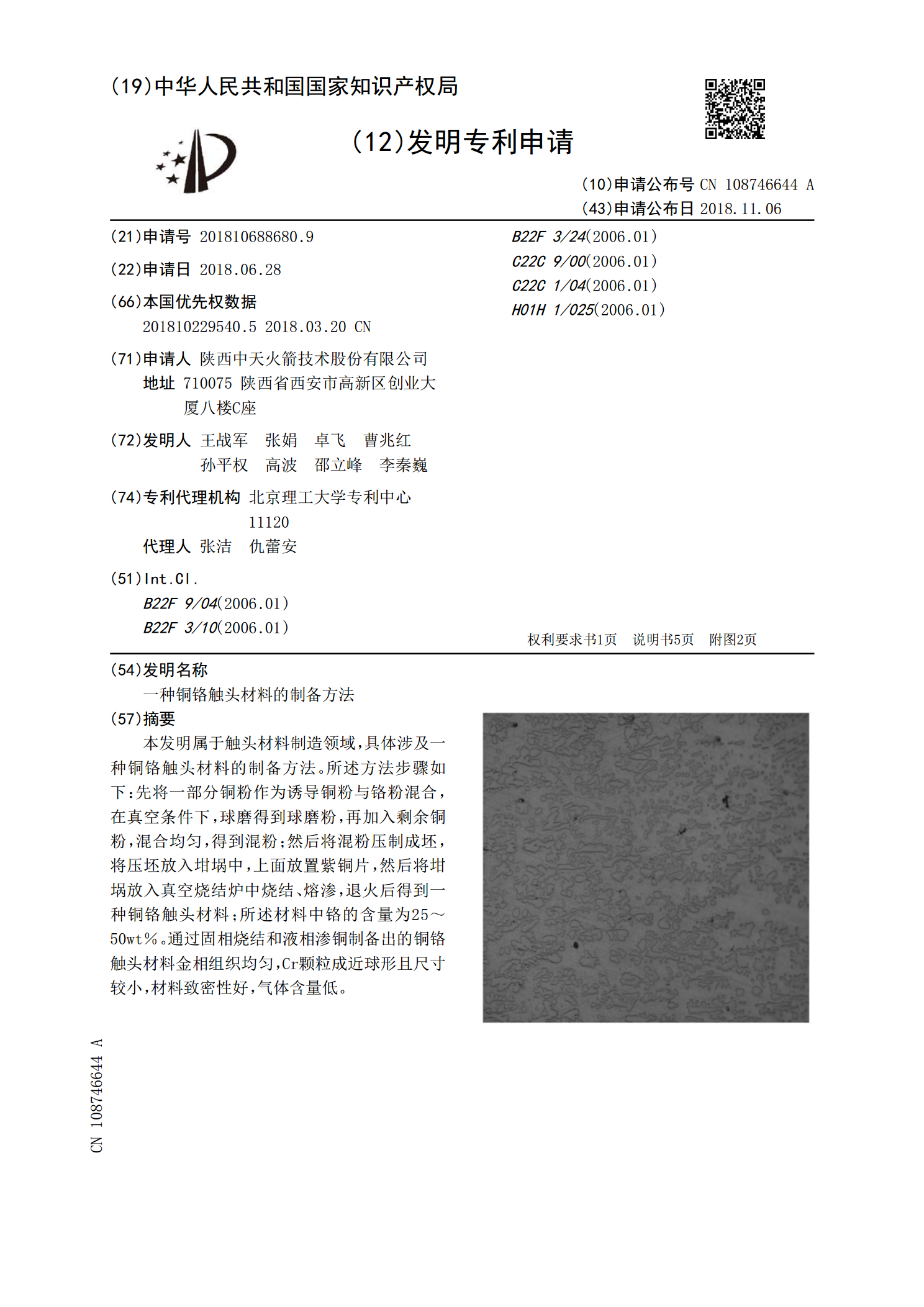
一种铜铬触头材料的制备方法.pdf
本发明属于触头材料制造领域,具体涉及一种铜铬触头材料的制备方法。所述方法步骤如下:先将一部分铜粉作为诱导铜粉与铬粉混合,在真空条件下,球磨得到球磨粉,再加入剩余铜粉,混合均匀,得到混粉;然后将混粉压制成坯,将压坯放入坩埚中,上面放置紫铜片,然后将坩埚放入真空烧结炉中烧结、熔渗,退火后得到一种铜铬触头材料;所述材料中铬的含量为25~50wt%。通过固相烧结和液相渗铜制备出的铜铬触头材料金相组织均匀,Cr颗粒成近球形且尺寸较小,材料致密性好,气体含量低。
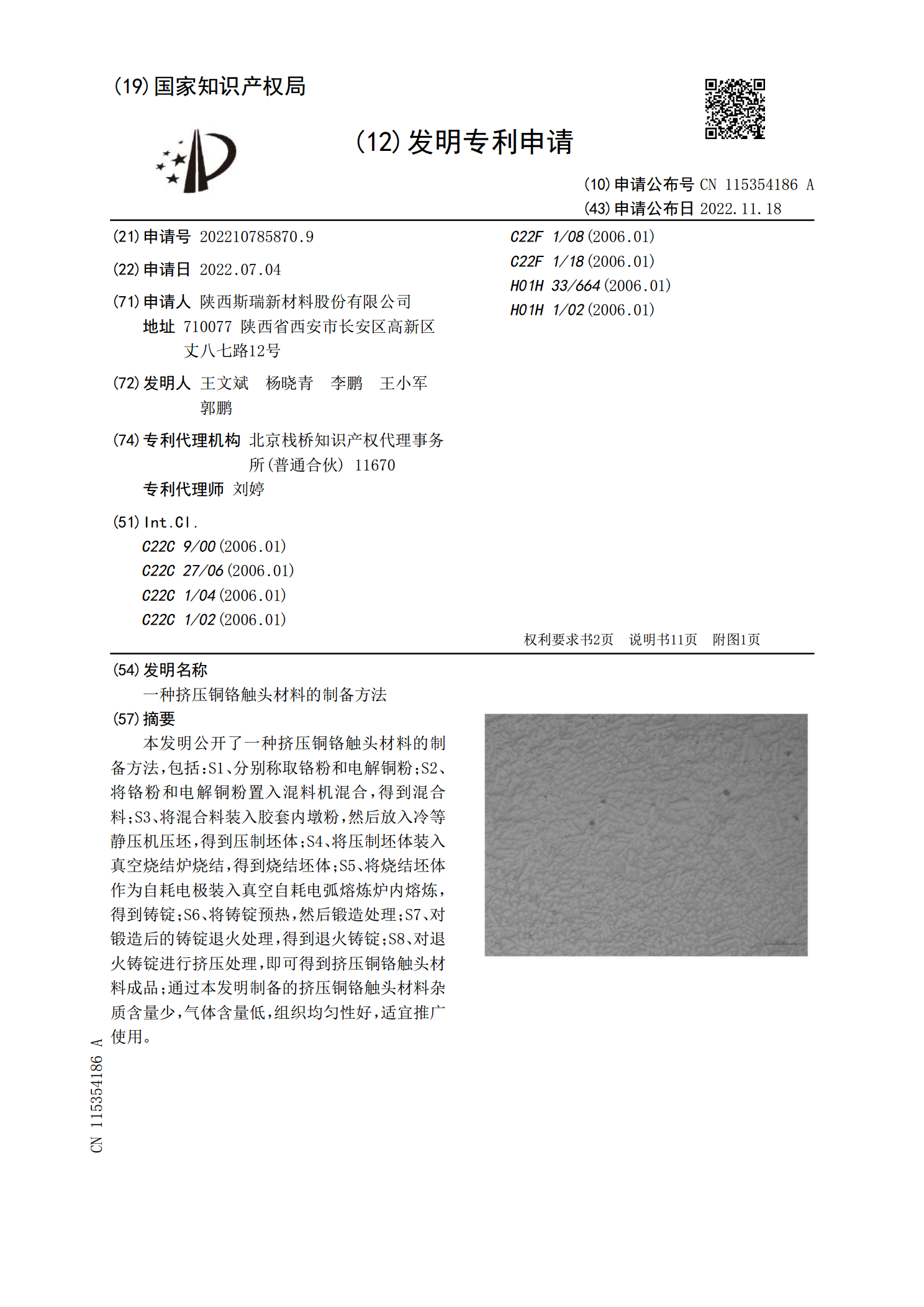
一种挤压铜铬触头材料的制备方法.pdf
本发明公开了一种挤压铜铬触头材料的制备方法,包括:S1、分别称取铬粉和电解铜粉;S2、将铬粉和电解铜粉置入混料机混合,得到混合料;S3、将混合料装入胶套内墩粉,然后放入冷等静压机压坯,得到压制坯体;S4、将压制坯体装入真空烧结炉烧结,得到烧结坯体;S5、将烧结坯体作为自耗电极装入真空自耗电弧熔炼炉内熔炼,得到铸锭;S6、将铸锭预热,然后锻造处理;S7、对锻造后的铸锭退火处理,得到退火铸锭;S8、对退火铸锭进行挤压处理,即可得到挤压铜铬触头材料成品;通过本发明制备的挤压铜铬触头材料杂质含量少,气体含量低,组
铜铬触头材料显微组织及力学性能研究.pptx
汇报人:目录PARTONEPARTTWO显微组织的观察和分析铜铬元素分布与相组成显微组织对触头性能的影响PARTTHREE硬度与抗拉强度疲劳性能与耐磨性断裂韧性及抗冲击性能力学性能与显微组织的关系PARTFOUR热导率与热膨胀系数抗热震性能与耐高温性能热学性能与显微组织的关系PARTFIVE电阻率与接触电阻稳定性电弧侵蚀与电寿命电学性能与显微组织的关系PARTSIX综合性能指标的确定不同工艺参数对综合性能的影响优化工艺参数的实验验证综合性能评价与实际应用的关系THANKYOU