
一种超低磷钢的转炉冶炼方法.pdf

波峻****99

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超低磷钢转炉冶炼方法.pdf
本发明公开了一种超低磷钢转炉冶炼方法,包括以下步骤:将铁水和废钢混合后得钢水,依次对钢水进行复吹、第一次造渣、倒渣、续吹、第二次造渣、后吹、终点控制,制得钢液。本发明通过吹氧量确定倒渣时机,避免人工纯经验控制的波动,通过调整石灰及铁矿石加入量,控制前期渣的碱度和氧化性,以及炉内半钢温度,确保前期脱磷效果,减轻后续脱磷压力,在停止供氧后,结合底吹氩气搅拌炉渣与钢水,增加钢渣反应界面进一步脱磷,最终钢液磷元素质量含量在0.004%以下。
一种超低磷钢的转炉冶炼方法.pdf
本发明提供一种超低磷钢的转炉冶炼方法,入炉铁水条件:C4.0~4.3%,Si0.20~0.50%,P≤0.065%,S≤0.002%;铁水温度1260~1280℃;放渣前加入萤石、白云石和冶金石灰,碱度2.5~2.8,根据开吹时间调整枪位,控制供氧强度、拉碳时间、氧累、钢水温度及铁水碳、磷含量。一次和二次点吹后即加入冶金石灰,并控制碱度、枪位、供氧强度、拉碳时间、钢水温度和铁水碳、磷量。并采取挡渣出钢,出钢后钢水扒渣。本发明通过优化转炉冶炼工艺参数,可有效避免双联法冶炼的过氧化出钢现象,实现双渣法冶炼
一种超低磷钢的转炉冶炼方法.pdf
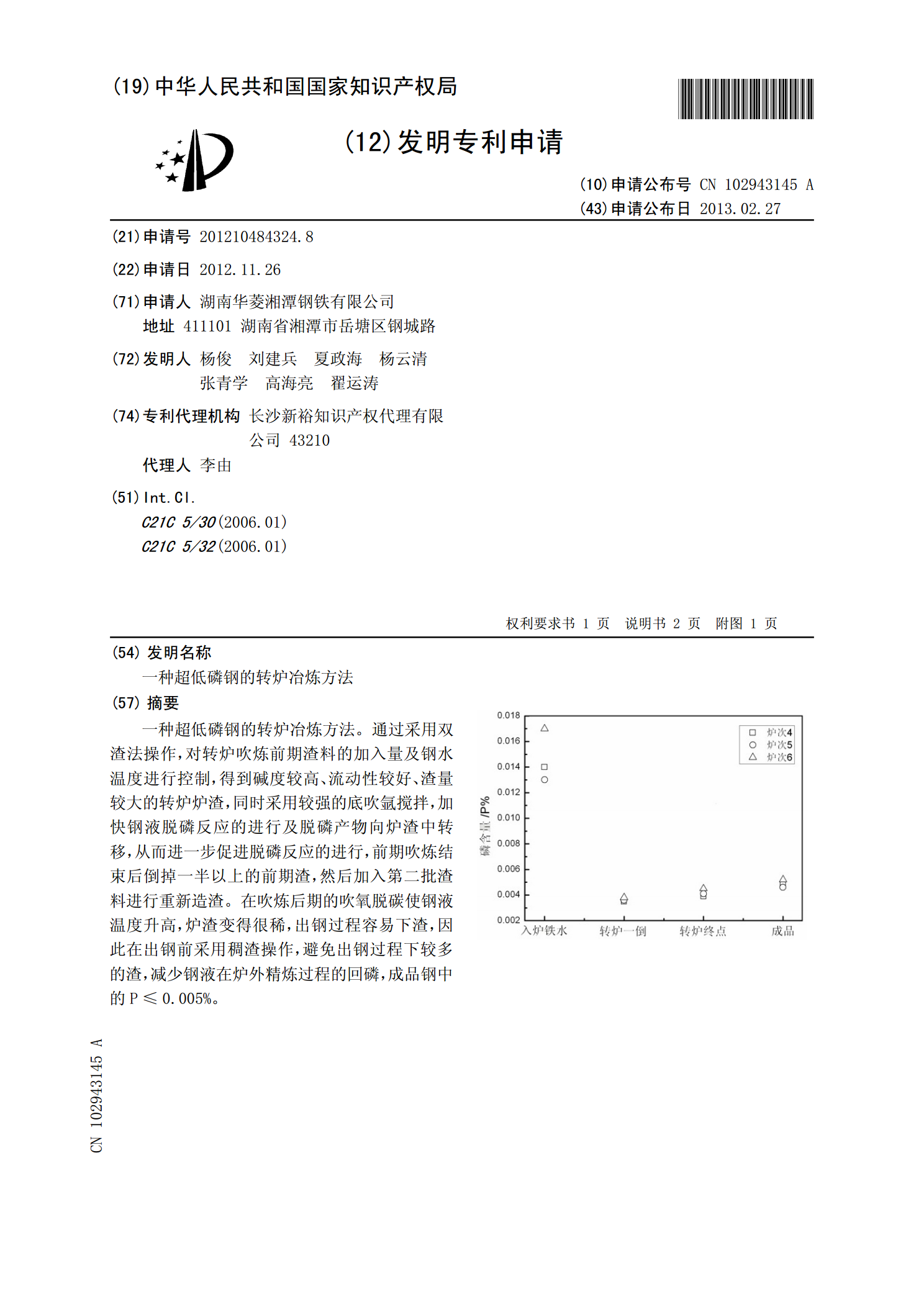
一种超低磷钢的转炉冶炼方法。通过采用双渣法操作,对转炉吹炼前期渣料的加入量及钢水温度进行控制,得到碱度较高、流动性较好、渣量较大的转炉炉渣,同时采用较强的底吹氩搅拌,加快钢液脱磷反应的进行及脱磷产物向炉渣中转移,从而进一步促进脱磷反应的进行,前期吹炼结束后倒掉一半以上的前期渣,然后加入第二批渣料进行重新造渣。在吹炼后期的吹氧脱碳使钢液温度升高,炉渣变得很稀,出钢过程容易下渣,因此在出钢前采用稠渣操作,避免出钢过程下较多的渣,减少钢液在炉外精炼过程的回磷,成品钢中的P≤0.005%。
一种转炉生产超低磷钢冶炼工艺.pdf
本发明公开了一种转炉生产超低磷钢冶炼工艺,该工艺将一次脱硫后的铁水,通过转炉多次造渣的冶炼工艺生产超低磷钢,具体步骤为:将一次脱硫后的铁水,采用前期、后期两次倒渣吹炼法脱磷,采用硅铁调渣,每次将渣盆倒满,并控制好过程温度:前期目标温度1350-1400℃,最高温度≤1450℃;副枪在吹炼80%时测量的温度1530-1550℃;目标终点温度1610-1630℃,得到磷含量质量百分比在0.005%以内的超低磷钢。本发明对一次脱硫后的铁水进行转炉多次造渣来生产超低磷钢,铁水物理热损失小、产量高、效率高、合金消耗
超低磷钢的冶炼方法.pdf
本申请提供一种超低磷钢的冶炼方法,包括以下步骤:S10:向上一炉出钢结束的转炉中加入溅渣料后倒渣,加入废钢、铁水;S20:向装料完毕的转炉中加入第一批渣料,进行底吹顶吹脱磷,脱磷吹炼结束后倒掉全部脱磷渣;S30:向脱磷后的转炉中加入第二批渣料,进行底吹顶吹脱碳,脱碳吹炼结束后出钢得到超低磷钢,转炉内保留终渣。本申请通过在双渣法冶炼工艺的基础上进行改进,留取上一炉终渣,可以提高炉渣碱度,提高脱磷效率,在脱磷阶段,优化枪位以及供氧强度,提高化渣效率,进而提高一次倒渣脱磷率,配合后续脱碳吹炼,能降低钢中磷含量得