
一种转炉炉衬的维护方法.pdf

一吃****福乾


1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转炉炉衬的维护方法.pdf
本发明提供了一种转炉炉衬的维护方法,利用碳含量为3.5%~4.5%的铁块对破损炉衬进行渣补,利用铁块中的碳与炉渣发生脱氧反应,降低炉渣氧含量,再加上铁块的吸热作用,使得低氧化性、高耐火度炉渣快速粘附在铁块周围,生成的溅渣层与基础炉衬的结合面上发生了冶金反应,二者之间的连接是冶金结合连接,结合力更大,结合更加紧密,不存在明显的分层现象,提高了补炉效果,每班铁块补炉1‑2次,转炉倒渣面基本未再用补炉料补炉,可以节约补炉料消耗50%以上,每班停炉时间减少40min左右,生产稳定性大幅提升,铁块溅渣后,溅渣层可保

一种转炉炉衬的维护方法.pdf
本发明提供了一种转炉炉衬的维护方法,转炉出钢后,不进行溅渣处理,将修补剂填充在转炉炉衬的缺陷处,静置烧结;所述修补剂包括填充料和炉渣;所述填充料包括质量比为4:(7~1)生白云石和石灰石。本发明提供的方法,在转炉出钢后,不需要溅渣处理,将炉渣与限定质量比例关系的填充料混合,对转炉炉衬的缺陷处进行针对性填充,直接进行静置烧结即可完成对转炉炉衬的维护,维护过程简单,耗时较短,5~8分钟即可完成对转炉炉衬的维护。

一种转炉炉衬的维护方法.pdf
本发明公开了一种转炉炉衬的维护方法,包括以下步骤:1)转炉出钢结束后,在转炉内保留一定量的液态炉渣;2)降下转炉氧枪;3)通过氧枪间歇式地向液态炉渣喷吹压缩氮气,使得液态炉渣产生波浪向外漫延,炉渣波浪向转炉炉衬运动,与炉衬表面充分接触,使得炉衬表面挂渣;4)喷吹压缩氮气结束后,将氧枪从转炉中提出;5)将转炉内剩余液态炉渣倒出。本发明通过氧枪间歇式地向液态炉渣喷吹压缩氮气,使得液态炉渣产生波浪向外漫延,炉渣波浪与熔池炉衬表面充分接触,使得炉衬表面挂渣,实现对炉衬的快速修补,从而大大缩短了熔池炉衬维护的时间,

一种转炉炉衬的维护方法.pdf
本发明涉及一种转炉炉衬的维护方法,采用两次溅渣护炉操作,在两次溅渣护炉操作中间进行一次喷补作业,并控制溅渣和喷补时间,提高溅渣和喷补效果。即当转炉出钢结束后,直接进行第一次溅渣操作,通过调整氮气枪位,将炉渣均匀喷溅在炉衬表面;然后迅速对炉衬薄弱部位进行喷补;喷补结束后进行第二次溅渣操作,并根据炉渣实际状态,对炉渣进行改质处理。由于采取在两次溅渣中间进行喷补,极易使高温炉渣溅附在炉衬表面,防止新形成的溅渣层过厚造成的喷补料脱落问题,确保在喷补料外侧再形成新的溅渣层,有效避免喷补料与钢渣直接接触,显著提高溅渣
一种转炉炉衬维护方法.pdf
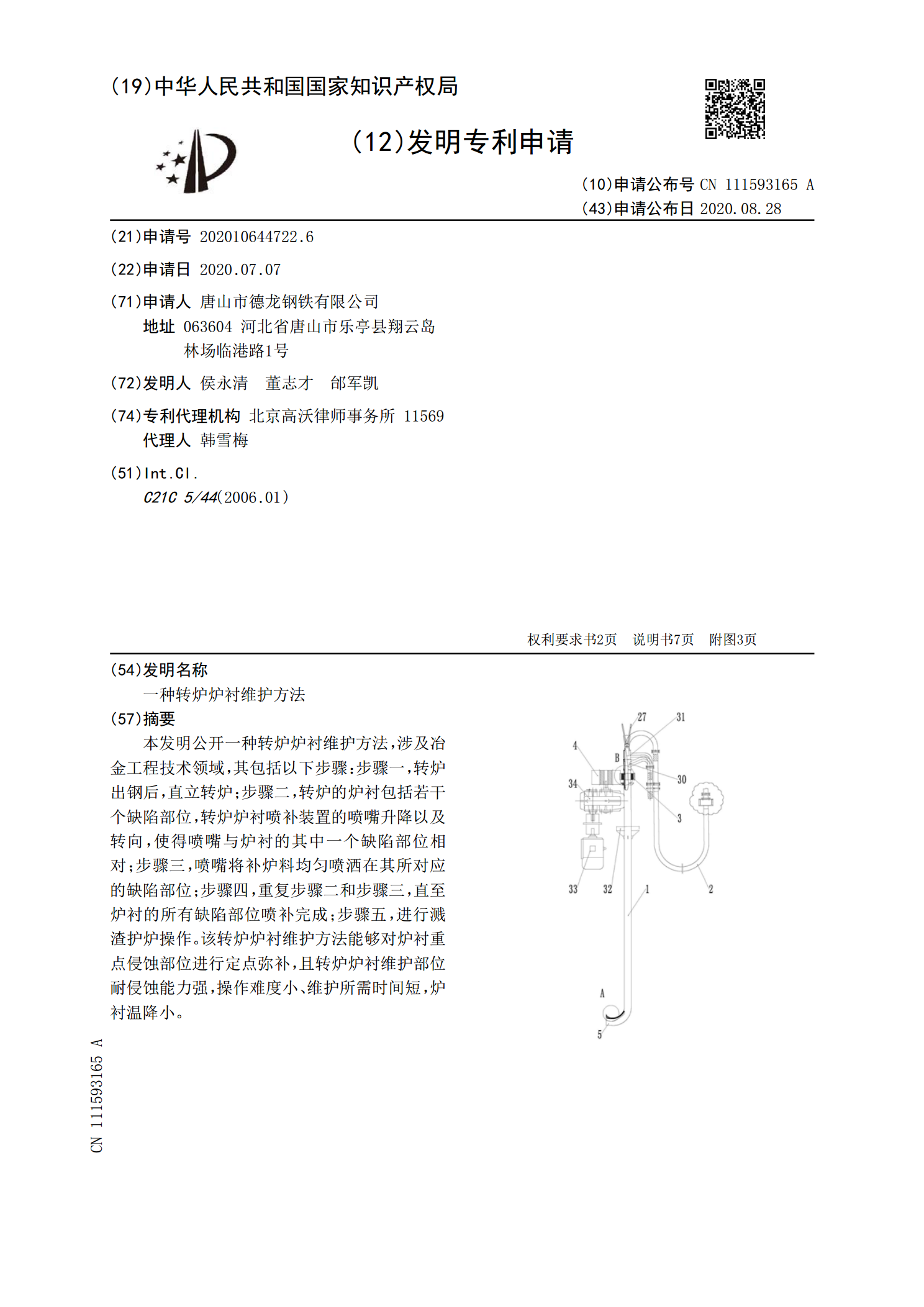
本发明公开一种转炉炉衬维护方法,涉及冶金工程技术领域,其包括以下步骤:步骤一,转炉出钢后,直立转炉;步骤二,转炉的炉衬包括若干个缺陷部位,转炉炉衬喷补装置的喷嘴升降以及转向,使得喷嘴与炉衬的其中一个缺陷部位相对;步骤三,喷嘴将补炉料均匀喷洒在其所对应的缺陷部位;步骤四,重复步骤二和步骤三,直至炉衬的所有缺陷部位喷补完成;步骤五,进行溅渣护炉操作。该转炉炉衬维护方法能够对炉衬重点侵蚀部位进行定点弥补,且转炉炉衬维护部位耐侵蚀能力强,操作难度小、维护所需时间短,炉衬温降小。