
一种止动环加工方法.pdf

一条****杉淑


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种止动环加工方法.pdf
本发明公开了一种止动环加工方法,由以下工艺步骤组成:1)用冲径模冲止动环的内径和外径;2)冲压校平止动环平面;3)用磨床软磨加工止动环的正反两个平面;4)热处理,由连续炉淬回火5)用无心磨磨止动环的外径;6)硬磨止动环的正反两个平面;7)在内圆模上磨止动环的内径;8)止动环正反两面内径、外径倒角;9)将止动环于125‑135℃的温度条件下,保持6‑10小时,然后于空气中自然冷却,对半成品进行稳定处理,消除加工应力;10)止动环正反两个平面精磨。采用本发明制备方法制得的止动环,具有较高的机械性能和耐磨性,从
一种轨道轮止动装置及止动方法.pdf
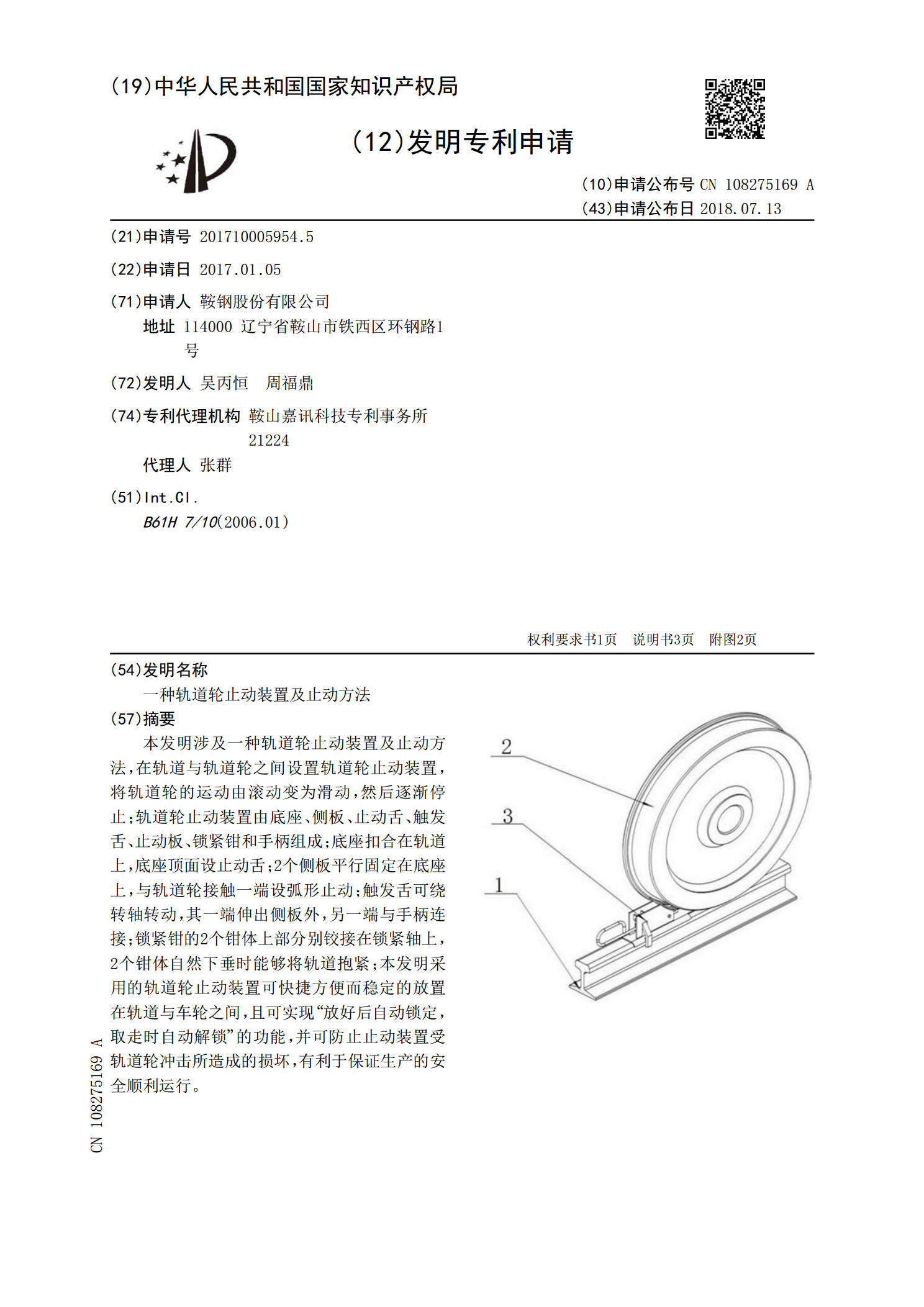
本发明涉及一种轨道轮止动装置及止动方法,在轨道与轨道轮之间设置轨道轮止动装置,将轨道轮的运动由滚动变为滑动,然后逐渐停止;轨道轮止动装置由底座、侧板、止动舌、触发舌、止动板、锁紧钳和手柄组成;底座扣合在轨道上,底座顶面设止动舌;2个侧板平行固定在底座上,与轨道轮接触一端设弧形止动;触发舌可绕转轴转动,其一端伸出侧板外,另一端与手柄连接;锁紧钳的2个钳体上部分别铰接在锁紧轴上,2个钳体自然下垂时能够将轨道抱紧;本发明采用的轨道轮止动装置可快捷方便而稳定的放置在轨道与车轮之间,且可实现“放好后自动锁定,取走时
一种带有斜面结构止动销的加工方法.pdf
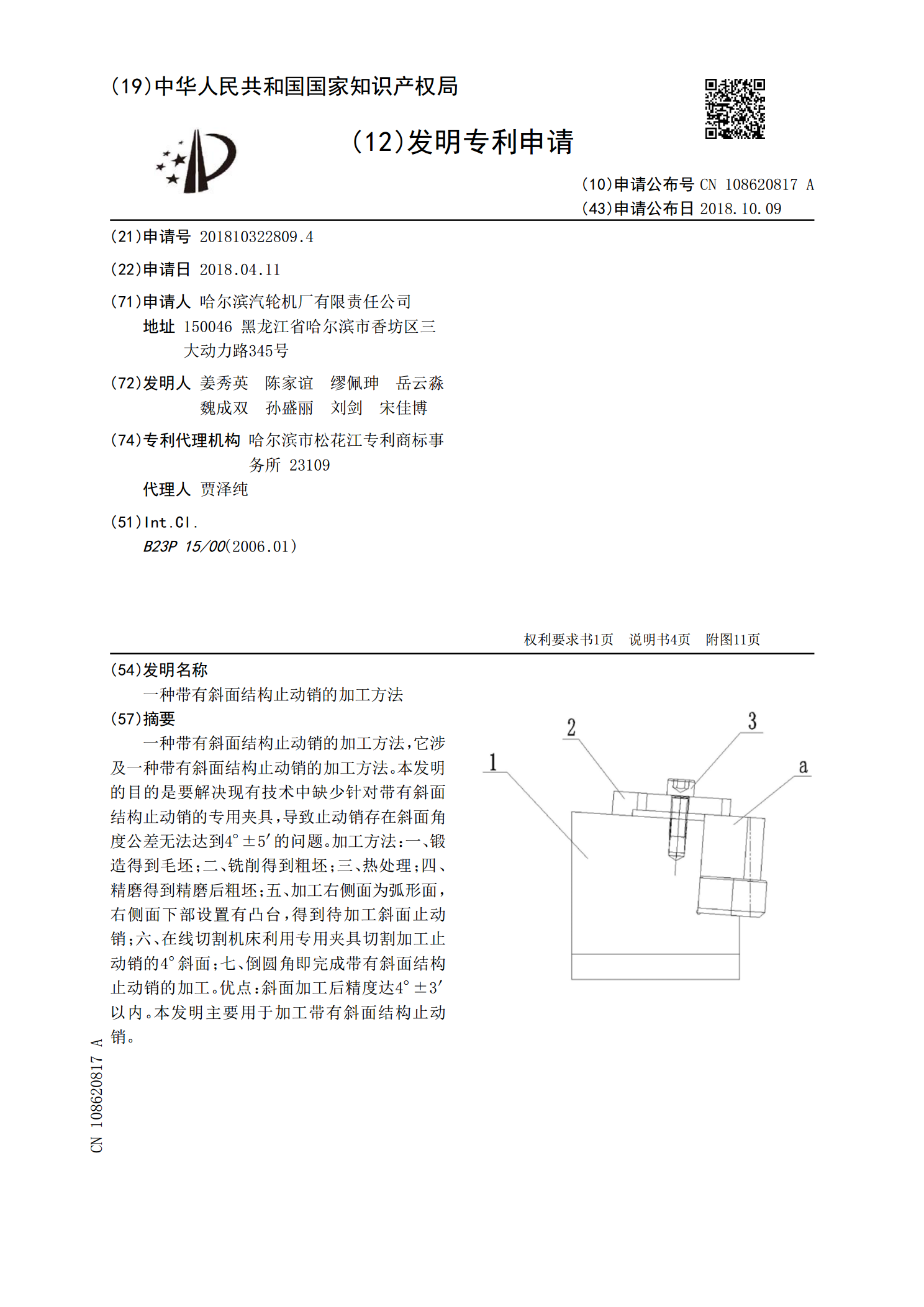
一种带有斜面结构止动销的加工方法,它涉及一种带有斜面结构止动销的加工方法。本发明的目的是要解决现有技术中缺少针对带有斜面结构止动销的专用夹具,导致止动销存在斜面角度公差无法达到4°±5′的问题。加工方法:一、锻造得到毛坯;二、铣削得到粗坯;三、热处理;四、精磨得到精磨后粗坯;五、加工右侧面为弧形面,右侧面下部设置有凸台,得到待加工斜面止动销;六、在线切割机床利用专用夹具切割加工止动销的4°斜面;七、倒圆角即完成带有斜面结构止动销的加工。优点:斜面加工后精度达4°±3′以内。本发明主要用于加工带有斜面结构止

一种高稳定性减震止动环及其加工工艺.pdf
本发明涉及止动环加工技术领域,公开了一种高稳定性减震止动环,包括止动环本体、第一倒角、第二倒角、第一圆环、钢套、滑块、环形焊槽、第二圆环、条形方槽、衬套、环形槽、第一对接焊槽和第二对接焊槽。本发明设计合理,通过用连接焊件放置在对应的两个第一对接焊槽和第二对接焊槽内进行焊接,改变了传统止动环留有间隙的结构,有利于通过焊接形成封闭环体来增强对限位器带来冲撞力的抗冲击强度,通过钢套内部分别与第一圆环、第二圆环及滑块滑动贴靠,在力的相互作用下,达到止动环本体与钢套之间接触受力方向也随之改变的效果,有利于将止动环水
一种轴承止动环装配头.pdf
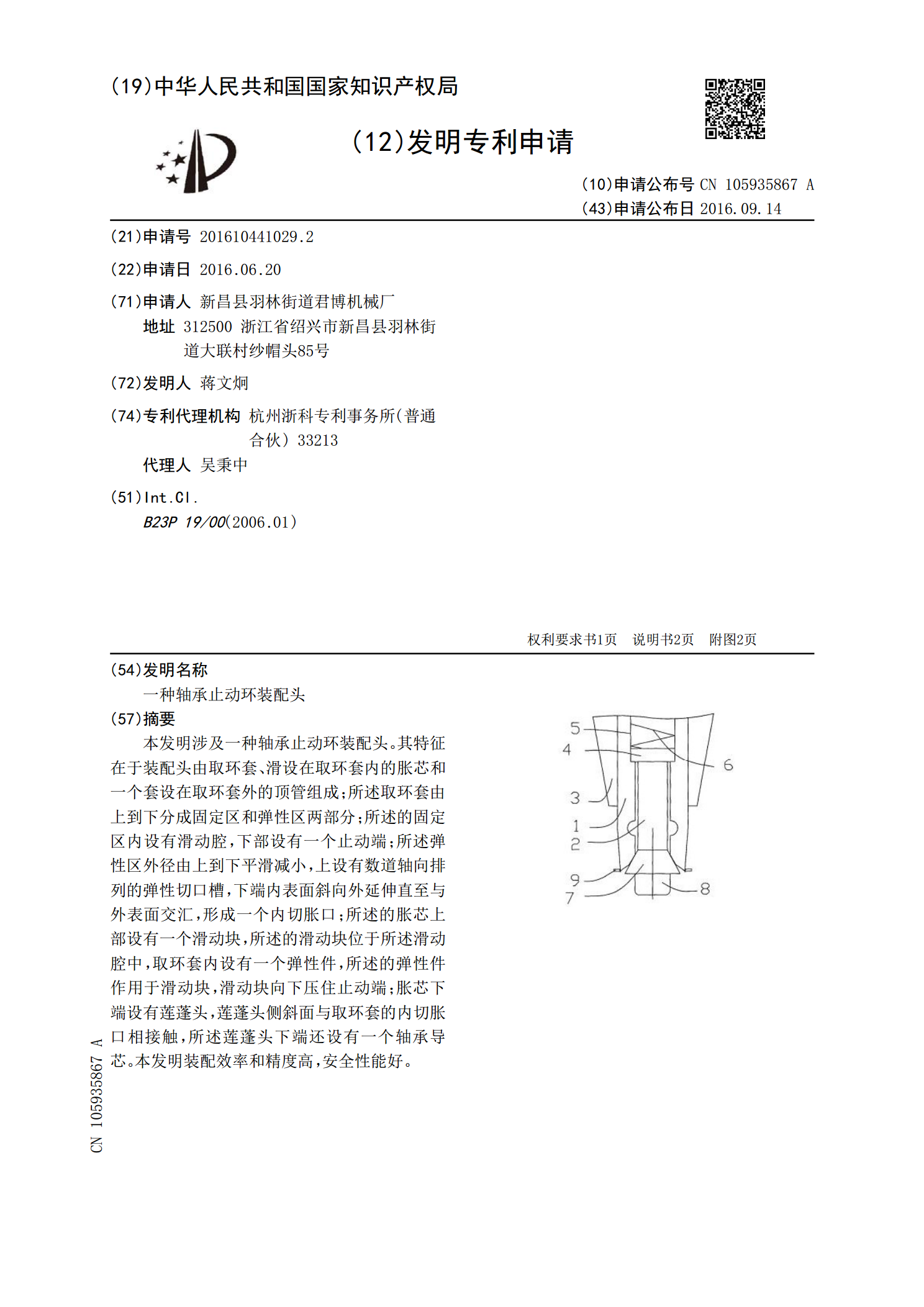
本发明涉及一种轴承止动环装配头。其特征在于装配头由取环套、滑设在取环套内的胀芯和一个套设在取环套外的顶管组成;所述取环套由上到下分成固定区和弹性区两部分;所述的固定区内设有滑动腔,下部设有一个止动端;所述弹性区外径由上到下平滑减小,上设有数道轴向排列的弹性切口槽,下端内表面斜向外延伸直至与外表面交汇,形成一个内切胀口;所述的胀芯上部设有一个滑动块,所述的滑动块位于所述滑动腔中,取环套内设有一个弹性件,所述的弹性件作用于滑动块,滑动块向下压住止动端;胀芯下端设有莲蓬头,莲蓬头侧斜面与取环套的内切胀口相接触,