
一种带有斜面结构止动销的加工方法.pdf

兴朝****45

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种带有斜面结构止动销的加工方法.pdf
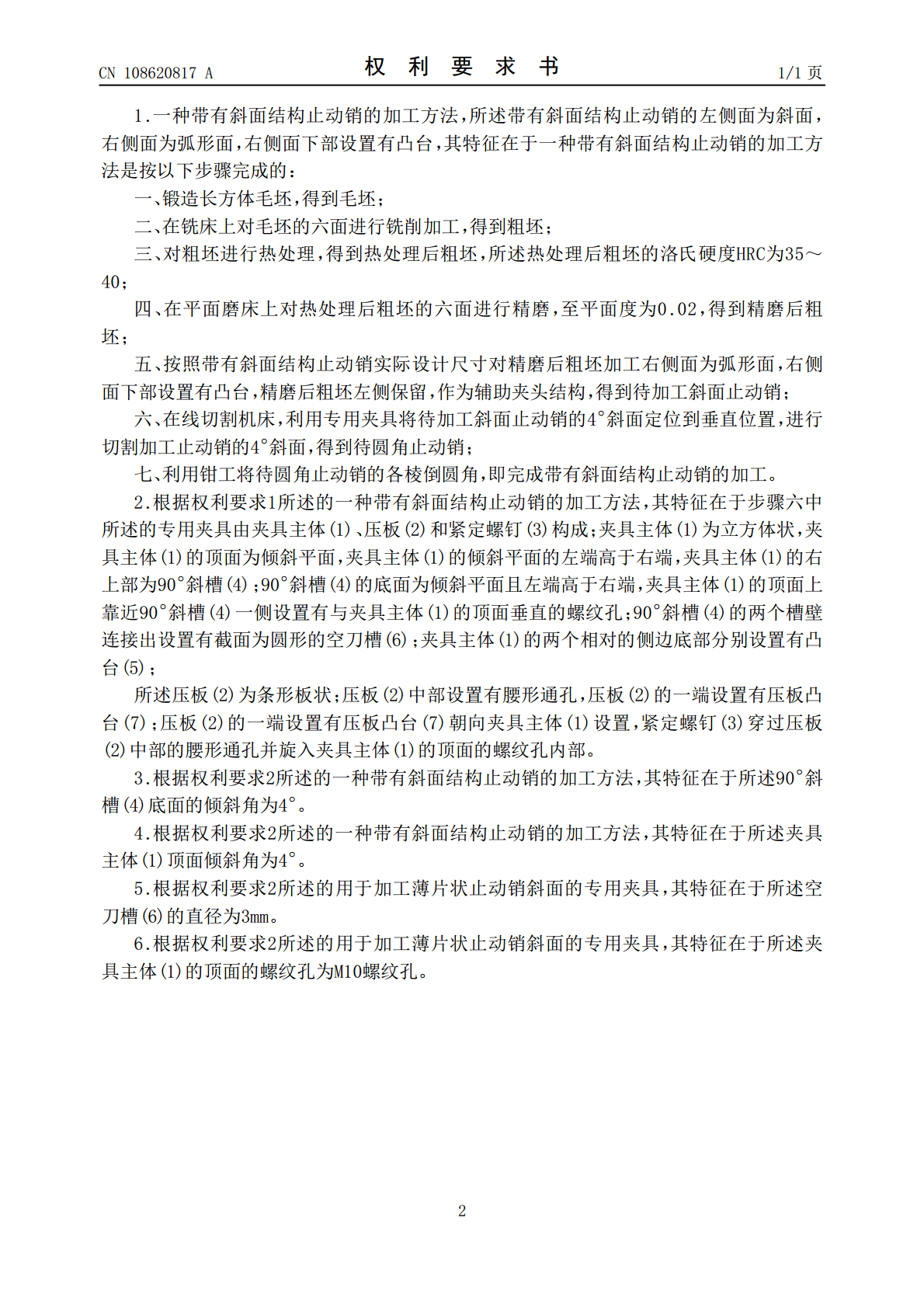
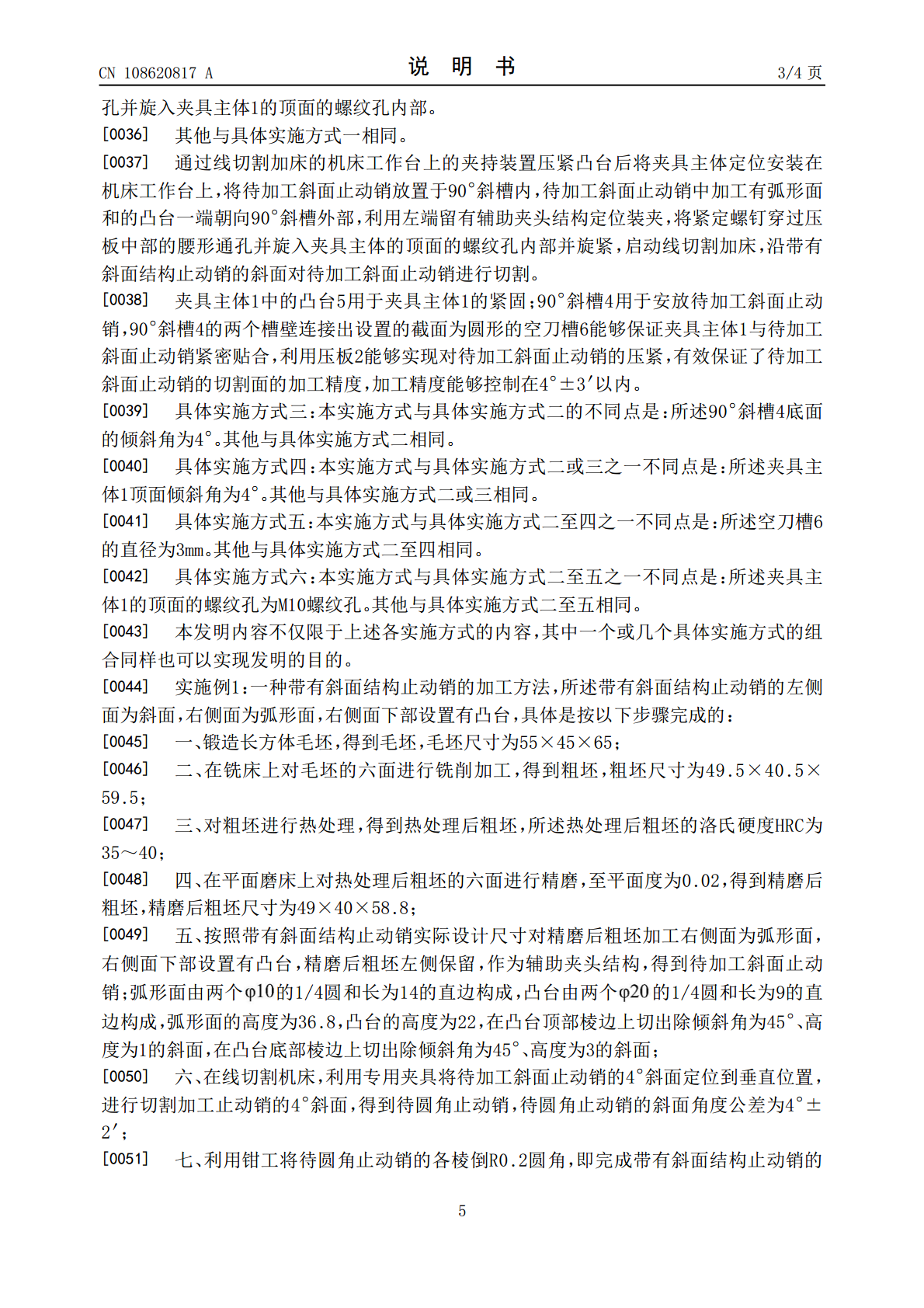
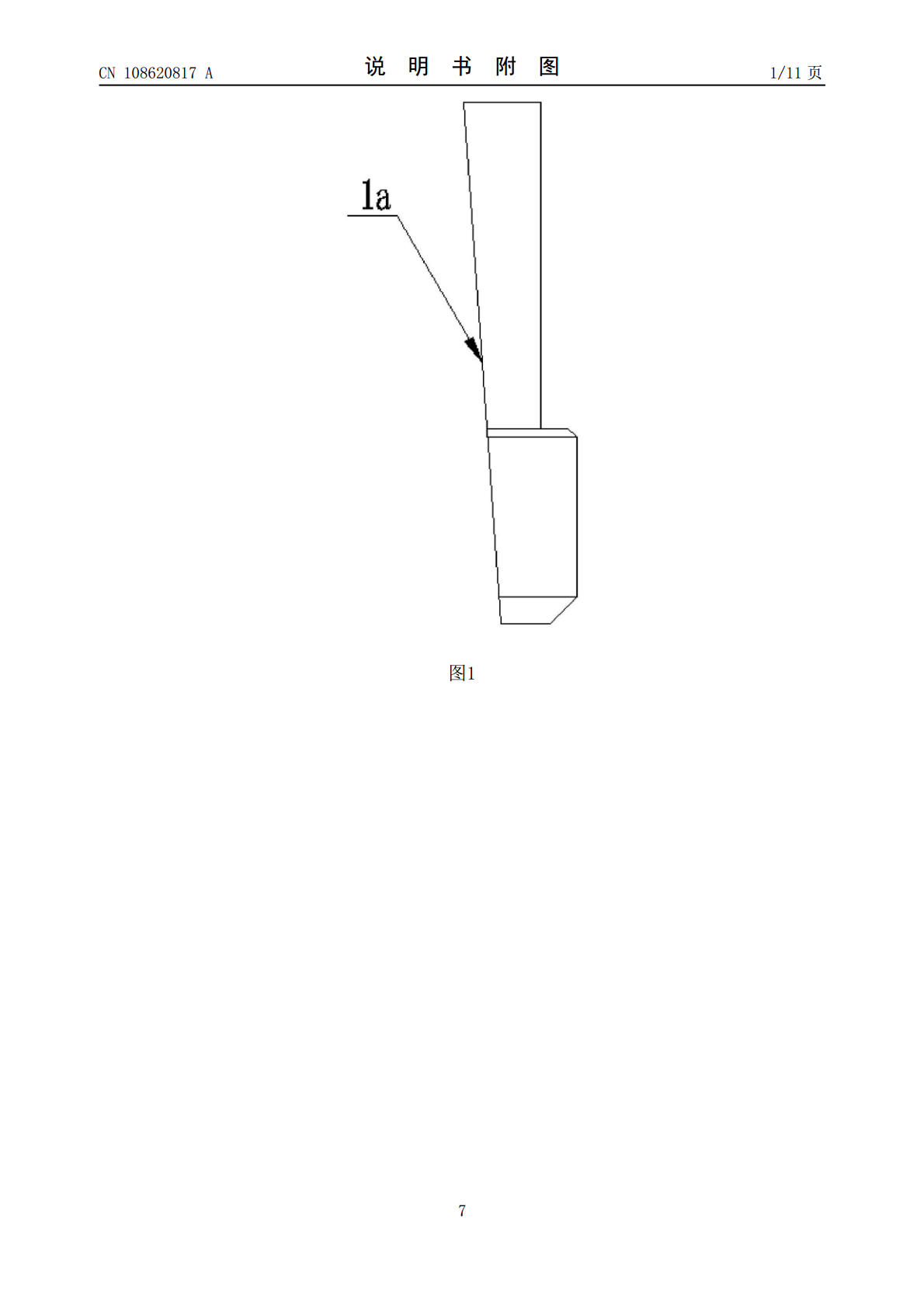
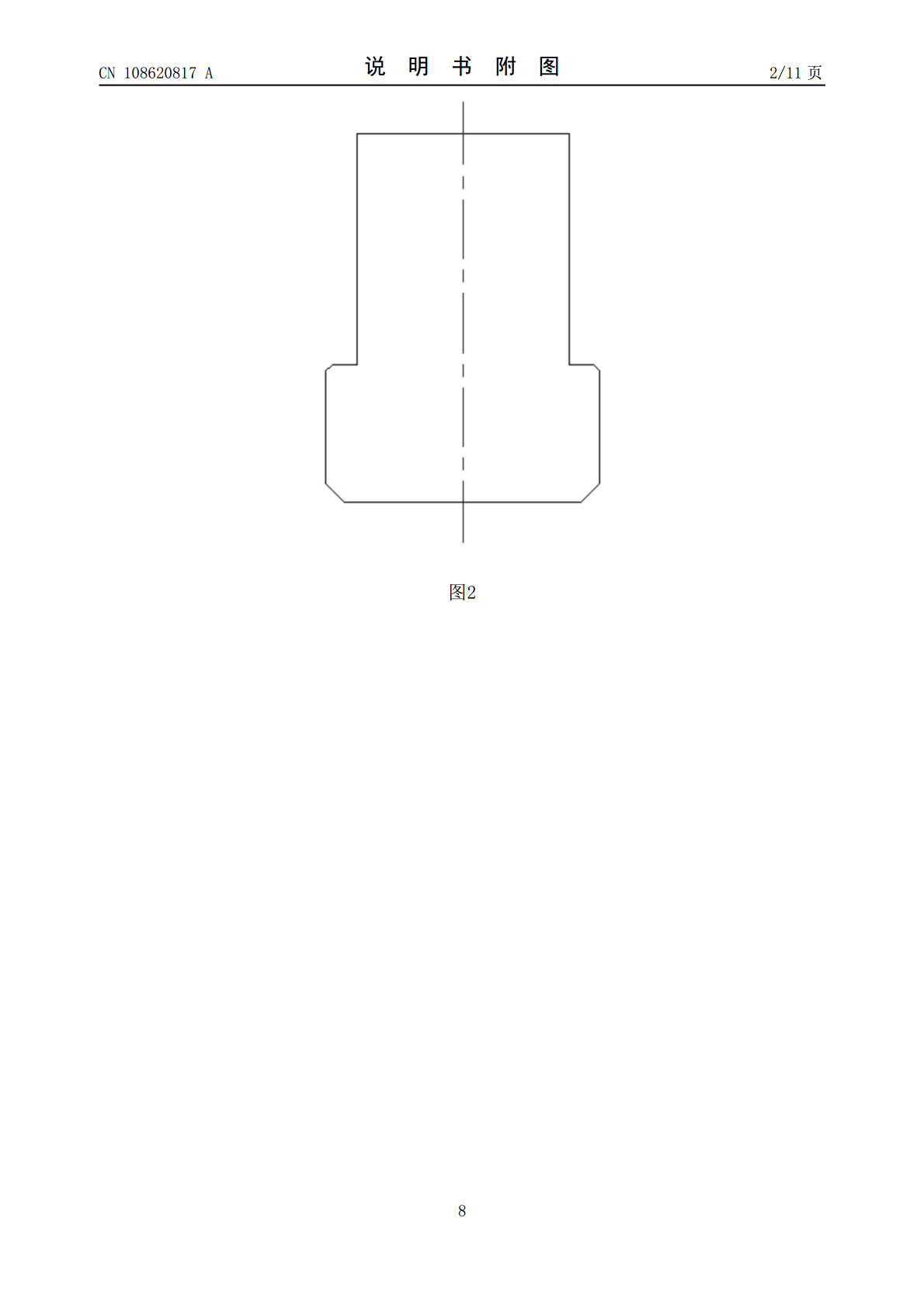
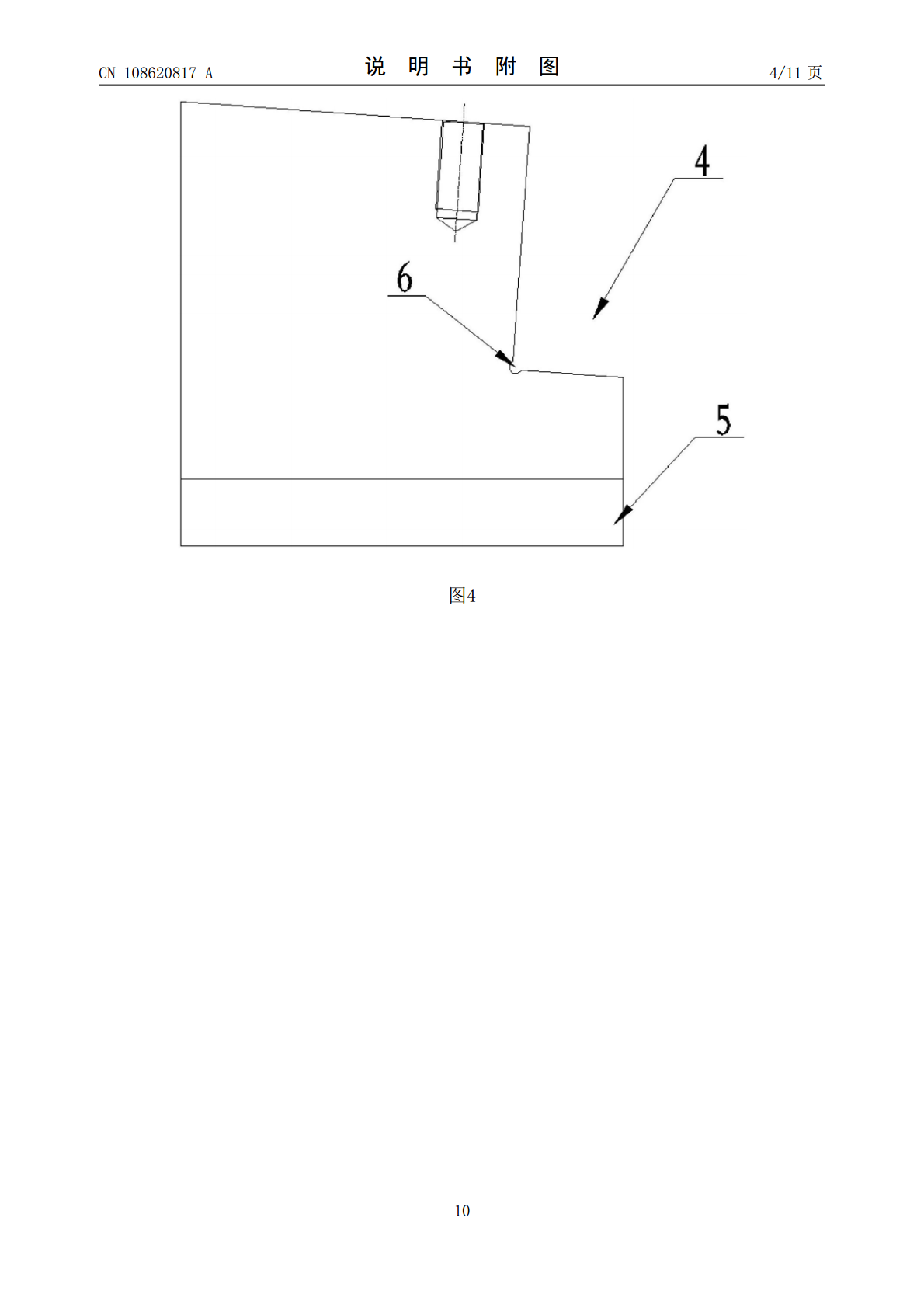
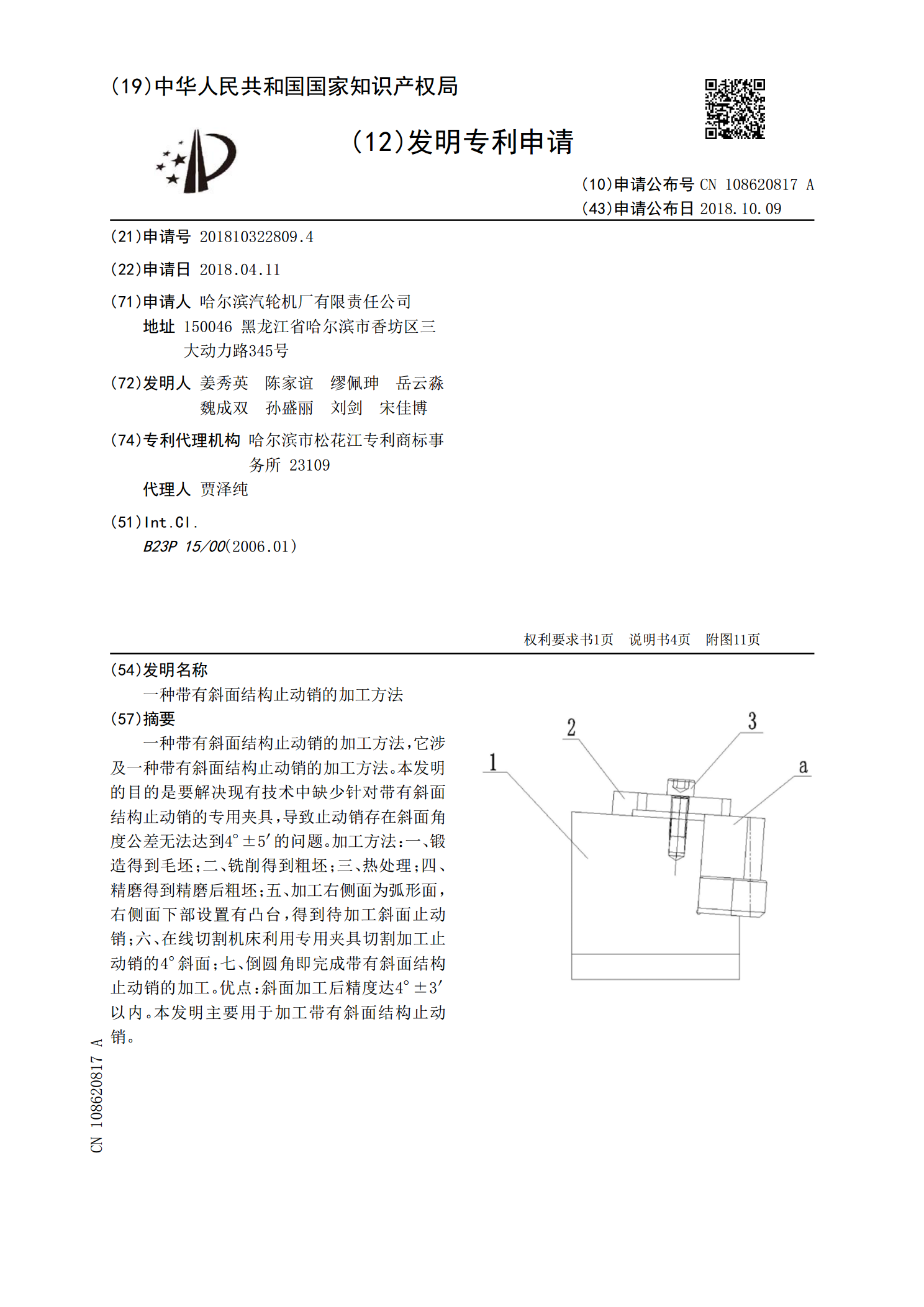
一种带有斜面结构止动销的加工方法,它涉及一种带有斜面结构止动销的加工方法。本发明的目的是要解决现有技术中缺少针对带有斜面结构止动销的专用夹具,导致止动销存在斜面角度公差无法达到4°±5′的问题。加工方法:一、锻造得到毛坯;二、铣削得到粗坯;三、热处理;四、精磨得到精磨后粗坯;五、加工右侧面为弧形面,右侧面下部设置有凸台,得到待加工斜面止动销;六、在线切割机床利用专用夹具切割加工止动销的4°斜面;七、倒圆角即完成带有斜面结构止动销的加工。优点:斜面加工后精度达4°±3′以内。本发明主要用于加工带有斜面结构止
一种带有止动销的阀门.pdf
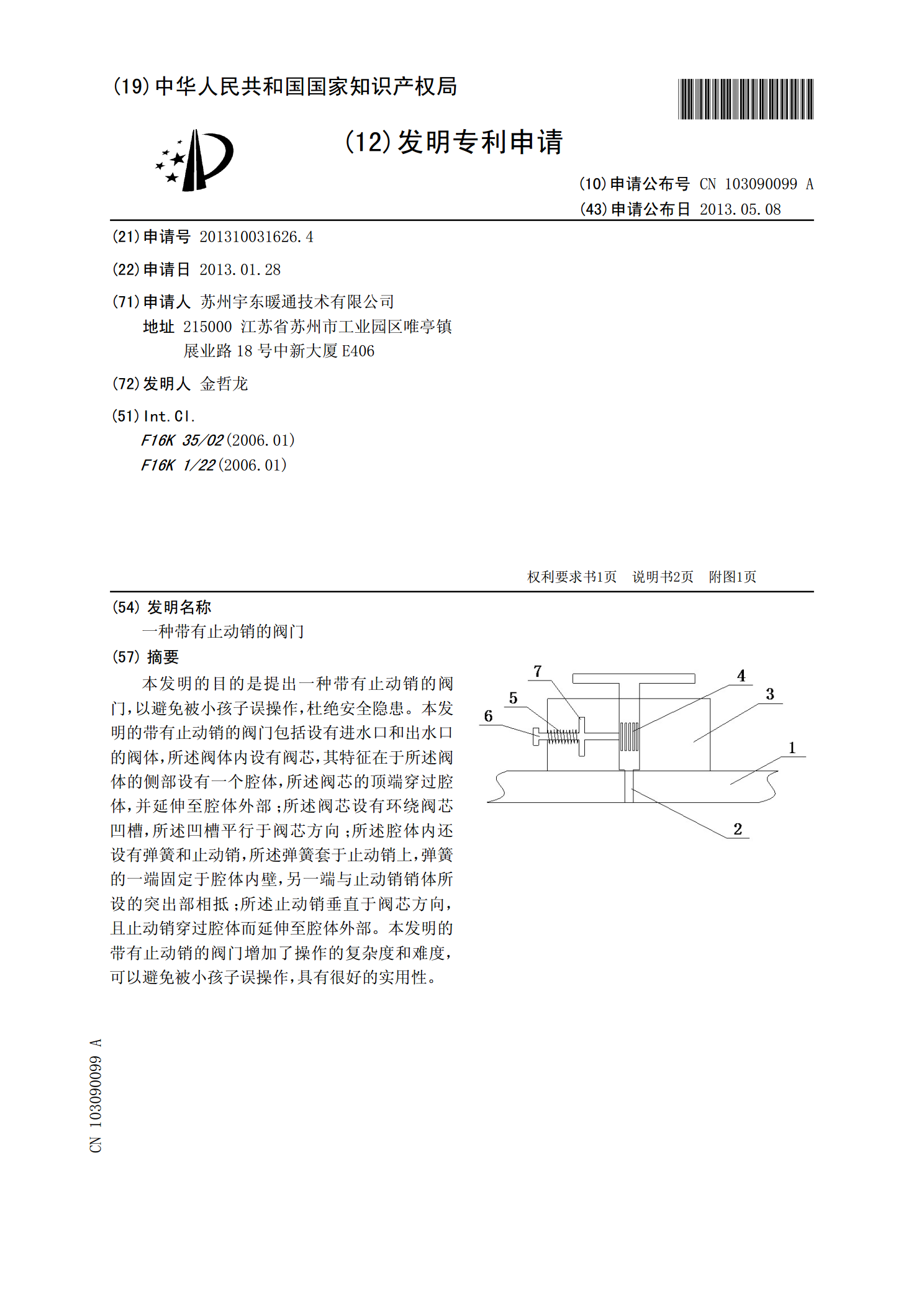
本发明的目的是提出一种带有止动销的阀门,以避免被小孩子误操作,杜绝安全隐患。本发明的带有止动销的阀门包括设有进水口和出水口的阀体,所述阀体内设有阀芯,其特征在于所述阀体的侧部设有一个腔体,所述阀芯的顶端穿过腔体,并延伸至腔体外部;所述阀芯设有环绕阀芯凹槽,所述凹槽平行于阀芯方向;所述腔体内还设有弹簧和止动销,所述弹簧套于止动销上,弹簧的一端固定于腔体内壁,另一端与止动销销体所设的突出部相抵;所述止动销垂直于阀芯方向,且止动销穿过腔体而延伸至腔体外部。本发明的带有止动销的阀门增加了操作的复杂度和难度,可以避
一种止动环加工方法.pdf
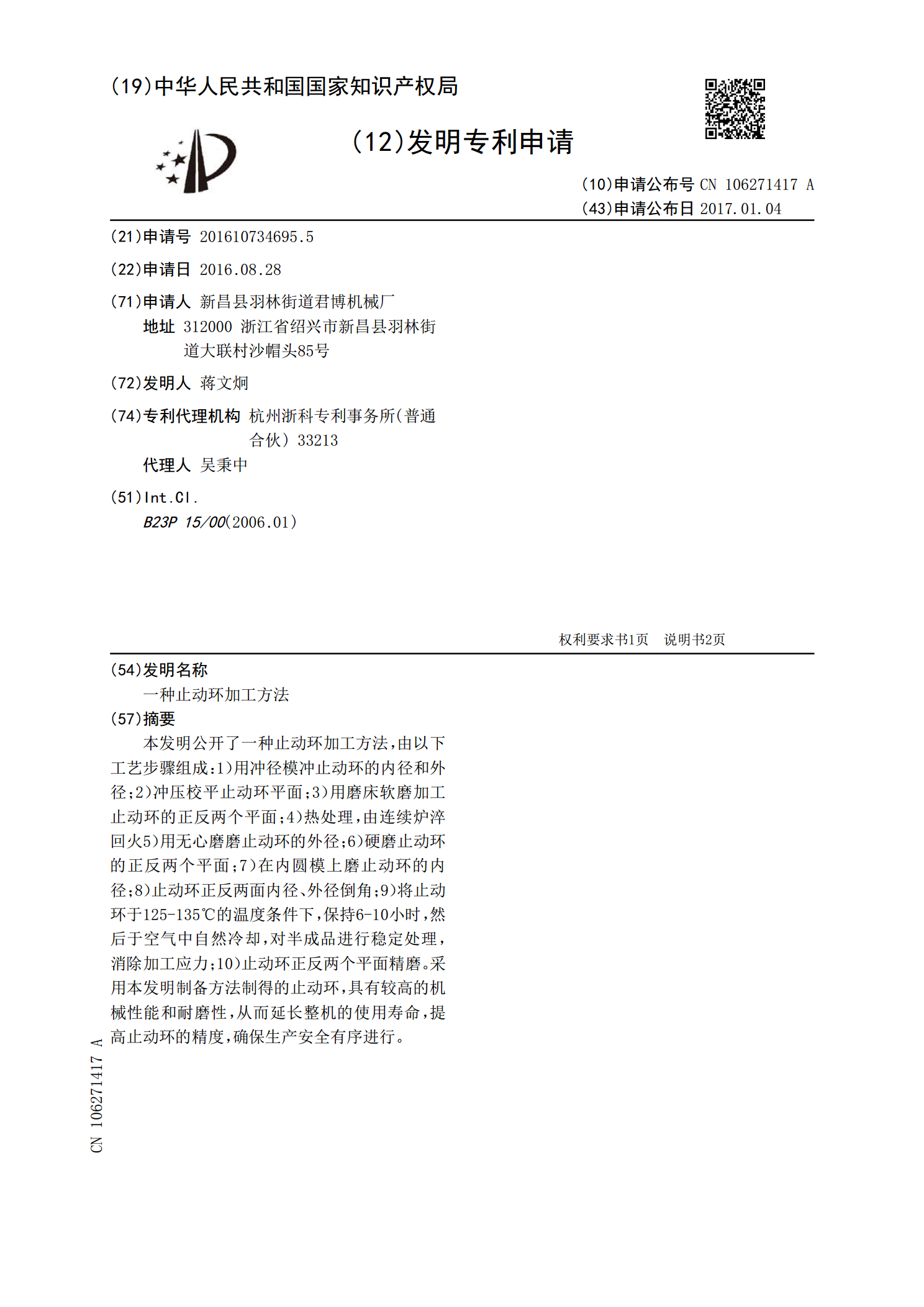
本发明公开了一种止动环加工方法,由以下工艺步骤组成:1)用冲径模冲止动环的内径和外径;2)冲压校平止动环平面;3)用磨床软磨加工止动环的正反两个平面;4)热处理,由连续炉淬回火5)用无心磨磨止动环的外径;6)硬磨止动环的正反两个平面;7)在内圆模上磨止动环的内径;8)止动环正反两面内径、外径倒角;9)将止动环于125‑135℃的温度条件下,保持6‑10小时,然后于空气中自然冷却,对半成品进行稳定处理,消除加工应力;10)止动环正反两个平面精磨。采用本发明制备方法制得的止动环,具有较高的机械性能和耐磨性,从
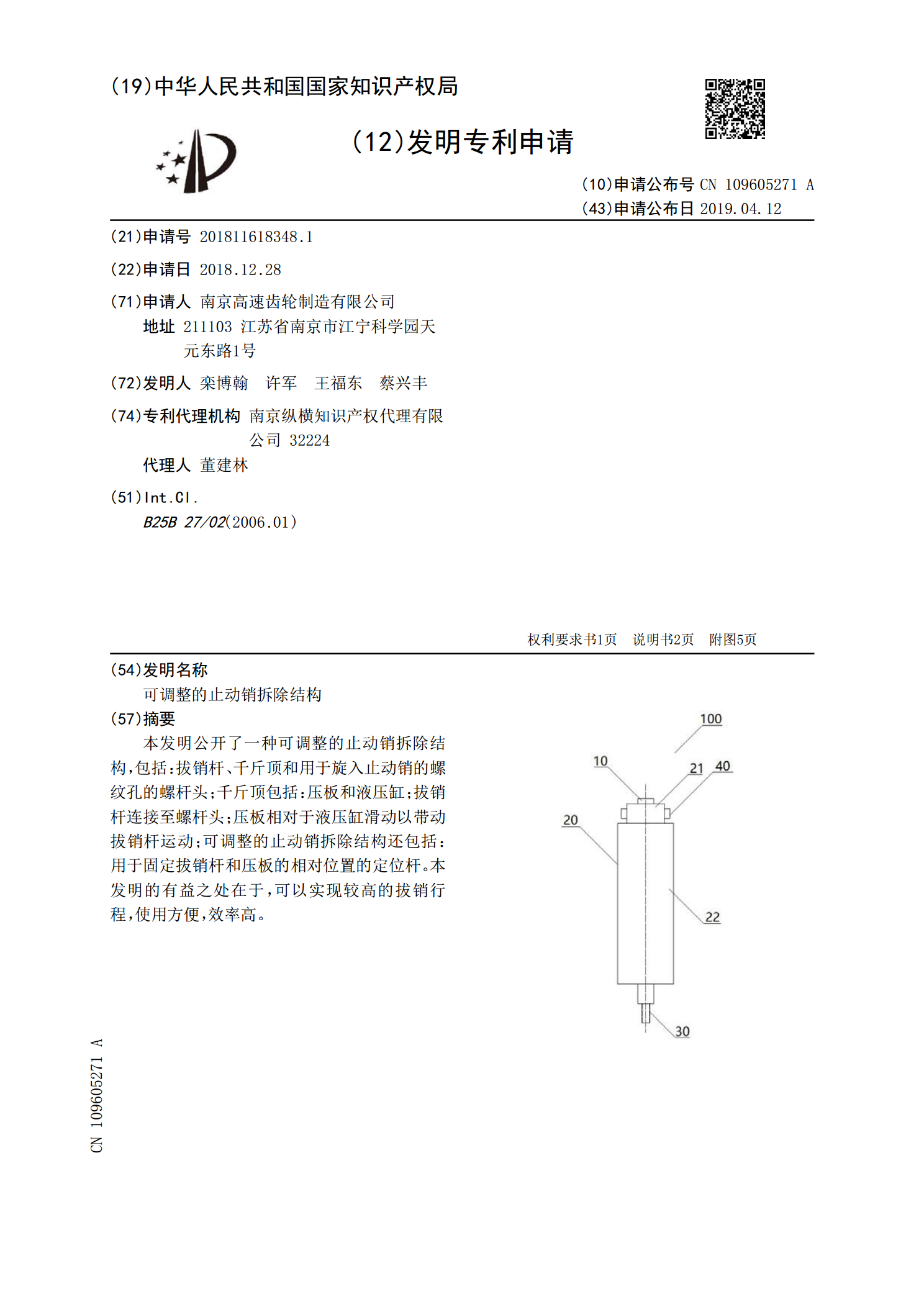
可调整的止动销拆除结构.pdf
本发明公开了一种可调整的止动销拆除结构,包括:拔销杆、千斤顶和用于旋入止动销的螺纹孔的螺杆头;千斤顶包括:压板和液压缸;拔销杆连接至螺杆头;压板相对于液压缸滑动以带动拔销杆运动;可调整的止动销拆除结构还包括:用于固定拔销杆和压板的相对位置的定位杆。本发明的有益之处在于,可以实现较高的拔销行程,使用方便,效率高。
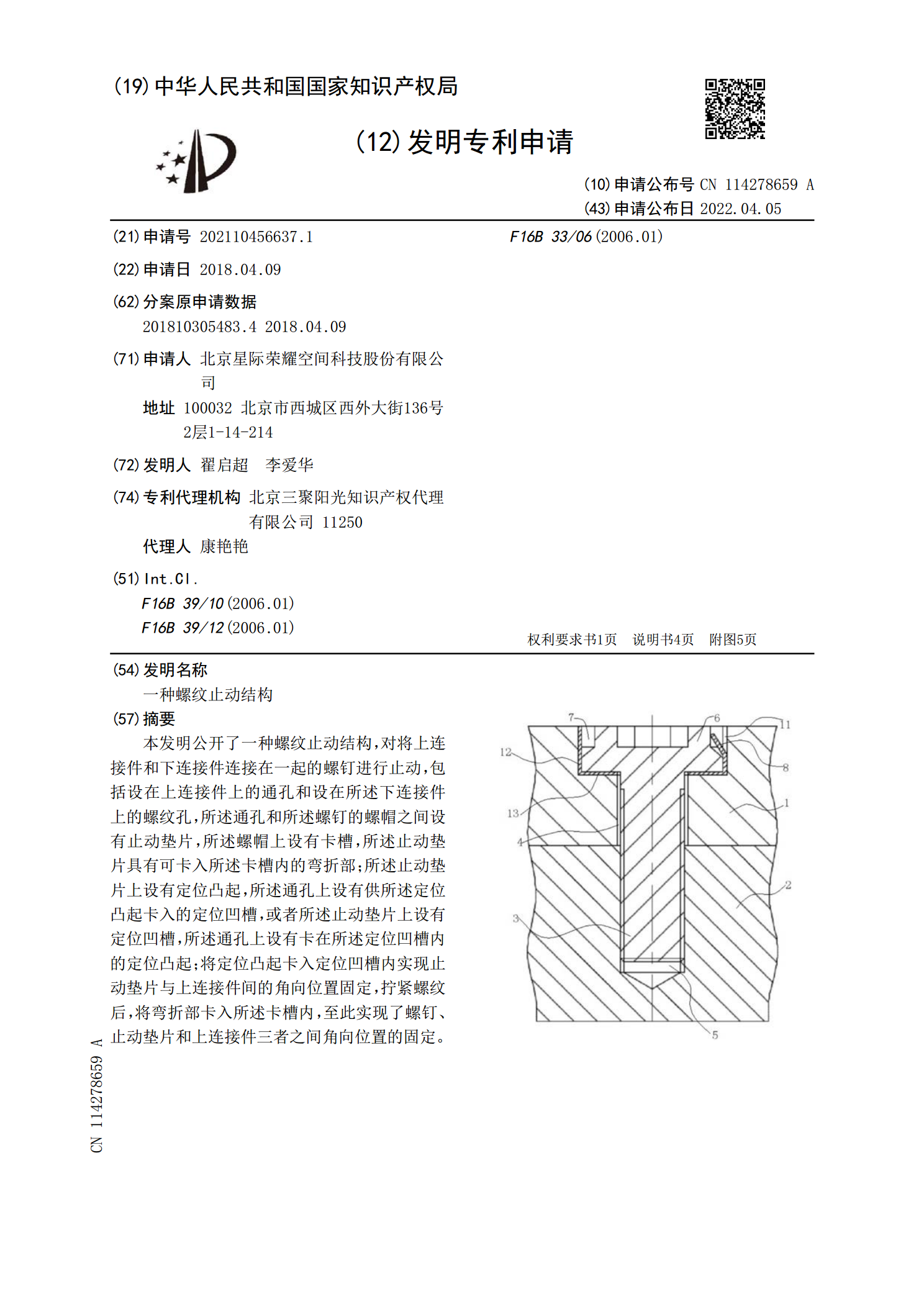
一种螺纹止动结构.pdf
本发明公开了一种螺纹止动结构,对将上连接件和下连接件连接在一起的螺钉进行止动,包括设在上连接件上的通孔和设在所述下连接件上的螺纹孔,所述通孔和所述螺钉的螺帽之间设有止动垫片,所述螺帽上设有卡槽,所述止动垫片具有可卡入所述卡槽内的弯折部;所述止动垫片上设有定位凸起,所述通孔上设有供所述定位凸起卡入的定位凹槽,或者所述止动垫片上设有定位凹槽,所述通孔上设有卡在所述定位凹槽内的定位凸起;将定位凸起卡入定位凹槽内实现止动垫片与上连接件间的角向位置固定,拧紧螺纹后,将弯折部卡入所述卡槽内,至此实现了螺钉、止动垫片和