
一种用于减少热轧带钢表面红锈的热轧方法.pdf

论文****轩吖

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于减少热轧带钢表面红锈的热轧方法.pdf
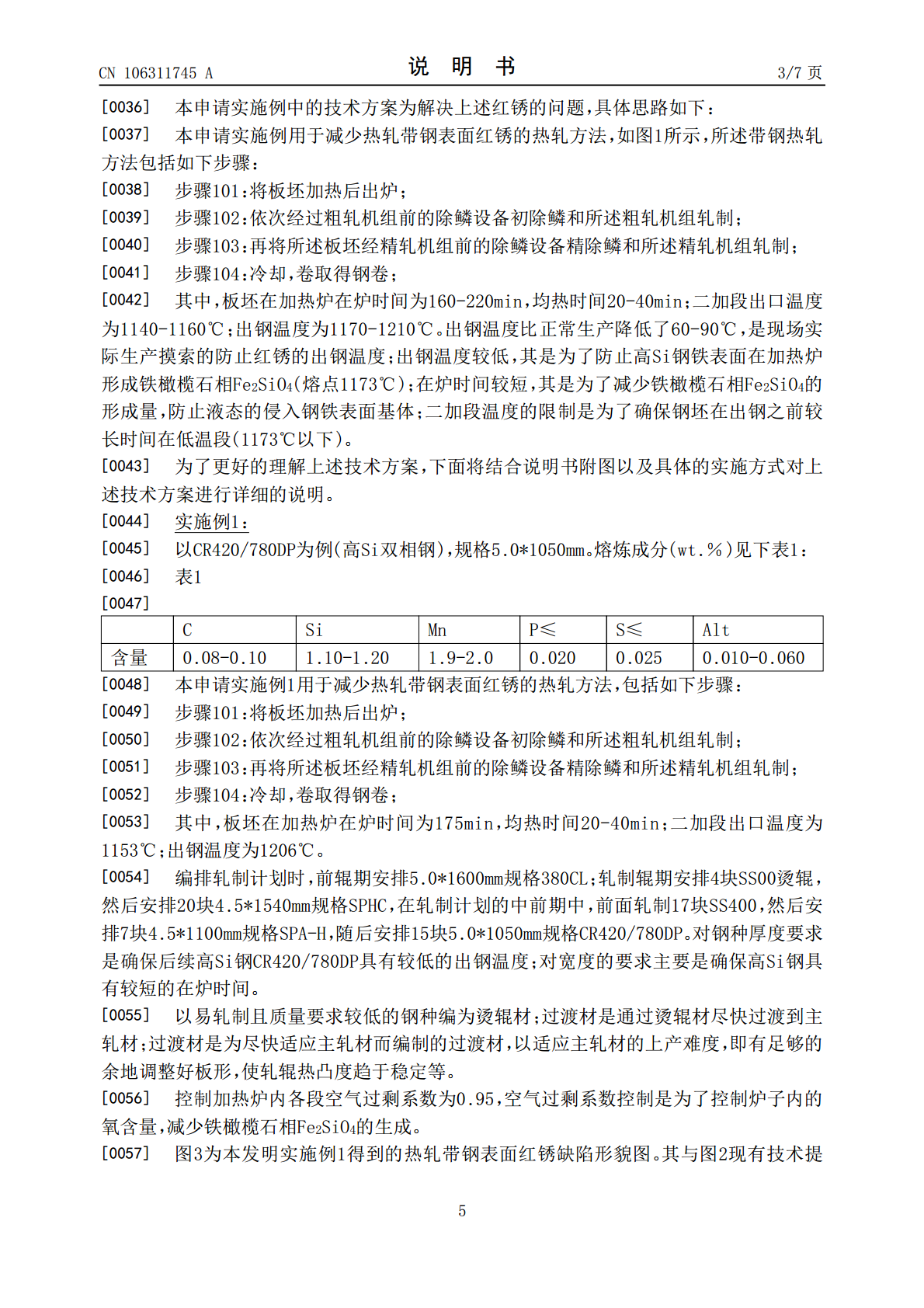
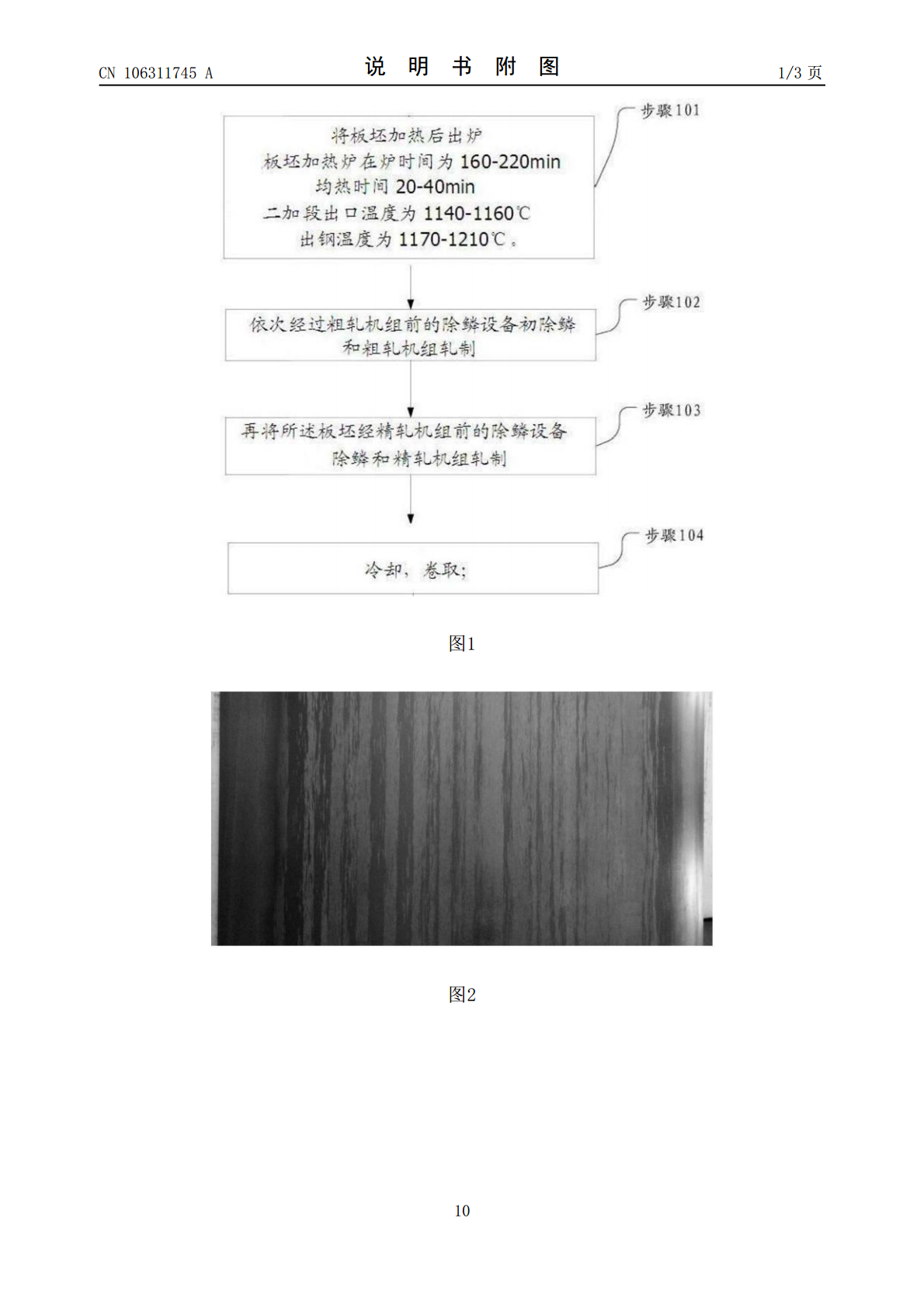
本发明提供了一种用于减少热轧带钢表面红锈的热轧方法,所述热轧方法包括如下步骤:将板坯加热后出炉;依次经过粗轧机组前的除鳞设备初除鳞和所述粗轧机组轧制;再将所述板坯经精轧机组前的除鳞设备精除鳞和所述精轧机组轧制;冷却,卷取;所述板坯在加热炉的在炉时间为160‑220min,均热时间20‑40min;二加段出口温度为1140‑1160℃;出钢温度为1170‑1210℃。本发明抑制了热轧过程中红锈的形成,提高了带钢的表面质量。
一种减少热轧盘条表面红锈的生产方法.pdf
本发明公开了一种减少热轧带钢表面红锈的生产方法,该方法包括以下步骤:炼钢前对铁水进行脱硫,控制硫含量≤0.005wt%;常规进行转炉冶炼,在出钢1/3至2/3时,加入FeMnSi及FeMn进行脱氧,并控制钢水中的Si含量为0.159~0.185%;进行电炉精炼,精炼时间不低于30分钟;然后进行连铸,得到方坯,再进行除鳞;常规轧制后,用水冷却,经过反向空气吹扫后,卷取。本发明方法找准了铁水硅含量、冷却水质,以及反向吹扫压力等关键参数,成功解决了盘条生产中易产生红锈这一产业界普遍存在的问题,具有显著的进步。

一种抑制热轧H型钢表面红锈的方法.pdf
本发明涉及一种抑制热轧H型钢表面红锈的方法,其特征在于,包括如下步骤:(1)H型钢进入轧机轧制时,在900℃~1150℃轧制温度范围内,避免轧辊冷却水在轧后的H型钢腹板和上翼缘围成的槽内形成残留;(2)终轧后,在输出辊道及冷床上,采用空冷,冷至100℃以下;(3)出冷床后锯切H型钢头尾时,防止锯切冷却水进入H型钢腹板和上翼缘围成的槽内形成残留。本方法限制了H型钢高温阶段和常温存储期间,表面与水的交互作用,抑制了红褐色的FeOOH和Fe

一种用于护栏板的热轧带钢制备方法.pdf
本发明提供了一种用于护栏板的热轧带钢制备方法,包括以下步骤:S1、将铁水送入转炉冶炼,冶炼后通过补加物料来调整钢水成分;所述钢水的最终成分包括以质量百分含量计的如下组分:C:0.04%~0.08%、Mn:0.6%~0.8%、Si:0.15%~0.25%、S≤0.030%、P:0.010%~0.025%、Al:0.015%~0.040%,其余为Fe和不可避免的杂质;S2、钢水经连铸机浇铸成钢坯,钢坯经加热炉加热、轧制后,冷却后卷取成钢卷,即得用于护栏板的热轧带钢。本发明通过对钢水最终成分的控制,确保了热轧带
一种减少生产热轧带钢时温降的控制方法.pdf
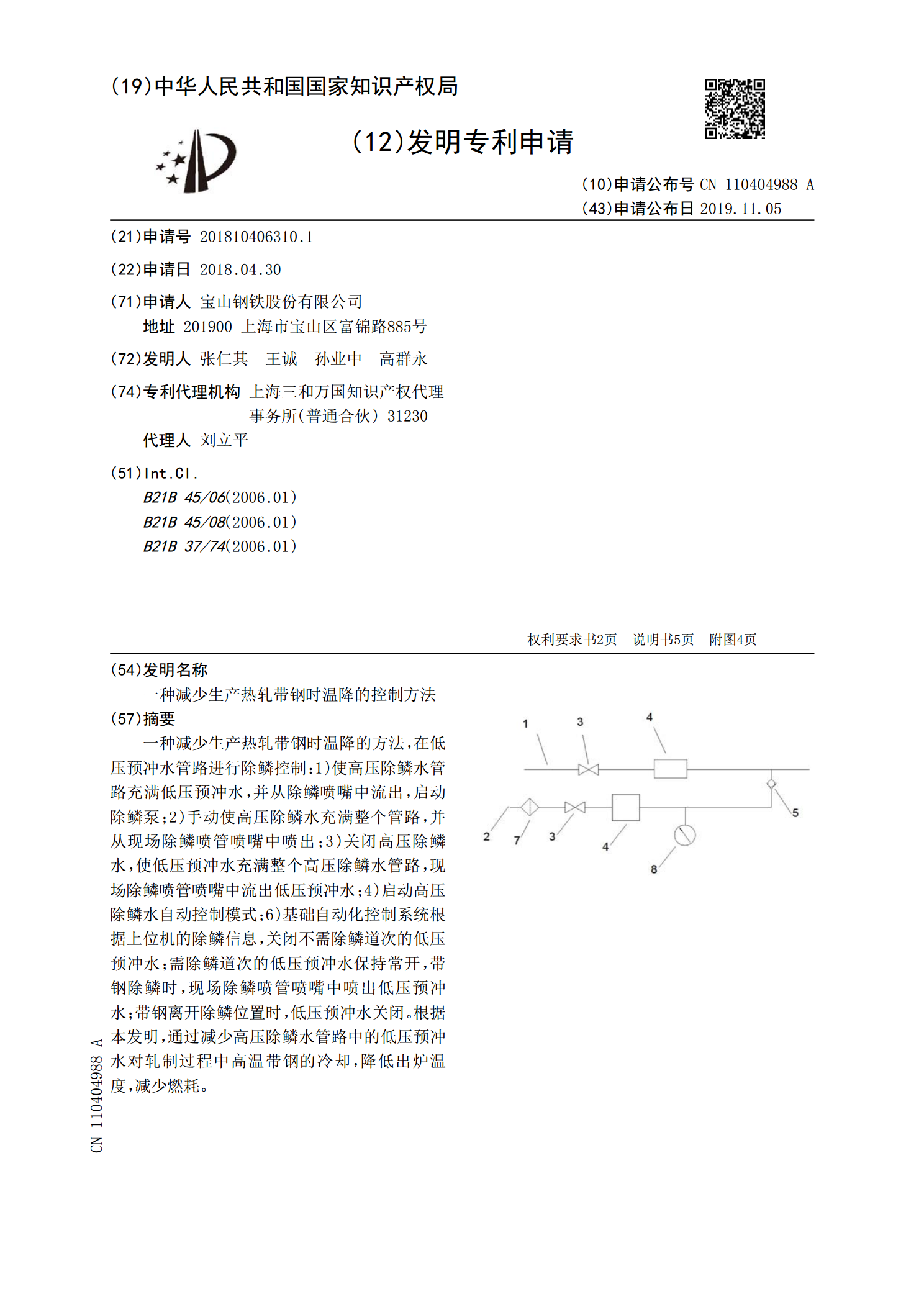
一种减少生产热轧带钢时温降的方法,在低压预冲水管路进行除鳞控制:1)使高压除鳞水管路充满低压预冲水,并从除鳞喷嘴中流出,启动除鳞泵;2)手动使高压除鳞水充满整个管路,并从现场除鳞喷管喷嘴中喷出;3)关闭高压除鳞水,使低压预冲水充满整个高压除鳞水管路,现场除鳞喷管喷嘴中流出低压预冲水;4)启动高压除鳞水自动控制模式;6)基础自动化控制系统根据上位机的除鳞信息,关闭不需除鳞道次的低压预冲水;需除鳞道次的低压预冲水保持常开,带钢除鳞时,现场除鳞喷管喷嘴中喷出低压预冲水;带钢离开除鳞位置时,低压预冲水关闭。根据本