
变速箱用铝镁合金的加工方法.pdf

羽沫****魔王

1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
变速箱用铝镁合金的加工方法.pdf
本发明涉及变速箱用铝镁合金的加工方法,其包括将铝粒置于加热炉中,铝粒溶解后加入镁粒和钴粒进行熔炼,待溶清后捞净浮渣,得到合金液;将合金液浇注至模具中,然后置于冷水中冷却至室温,得到合金锭;将合金锭车削成细屑后进行粉碎,得到合金粉;将上述合金粉置于挤压模具中,再通过挤压机挤压成型,得到合金材料,再进行烧结和热处理;然后将热处理后的材料与液体混合成金属粉浆料;再将浆料通过喷雾造粒机制成金属粉末。本发明可保证金属在高温阶段停留时间较短,合金元素来不及扩散,从而细化组织,降低偏析,然后通过挤压和热处理工艺提高材料

汽车发动机用铝镁合金的加工方法.pdf
本发明涉及汽车发动机用铝镁合金的加工方法,其包括将铝粒置于加热炉中,铝粒溶解后加入镁粒和锡粒进行熔炼,待溶清后捞净浮渣,得到合金液;将合金液浇注至模具中,然后置于冷水中冷却至室温,得到合金锭;将合金锭车削成细屑后进行粉碎,得到合金粉;将上述合金粉置于挤压模具中,再通过挤压机挤压成型,得到合金材料,再进行烧结和热处理;然后将热处理后的材料与液体混合成金属粉浆料;再将浆料通过喷雾造粒机制成金属粉末。本发明可保证金属在高温阶段停留时间较短,合金元素来不及扩散,从而细化组织,降低偏析,然后通过挤压和热处理工艺提高
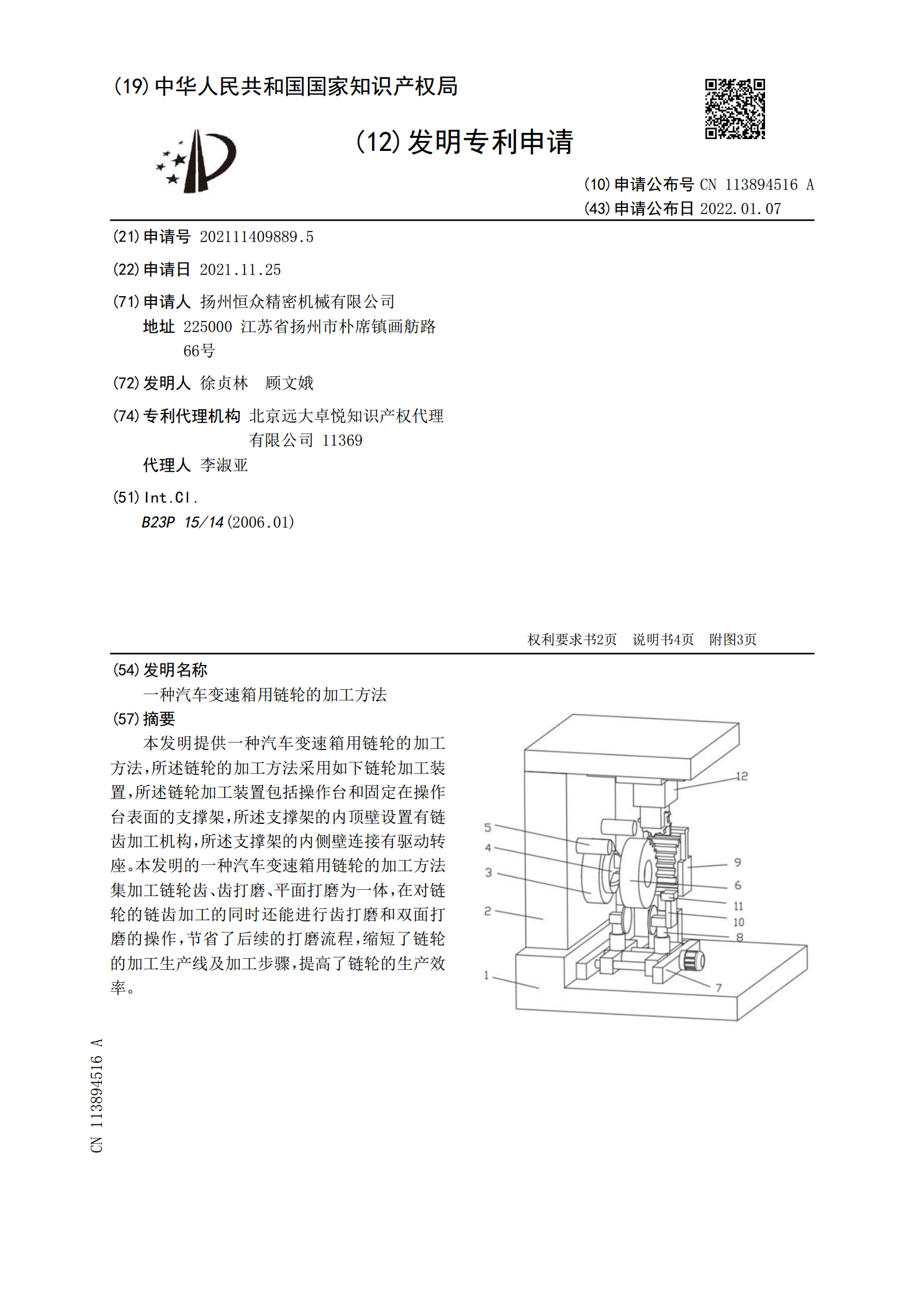
一种汽车变速箱用链轮的加工方法.pdf
本发明提供一种汽车变速箱用链轮的加工方法,所述链轮的加工方法采用如下链轮加工装置,所述链轮加工装置包括操作台和固定在操作台表面的支撑架,所述支撑架的内顶壁设置有链齿加工机构,所述支撑架的内侧壁连接有驱动转座。本发明的一种汽车变速箱用链轮的加工方法集加工链轮齿、齿打磨、平面打磨为一体,在对链轮的链齿加工的同时还能进行齿打磨和双面打磨的操作,节省了后续的打磨流程,缩短了链轮的加工生产线及加工步骤,提高了链轮的生产效率。
一种电机变速箱用齿轮加工方法.pdf
本发明公开了一种电机变速箱用齿轮加工方法,首先将齿轮原材料进行采用连续式网带炉淬火方式进行淬火处理;然后将淬火处理后的齿轮原材料加工成齿轮板;再将齿轮板放置在线切割设备内进行固定并设置加工参数;最后启动线切割设备按照设置的额参数以及设备加工要求进行齿形加工,齿形加工完后即得到所需的齿轮。所述电机变速箱用齿轮加工方法的工艺方法简单,加工效率高,有效实现了齿轮的加工过程,而且加工出来的齿轮的边缘光洁度高,强度高、传动阻力小、噪音小,传动灵活性高。
一种变速箱用铝镁合金粉末的制备工艺.pdf
本发明涉及一种变速箱用铝镁合金粉末的制备工艺,其包括将铝粒置于加热炉中,铝粒溶解后加入镁粒和钴粒进行熔炼,待溶清后捞净浮渣,得到合金液;将合金液滴落至高速旋转的紫铜轮表面甩出,冷却得到合金带;将合金带浸泡在盐酸中,然后洗涤、干燥;裁剪干燥后的合金带,再球磨,得到合金粉;将合金粉与液体混合,并加入有机粘合剂搅拌均匀,配制成金属粉浆料;再将浆料通过喷雾造粒机制成金属粉末。本发明通过旋转的紫铜轮将合金液甩出,可使合金液快速冷却,保证金属在高温阶段停留时间较短,合金元素来不及扩散,从而细化组织,降低偏析,再通过喷