
一种薄板件激光淬火方法.pdf

山柳****魔王


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄板件激光淬火方法.pdf
本发明公开了一种薄板件激光淬火方法,包括以下步骤:第一步,准备:将待淬火薄板件浸在水体内,仅淬火面露出水面;第二步,淬火:利用激光淬火扫描头对淬火区域进行分段激光扫描,且分段扫描速度依次增大;第三步,回火:采用低温回火进行回火处理,回火出炉后空冷。优选,淬火区域包括首段、中间段和尾段的至少三个分段,且中间段与首段之间的速度增量小于尾段与中间段之间的速度增量;其中,首段和尾段长度均小于中间段,且尾段长度小于首段;回火步骤中的回位温度为140~180℃,时间3~5h。本发明的有益效果是,可实现薄板件的浅层深淬

小型长薄板形零件的淬火方法.docx
小型长薄板形零件的淬火方法小型长薄板形零件的淬火方法摘要:淬火是机械零件加工中常用的一种热处理方法,它可以使金属材料的硬度和耐磨性得到提升,从而增加零件的使用寿命。然而,对于小型长薄板形零件来说,由于其形状特殊、厚度薄且表面积大,其淬火过程中易发生热变形和裂缝等问题。本文将从小型长薄板形零件的特点出发,讨论适应该类零件的淬火方法,以提高生产的质量和效率。关键词:小型长薄板形零件、淬火、热变形、裂缝、质量、效率1.引言小型长薄板形零件由于其特殊的形状和尺寸,其淬火过程中常常面临热变形和裂缝等问题,这对于工件

一种导轨激光淬火方法.pdf
本发明涉及一种导轨激光淬火方法。解决现有技术中存在的导轨采用传统的感应淬火、电阻加热淬火和火焰加热淬等热处理方法,存在淬火后会产生的开裂和硬度不均匀现象难以控制、以及淬火后热变形严重的技术问题。该方法采用气体辅助,冷却辅助以及双面等速扫描,来达到强化导轨的目的。双面扫描速度一致,且整个过程中功率保持不变,气体流量保持一致,淬火过程中任意时刻气体以固定角度吹向待淬火面的激光光斑位置处,淬火过程中任意时刻淬火光斑B<base:Sup>1</base:Sup>始终保持沿轴向领先淬火光斑A<base:Sup>1<

一种铝合金薄板淬火变形控制方法.pdf
一种铝合金薄板淬火变形控制方法,有一个变形控制棒,在变形控制棒的表面设有多个导流槽,导流槽的方向与变形控制棒的中心轴线平行,在变形控制棒与板料之间置放有多根平行的铝丝,将板料、铝丝围绕变形控制棒一起卷曲为螺旋形圆筒状的组合体,将上述的组合体放置到高温炉内加热保温,使加热介质的流动方向与变形控制棒中心轴线平行,再将组合体沿变形控制棒中心轴线方向迅速转移到冷水槽中,并上下移动确保快速充分冷却即可。
一种薄壁件淬火方法.pdf
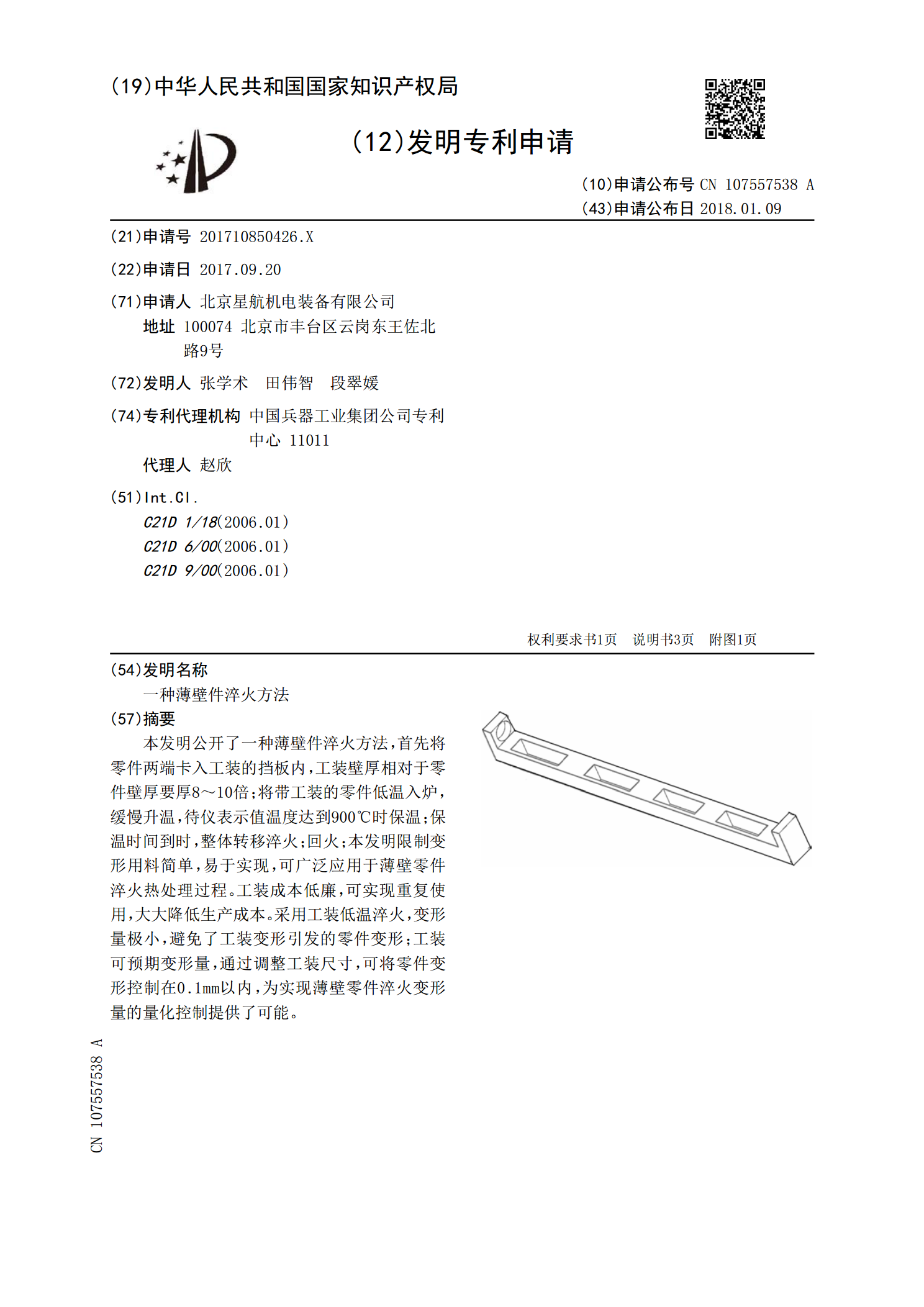
本发明公开了一种薄壁件淬火方法,首先将零件两端卡入工装的挡板内,工装壁厚相对于零件壁厚要厚8~10倍;将带工装的零件低温入炉,缓慢升温,待仪表示值温度达到900℃时保温;保温时间到时,整体转移淬火;回火;本发明限制变形用料简单,易于实现,可广泛应用于薄壁零件淬火热处理过程。工装成本低廉,可实现重复使用,大大降低生产成本。采用工装低温淬火,变形量极小,避免了工装变形引发的零件变形;工装可预期变形量,通过调整工装尺寸,可将零件变形控制在0.1mm以内,为实现薄壁零件淬火变形量的量化控制提供了可能。