
用于水泥行业辊压机的挤压辊及其制造方法.pdf

雨巷****碧易


1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于水泥行业辊压机的挤压辊及其制造方法.pdf
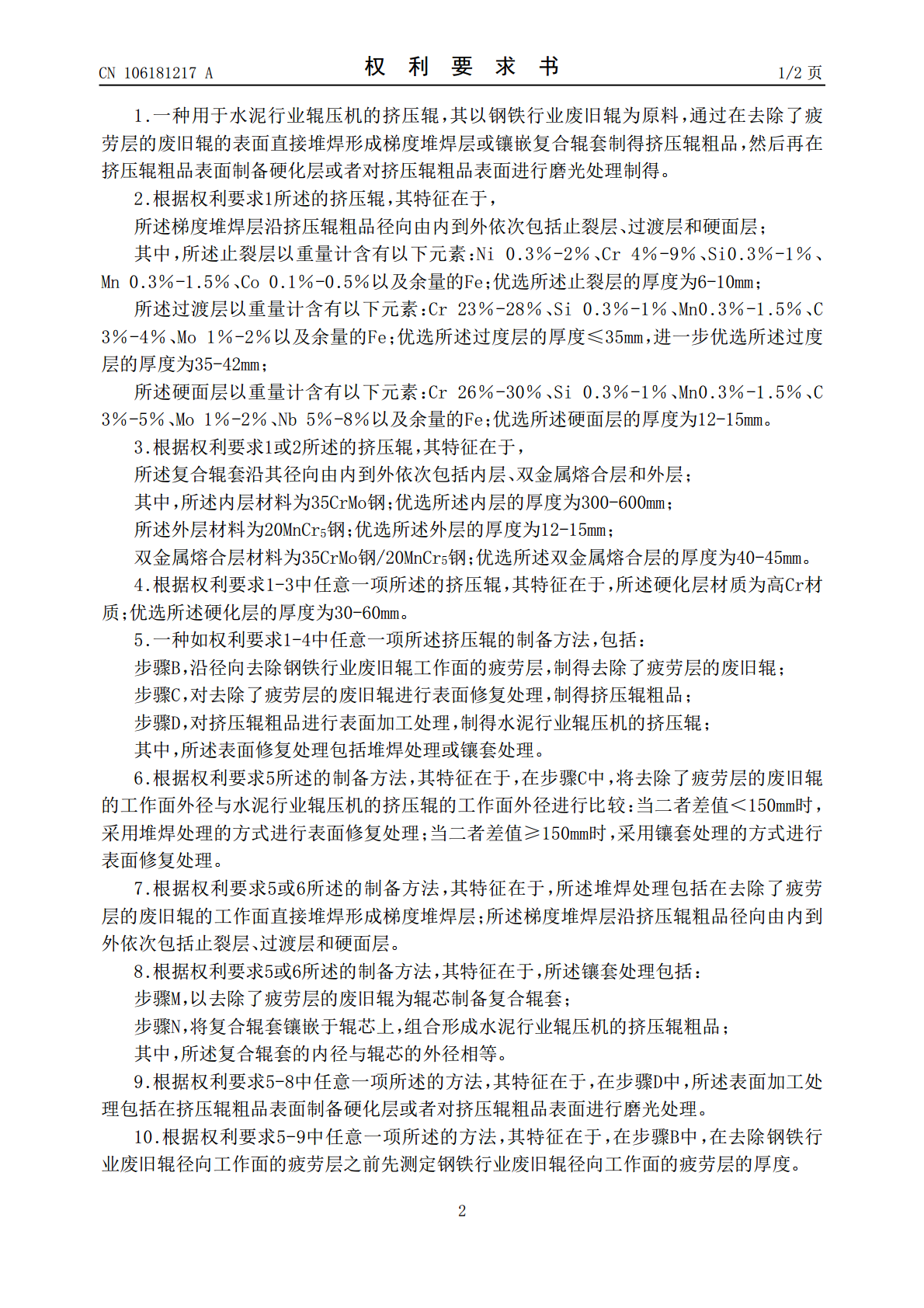
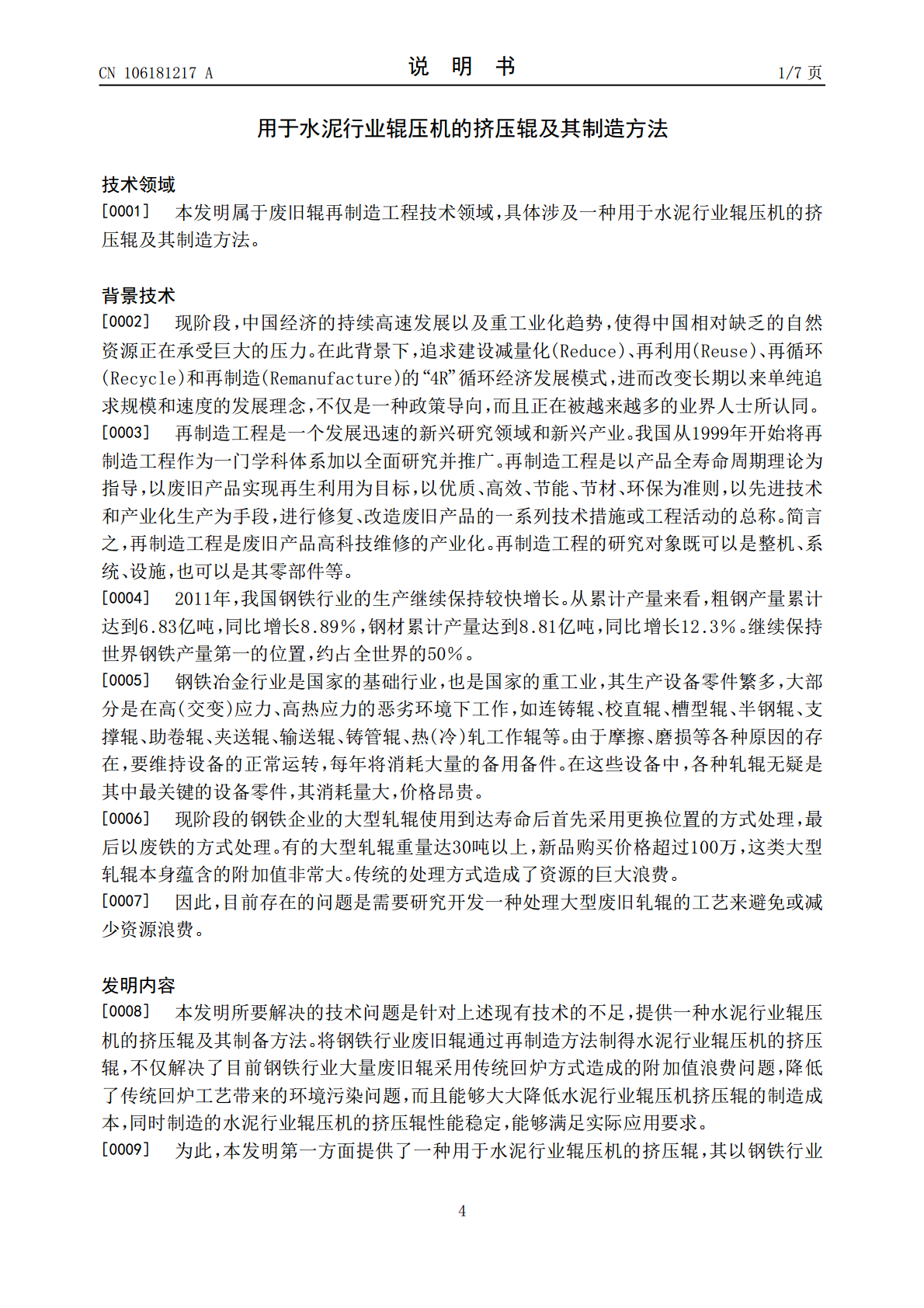
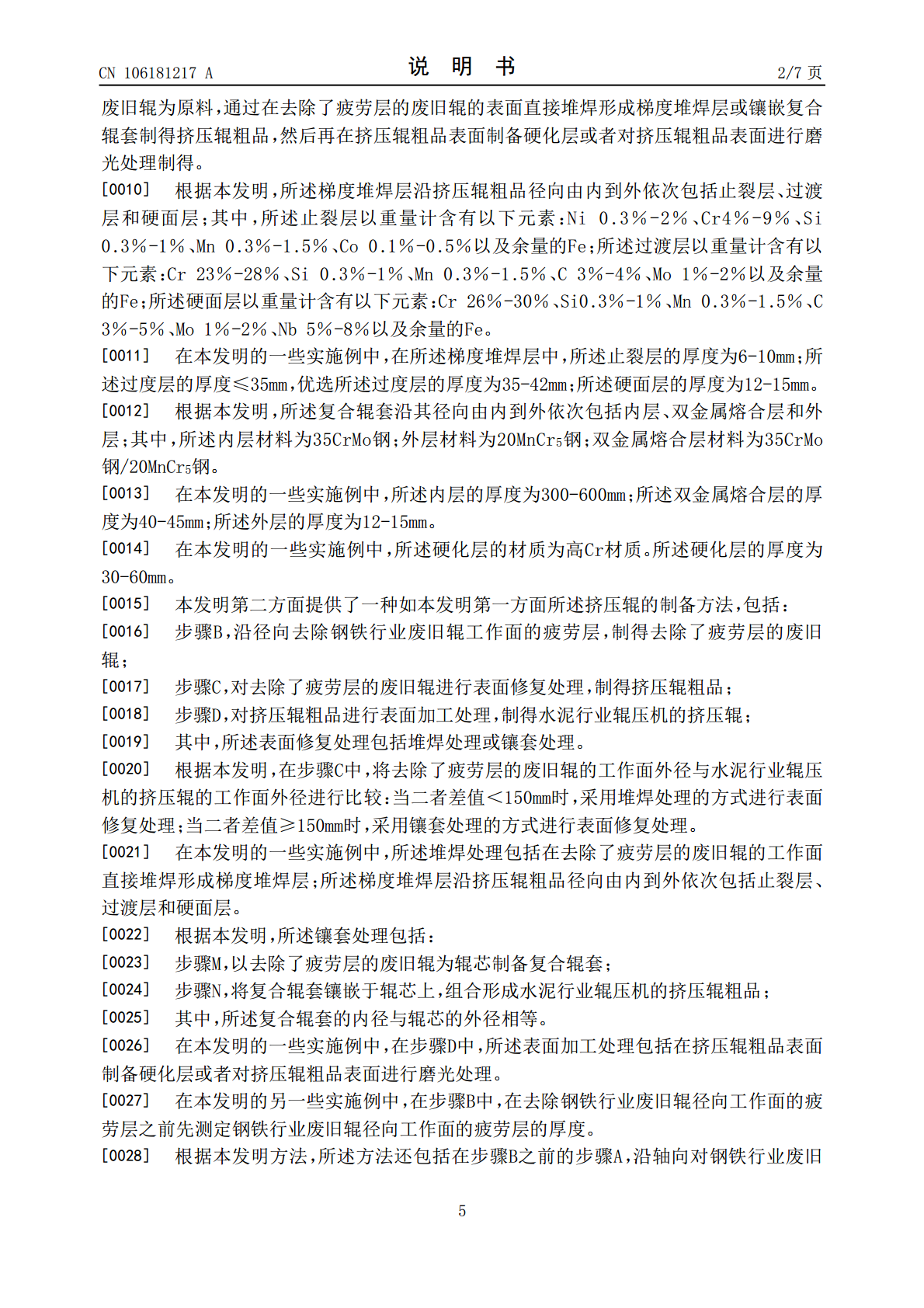
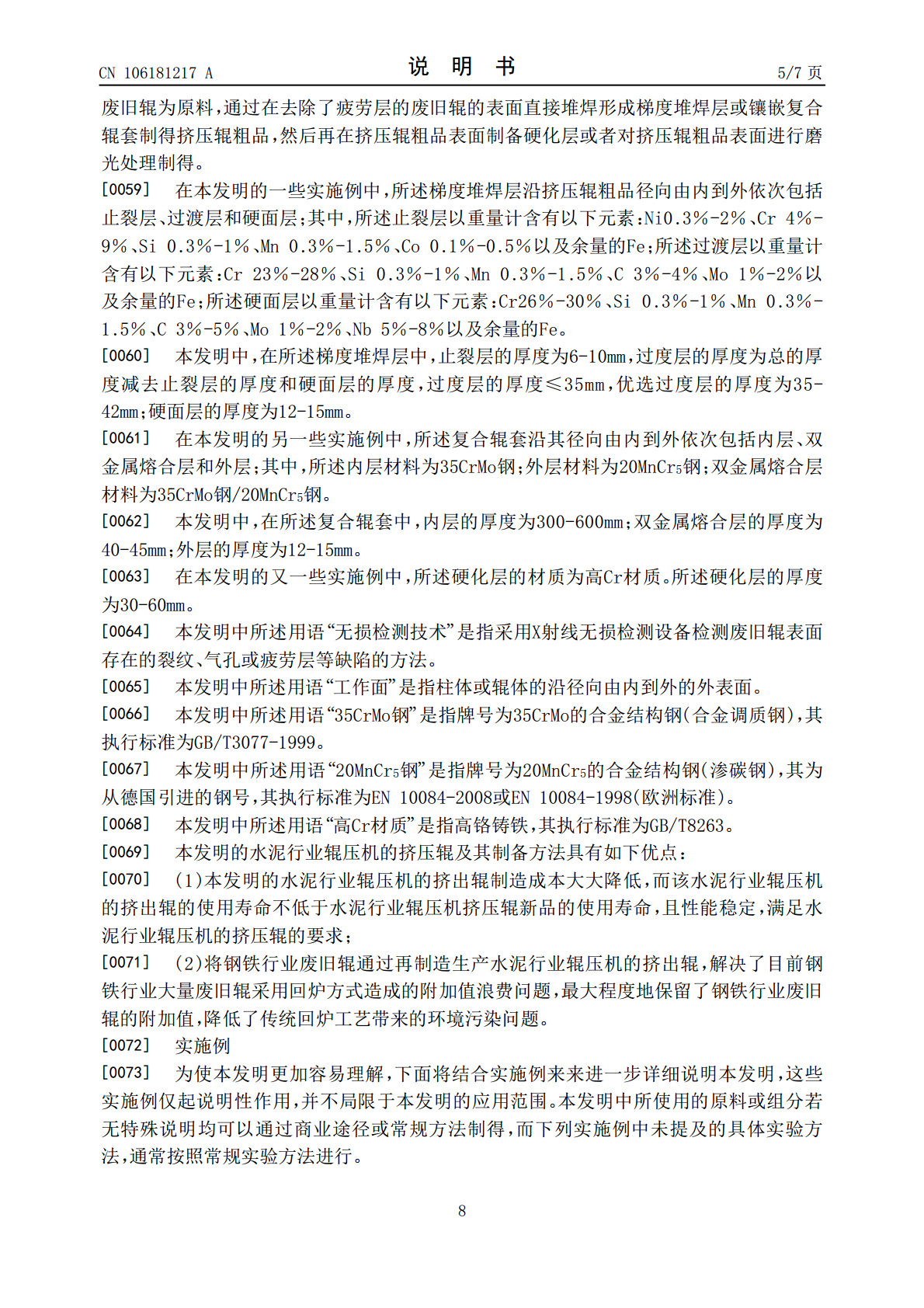
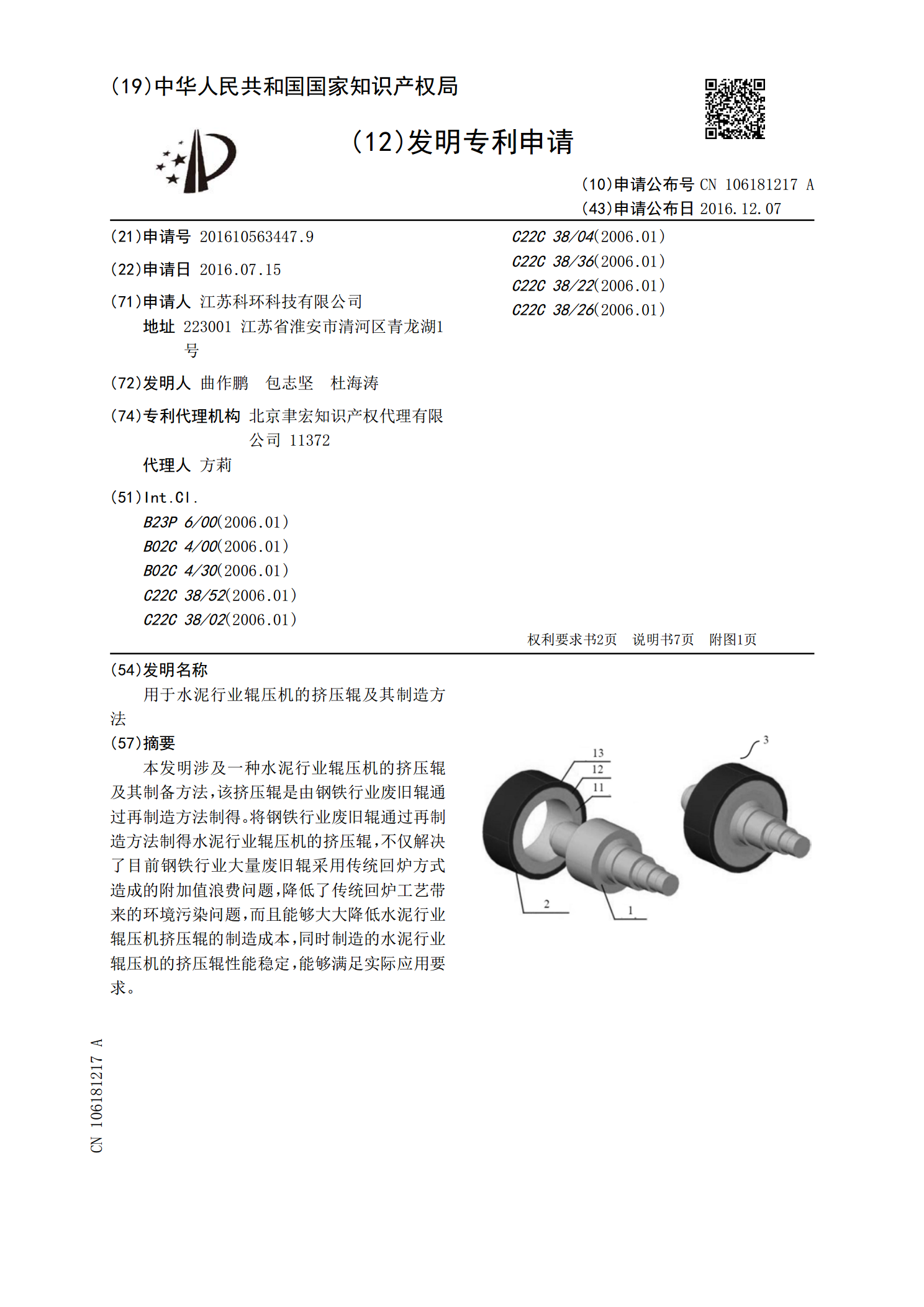
本发明涉及一种水泥行业辊压机的挤压辊及其制备方法,该挤压辊是由钢铁行业废旧辊通过再制造方法制得。将钢铁行业废旧辊通过再制造方法制得水泥行业辊压机的挤压辊,不仅解决了目前钢铁行业大量废旧辊采用传统回炉方式造成的附加值浪费问题,降低了传统回炉工艺带来的环境污染问题,而且能够大大降低水泥行业辊压机挤压辊的制造成本,同时制造的水泥行业辊压机的挤压辊性能稳定,能够满足实际应用要求。

一种用废轧辊再制造成水泥辊压机的挤压辊方法.pdf
本发明涉及一种用废轧辊再制造成水泥辊压机的挤压辊方法,将钢铁行业废旧辊通过再制造方法制得水泥行业辊压机的挤压辊,不仅解决了目前钢铁行业大量废旧辊采用传统回炉方式造成的附加值浪费问题,降低了传统回炉工艺带来的环境污染问题,而且能够大大降低水泥行业辊压机挤压辊的制造成本,同时制造的水泥行业辊压机的挤压辊性能稳定,能够满足实际应用要求。
用于印刷辊的辊套及其制造方法.pdf
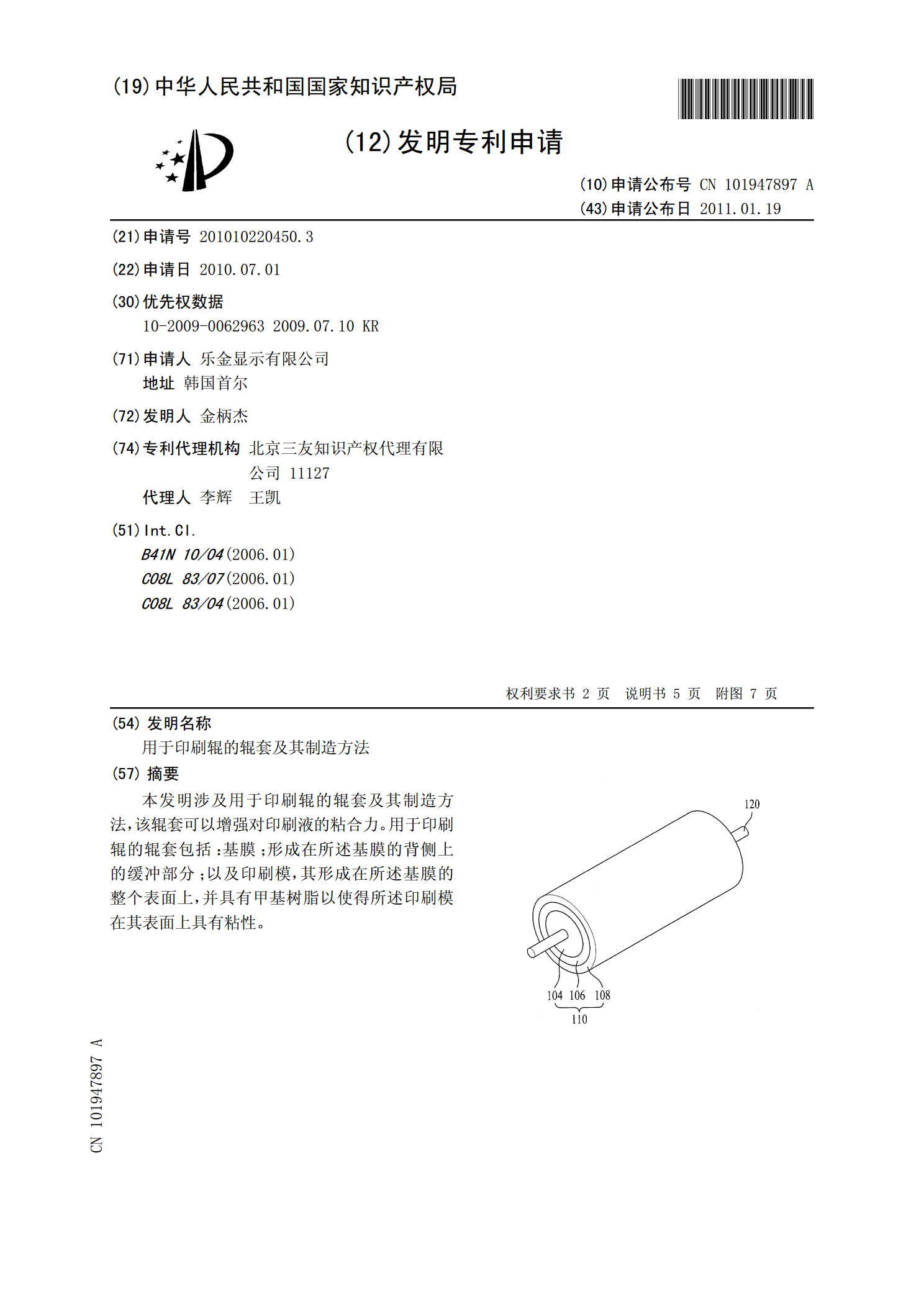
本发明涉及用于印刷辊的辊套及其制造方法,该辊套可以增强对印刷液的粘合力。用于印刷辊的辊套包括:基膜;形成在所述基膜的背侧上的缓冲部分;以及印刷模,其形成在所述基膜的整个表面上,并具有甲基树脂以使得所述印刷模在其表面上具有粘性。

一种辊压机挤压辊辊套.pdf
一种辊压机挤压辊辊套,包括挤压辊辊套,其特征在于:在所述挤压辊辊套的外表面上以均布分割加工有若干个凹槽,在凹槽内镶焊有高出辊体表面1‑10mm的耐磨材料,例如郑州机械研究所有限公司研制的ZD310或ZD903耐磨药芯焊丝,以及奥钢联伯乐焊接有限公司研制生产的SKCA43‑O耐磨药芯焊丝或其他同样具有高耐磨性能的堆焊材料。本发明结构的挤压辊结合了堆焊挤压辊和镶钉式挤压辊的优势,既降低了花纹层从辊体崩离得风险,又解决了柱钉脱离辊体的问题。同时焊缝之间的母材金属在磨损到一定程度后形成料垫延缓向下磨损的趋势,有
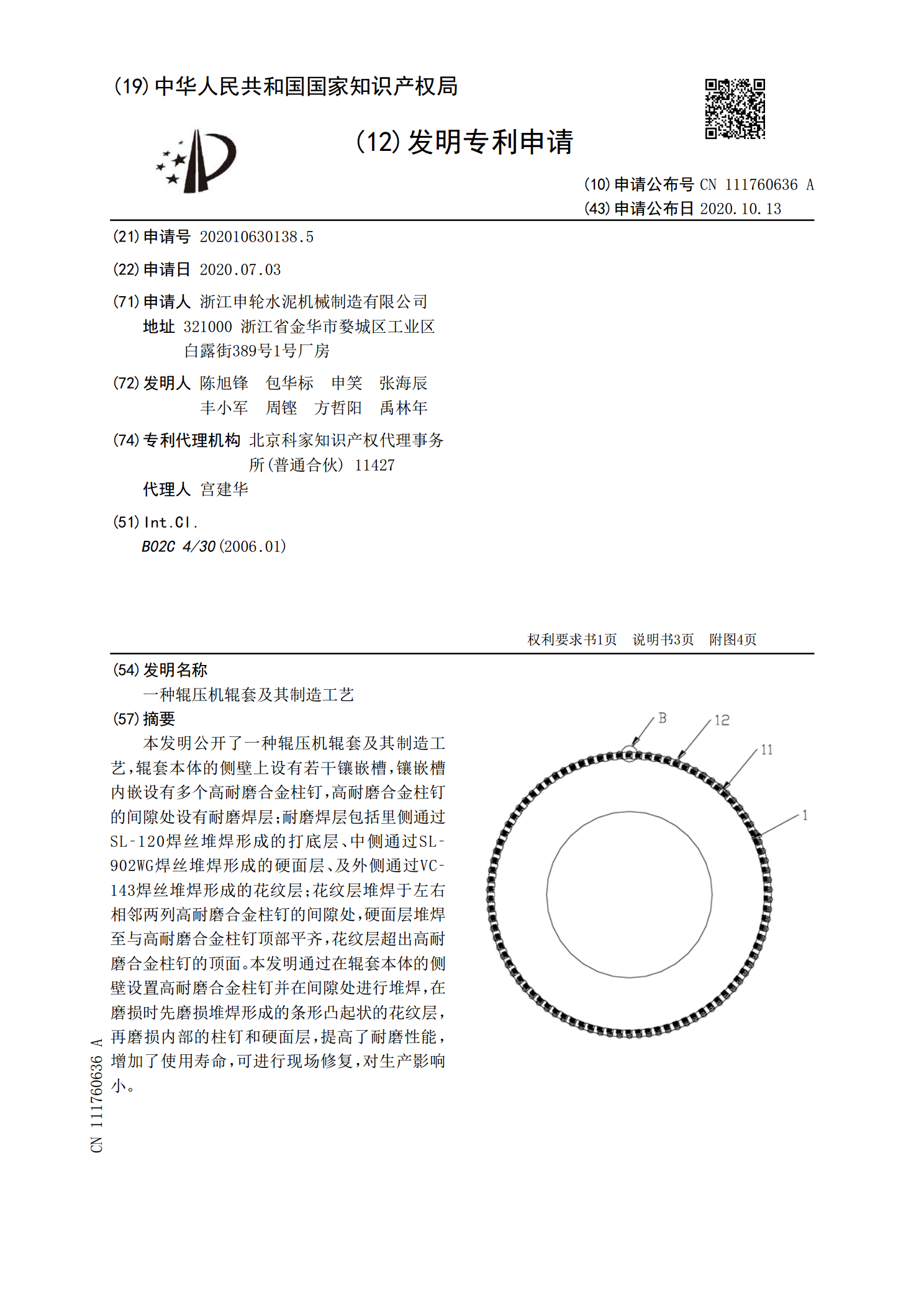
一种辊压机辊套及其制造工艺.pdf
本发明公开了一种辊压机辊套及其制造工艺,辊套本体的侧壁上设有若干镶嵌槽,镶嵌槽内嵌设有多个高耐磨合金柱钉,高耐磨合金柱钉的间隙处设有耐磨焊层;耐磨焊层包括里侧通过SL‑120焊丝堆焊形成的打底层、中侧通过SL‑902WG焊丝堆焊形成的硬面层、及外侧通过VC‑143焊丝堆焊形成的花纹层;花纹层堆焊于左右相邻两列高耐磨合金柱钉的间隙处,硬面层堆焊至与高耐磨合金柱钉顶部平齐,花纹层超出高耐磨合金柱钉的顶面。本发明通过在辊套本体的侧壁设置高耐磨合金柱钉并在间隙处进行堆焊,在磨损时先磨损堆焊形成的条形凸起状的花纹层