
用于细丝拉拔的高碳钢盘条及其生产方法.pdf

一只****生物


1/7
2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于细丝拉拔的高碳钢盘条及其生产方法.pdf
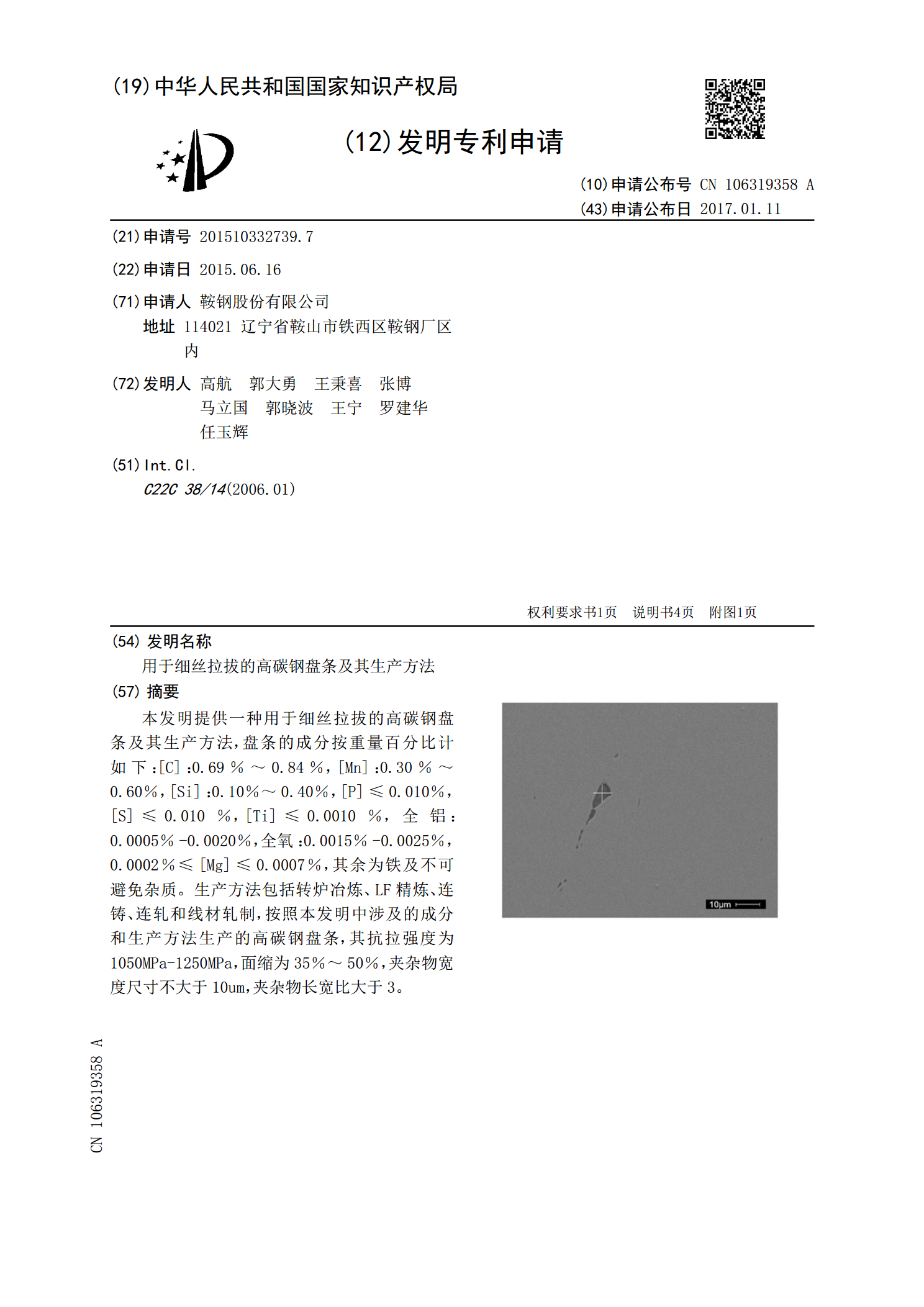
本发明提供一种用于细丝拉拔的高碳钢盘条及其生产方法,盘条的成分按重量百分比计如下:[C]:0.69%~0.84%,[Mn]:0.30%~0.60%,[Si]:0.10%~0.40%,[P]≤0.010%,[S]≤0.010%,[Ti]≤0.0010%,全铝:0.0005%-0.0020%,全氧:0.0015%-0.0025%,0.0002%≤[Mg]≤0.0007%,其余为铁及不可避免杂质。生产方法包括转炉冶炼、LF精炼、连铸、连轧和线材轧制,按照本发明中涉及的成分和生产方法生产的高碳钢盘条,其抗拉强度为
一种深拉拔高碳钢盘条的生产方法.pdf
一种深拉拔高碳钢盘条的生产方法,钢的化学成分,C:0.69~1.02%,Si:0.15~0.35%,Mn:0.40~0.90%,Cr≤0.35%,P≤0.025%,S≤0.025%,余量为铁和不可避免的杂质。连铸采用专用保护渣及大倒角结晶器,高线加热采用高温,控制保温时间以及采用氧化性气氛增加钢坯表面在加热炉烧损,盘条表面网状渗碳体≤0.5级。

高碳钢盘条及其轧制方法.pdf
本发明提供一种高碳钢盘条的轧制方法,所述高碳钢盘条的碳含量为0.70~0.90%,所述轧制方法包括加热、粗轧工序:所述粗轧工序具体包括:将经过加热后的坯料通过六轧机连轧机组进行轧制,其中,开轧温度控制为1040~1080℃;所述六轧机连轧机组包括1#、2#、3#、4#、5#、6#轧机,所述坯料在所述1#、2#、3#、4#、5#、6#轧机内的延伸系数依次控制为:1.20~1.30、1.12~1.22、1.65~1.75、1.21~1.31、1.50~1.60、1.28~1.38。本发明提供的高碳钢盘条的轧制
高碳钢细丝用直拉线材及其制造方法.pdf
本发明公开了一种高碳钢细丝用直拉线材及其制造方法。该直拉线材的原始盘条含碳量为0.69-0.73wt%,抗拉强度为900~960MPa,面缩为35~44%,不变形夹杂物尺寸小于15μm,可从Φ5.5mm直接拉拔至Φ0.9~2.0mm;其制造方法包括依次进行的电炉冶炼、炉外精炼、小方坯连铸、高线控轧和斯太尔摩线控冷工序,在斯太尔摩线控冷工序中确保相变在600~680℃进行,且线圈搭接点和其它位置温差不超过50℃。本发明直拉线材完全满足高碳钢细丝用直拉材的使用要求,在加工钢帘线、胎圈钢丝、胶管钢丝等高碳钢细丝
一种高强度高碳钢盘条及其生产方法.pdf
本发明提供一种高强度高碳钢盘条及其生产方法,其成分为:[C]0.85%~0.90%,[Si]0.1%~1.0%,[Mn]0.3%~1.0%,[P]≤0.015%,[S]≤0.010%,[Ti]≤0.0010%,其余为铁。其生产方法:1)冶炼:铁水预处理将硫控制到0.005%以下,转炉入炉[Ti]≤0.040%,转炉冶炼终点磷含量≤0.010%;转炉终点钢液温度1570-1680℃;精练过程温度1530-1625℃,时间20-50分钟;2)连铸:采用大方坯连铸,中间包钢水过热度不大于30℃;3)连轧和线材轧