
汽车真空源泵室制造方法.pdf

论文****可爱

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车真空源泵室制造方法.pdf
本申请公开了一种汽车真空源泵室制造方法,包括步骤:压制成型:将水雾化不锈钢粉末置于模具中压制成型,压成压坯;烧结处理:将压坯放置在推舟炉内进行烧结形成烧结体;整形处理:烧结体用液压机进行压制整型形成真空源泵室压件;机加工处理:采用砂轮对真空源泵室压件的平面进行研磨;产品整理:将机加工处理后的真空源泵室压件进行清洗和烘干处理。本申请提供的技术方案通过采用水雾化不锈钢粉末进行汽车真空源泵室的生产,充分考虑了使用状况,在多个方面进行了改进,特别是对粉末冶金不锈钢烧结的难点、烧结变形,以及在此基础上针对产品形位公
制造真空泵的构件的方法、真空泵的构件和真空泵.pdf
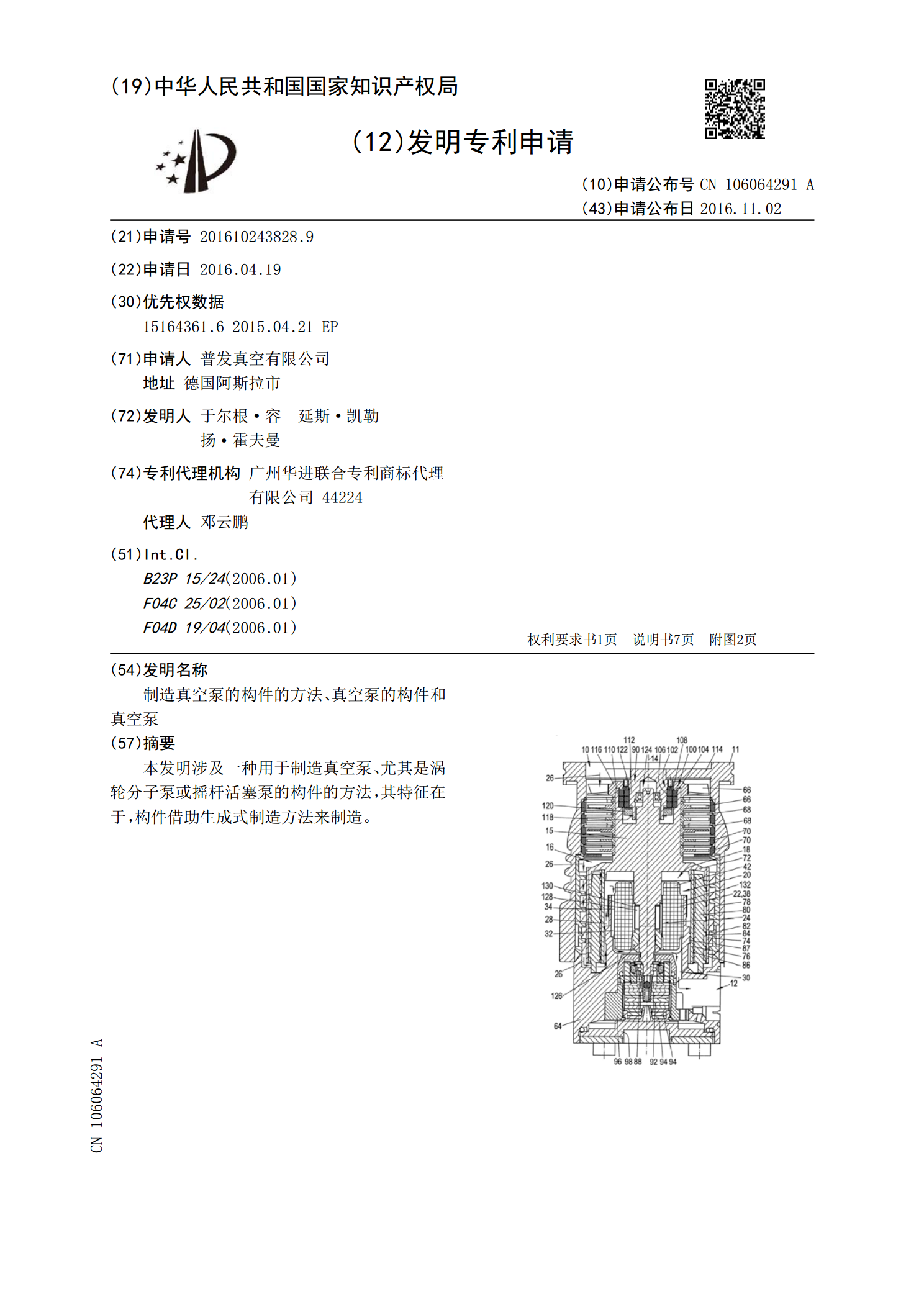
本发明涉及一种用于制造真空泵、尤其是涡轮分子泵或摇杆活塞泵的构件的方法,其特征在于,构件借助生成式制造方法来制造。
真空室、用于制造真空室的方法和用于重制真空室的方法.pdf
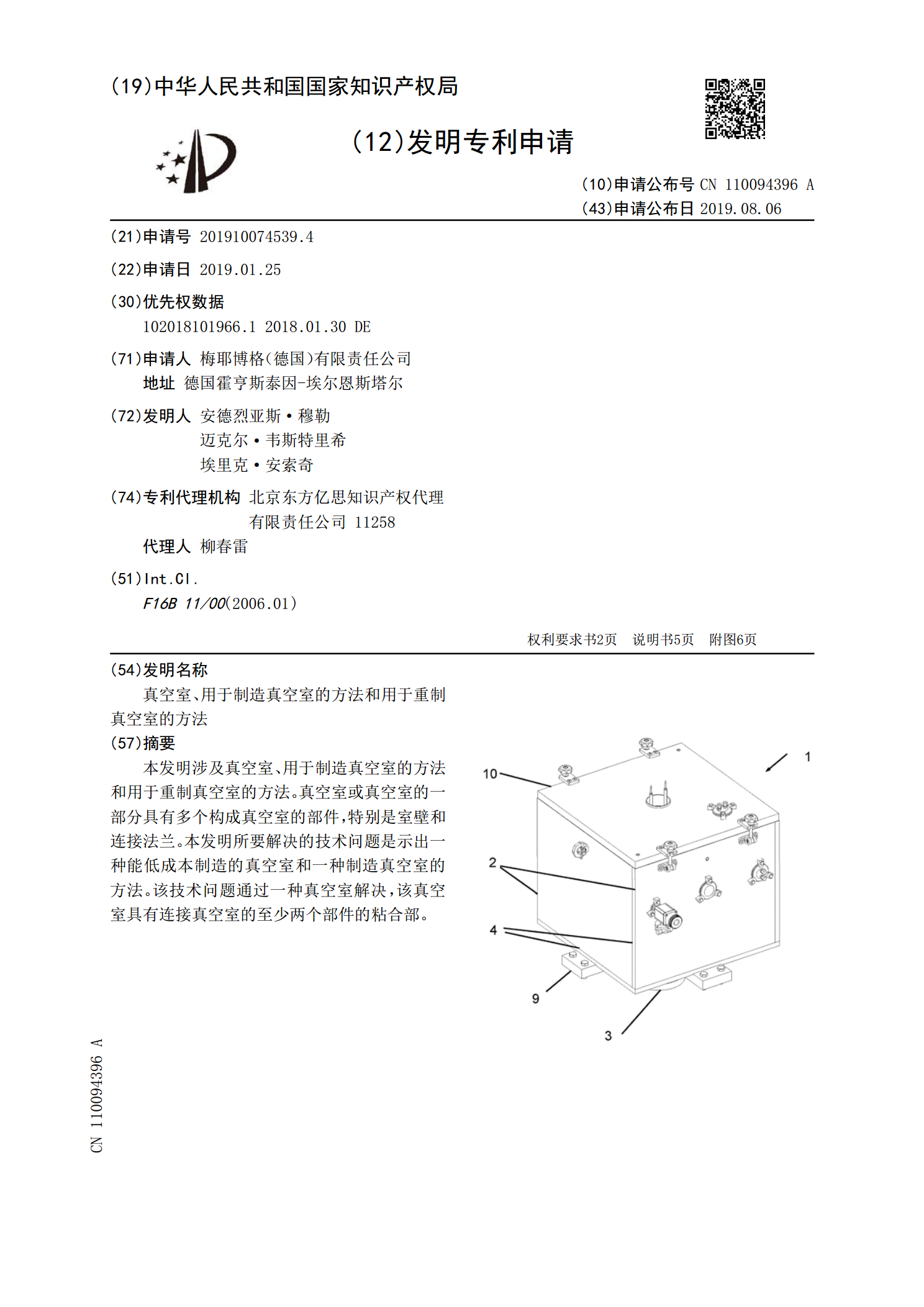
本发明涉及真空室、用于制造真空室的方法和用于重制真空室的方法。真空室或真空室的一部分具有多个构成真空室的部件,特别是室壁和连接法兰。本发明所要解决的技术问题是示出一种能低成本制造的真空室和一种制造真空室的方法。该技术问题通过一种真空室解决,该真空室具有连接真空室的至少两个部件的粘合部。
真空泵、真空泵的旋转体和静翼及其制造方法.pdf
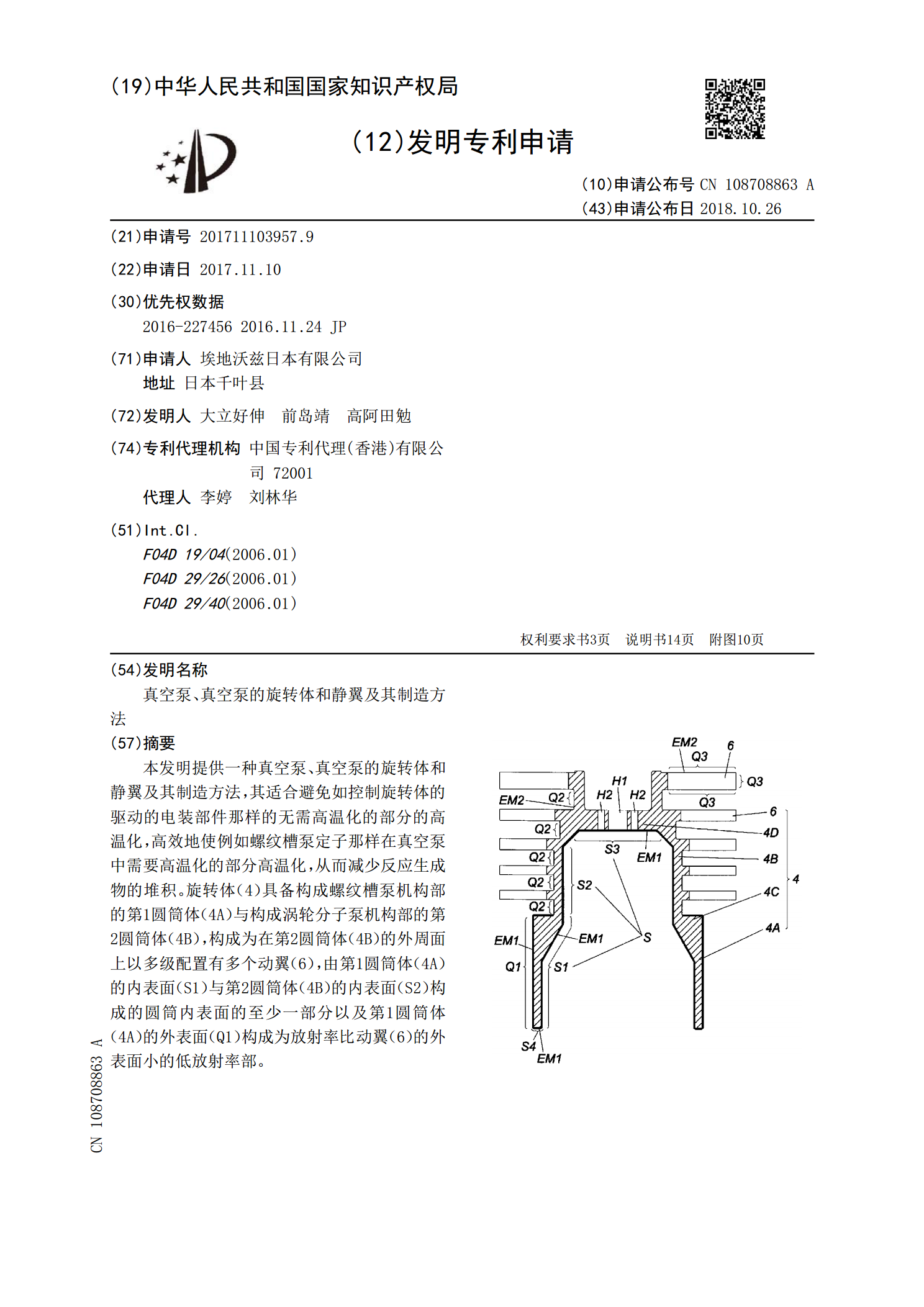
本发明提供一种真空泵、真空泵的旋转体和静翼及其制造方法,其适合避免如控制旋转体的驱动的电装部件那样的无需高温化的部分的高温化,高效地使例如螺纹槽泵定子那样在真空泵中需要高温化的部分高温化,从而减少反应生成物的堆积。旋转体(4)具备构成螺纹槽泵机构部的第1圆筒体(4A)与构成涡轮分子泵机构部的第2圆筒体(4B),构成为在第2圆筒体(4B)的外周面上以多级配置有多个动翼(6),由第1圆筒体(4A)的内表面(S1)与第2圆筒体(4B)的内表面(S2)构成的圆筒内表面的至少一部分以及第1圆筒体(4A)的外表面(Q
用于真空泵的转子设施及其制造方法.pdf
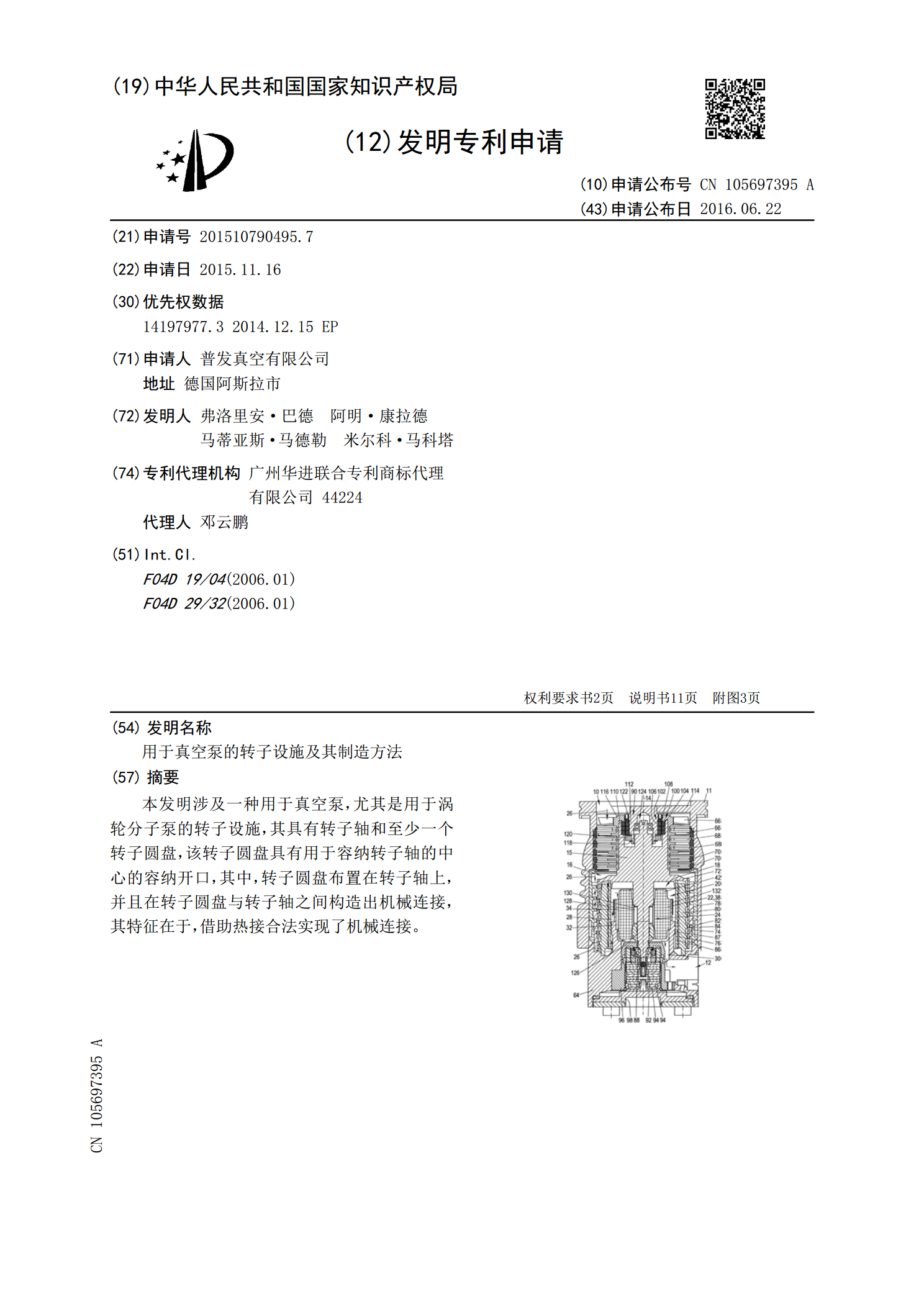
本发明涉及一种用于真空泵,尤其是用于涡轮分子泵的转子设施,其具有转子轴和至少一个转子圆盘,该转子圆盘具有用于容纳转子轴的中心的容纳开口,其中,转子圆盘布置在转子轴上,并且在转子圆盘与转子轴之间构造出机械连接,其特征在于,借助热接合法实现了机械连接。