
一种车轴轮座的喷钼方法.pdf

Jo****34

1/7
2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车轴轮座的喷钼方法.pdf
本发明提供了一种车轴轮座的喷钼方法,包括步骤:A、预热:基体预热温度至80‑100℃;B、喷砂:喷砂材料采用白口铸铁制成的直径为1.8‑2mm有棱角的铁粒,喷枪与工件之间的枪距为130‑150mm,喷枪火焰温度在140‑150℃;C、喷钼:采用氧‑乙炔火焰喷钼工艺,氧气压力为0.7‑0.8Mpa,乙炔压力为0.01‑0.09Mpa;氧气纯度为99.5‑99.9%,氧气与乙炔的体积比为1‑1.13:1;D、喷钢:以1Cr18Ni9Ti型号的不锈钢钢丝为原料进行喷钢操作;E、保温:工件外径达到φ40.6~φ4
一种特种喷钼同步环的喷钼装置.pdf
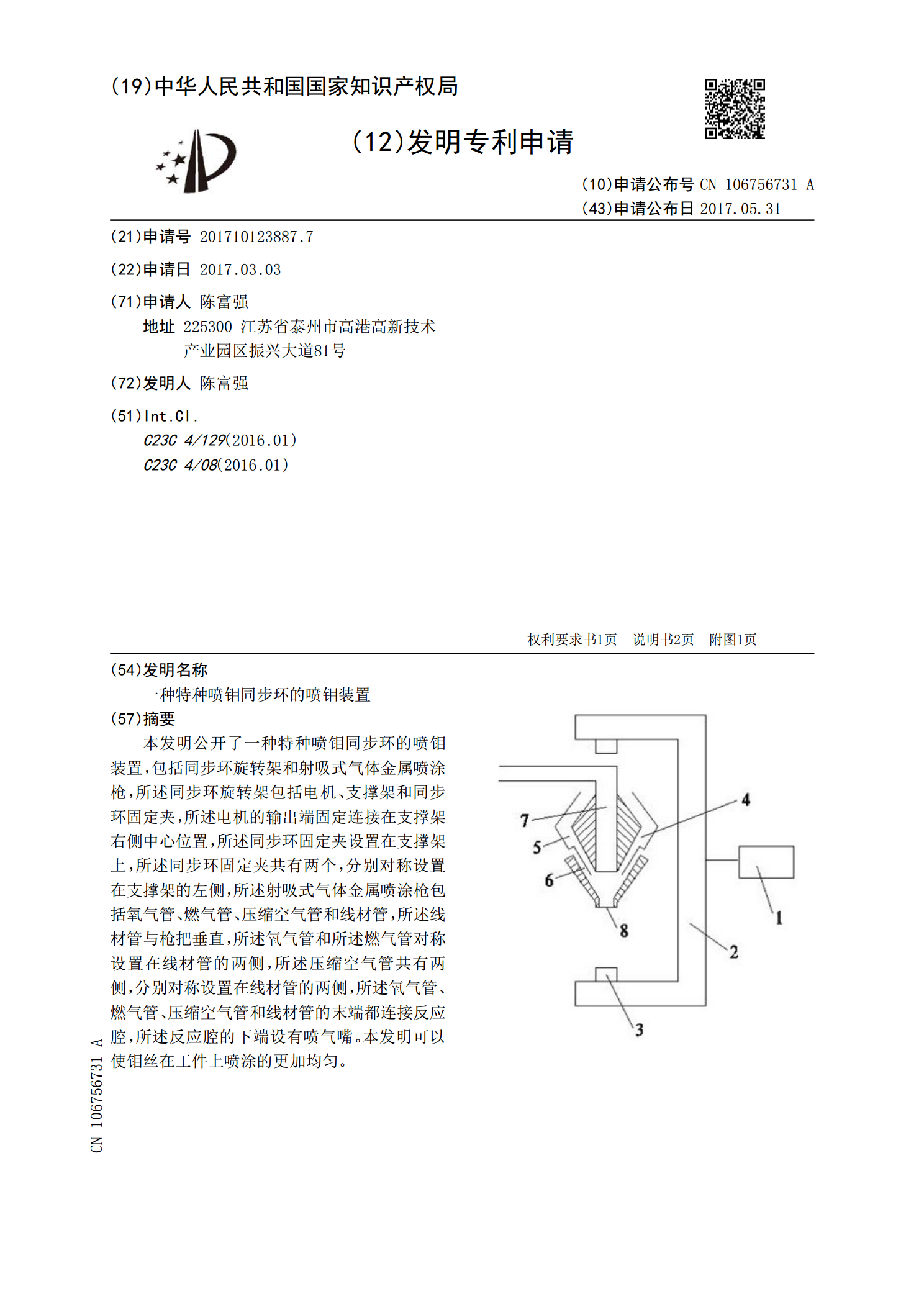
本发明公开了一种特种喷钼同步环的喷钼装置,包括同步环旋转架和射吸式气体金属喷涂枪,所述同步环旋转架包括电机、支撑架和同步环固定夹,所述电机的输出端固定连接在支撑架右侧中心位置,所述同步环固定夹设置在支撑架上,所述同步环固定夹共有两个,分别对称设置在支撑架的左侧,所述射吸式气体金属喷涂枪包括氧气管、燃气管、压缩空气管和线材管,所述线材管与枪把垂直,所述氧气管和所述燃气管对称设置在线材管的两侧,所述压缩空气管共有两侧,分别对称设置在线材管的两侧,所述氧气管、燃气管、压缩空气管和线材管的末端都连接反应腔,所述反

一种用于检测车轴轮座尺寸的测量仪.pdf
本发明公开了一种用于检测车轴轮座尺寸的测量仪,其包括测量仪包括基体和测量体,本发明中的测量仪使用时,首先将基体的支撑面配合支撑于小径段或者R弧段,然后调节测量体相对基体的位置,使测量体的定位弧面抵靠R弧段且凸出部的底面搭靠大径段的表面,从而实现测量体位置的确定,此时观察倒角段的上边缘和下边缘是否位于轴向测量区域和径向测量区域范围内部,如果倒角段的上边缘和下边缘别位于轴向测量区域和径向测量区域内部,则认为倒角段的尺寸合格,否则倒角段的尺寸不满足要求;本文所提供的上述测量仪能够直观检测出倒角段的尺寸是否满足要

一种特种喷钼同步环.pdf
本发明公开了一种特种喷钼同步环,包括同步环本体和圆形套环,所述圆形套环的外圆柱面上间隔设置有六段弧度相等的由若干均布的轮齿组成的轮齿段,所述的间隔的距离为分为大间隔距离和小间隔距离,在圆形套环的一端设置有缩径的台阶,圆形套环及台阶的内圆柱面为一锥面,所述锥面上设置有喷钼层,所述锥面上的轴向油槽和螺纹油线,由于采用细螺纹油线,所以在相同螺距情况下,细螺纹油线的螺线截面排油面积更大,排油效果更好,可以更快的带走摩擦产生的热量,有利于提高摩擦过程的稳定性,从而提高了同步环的使用寿命,且采用一步锻造成型模式,无需

喷钼机.pdf
一种喷钼机,由工件转盘、喷钼机身、钼丝架、电控箱构成,转盘、喷钼机身、钼丝架、电控箱依次放置;工件转盘的构成:在支架上设有立柱,立柱上通过轴承支撑有转盘,转盘两端设有工件装夹盘,工件装夹盘通过单独的电机带动;转盘的下端设有转臂,转臂与一个摆动气缸连接;喷钼机身的结构:在机座上设有垂直的丝杠副,丝杠的一端与电机连接,丝杠副的丝母与一个连接板固定连接,连接板上连接有两根导柱,导柱在机座内导向,导柱上端连接有安装架,安装架上有喷枪,安装架上设有送丝轮,送丝轮通过电机带动;电控箱内设有工件装夹盘的电机、丝杠的电机