
高温炉用低密度整体保温毡的制备方法.pdf

鸿朗****ka


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高温炉用低密度整体保温毡的制备方法.pdf
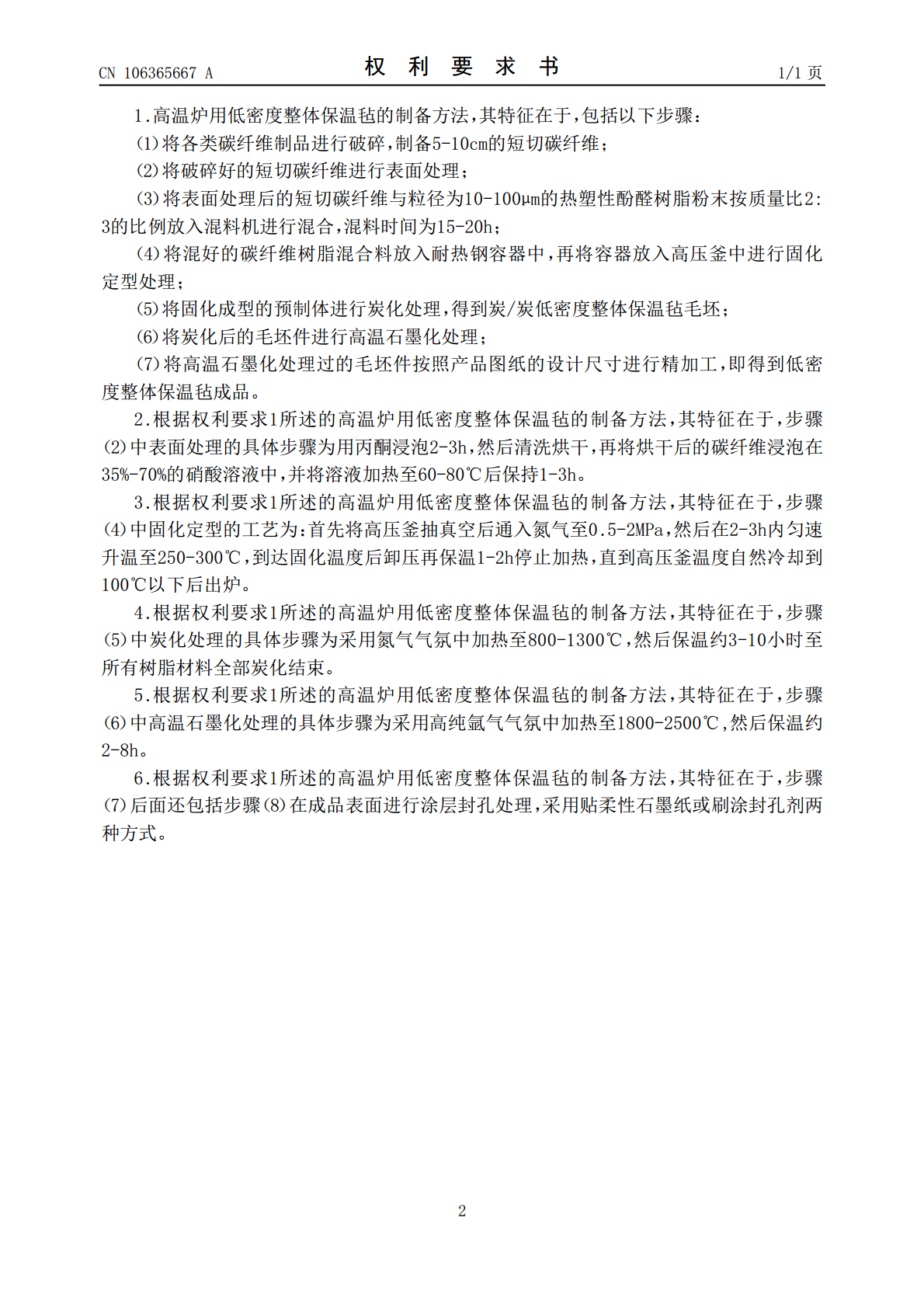
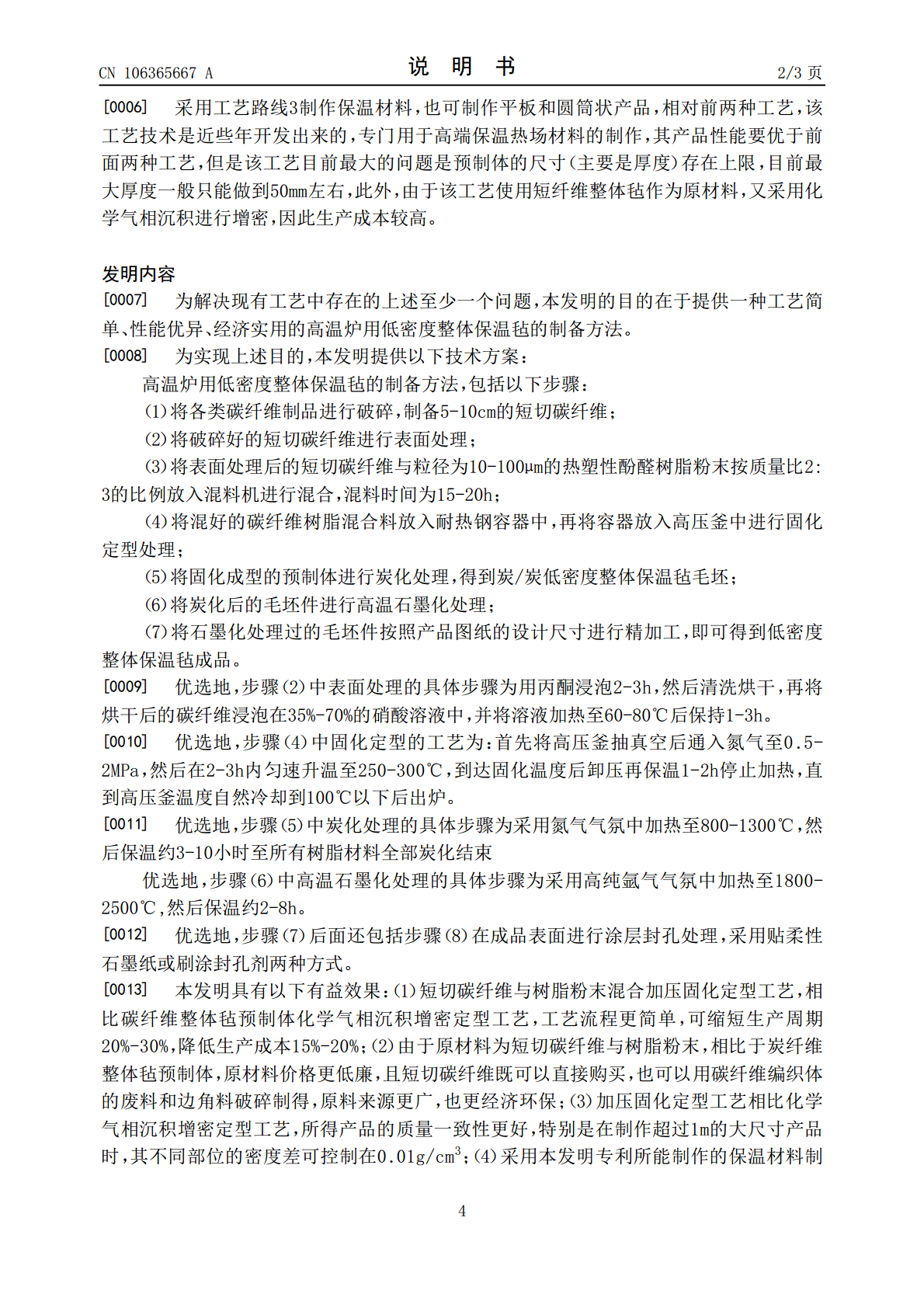
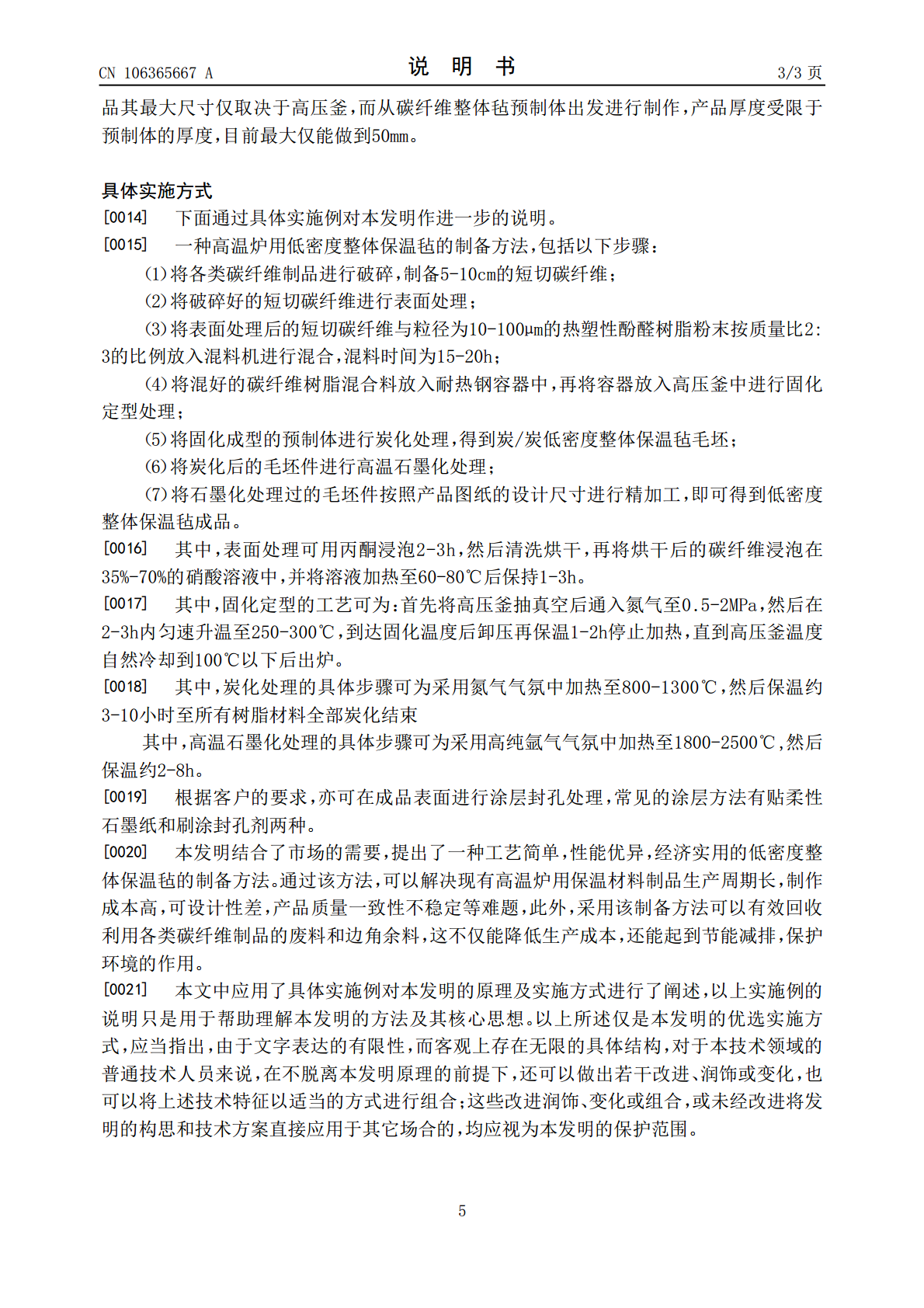
本发明涉及高温炉用配件技术领域,公开了一种高温炉用低密度整体保温毡的制备方法,该方法一方面对破碎好的短切碳纤维进行表面处理,另一方面将表面处理后的短切碳纤维与树脂粉末混合加压固化定型工艺,通过该方法,可以解决现有高温炉用保温材料制品生产周期长,制作成本高,可设计性差,产品质量一致性不稳定等难题,此外,采用该制备方法可以有效回收利用各类碳纤维制品的废料和边角余料,这不仅能降低生产成本,还能起到节能减排,保护环境的作用。
一种高温用保温毡的制备方法.pdf
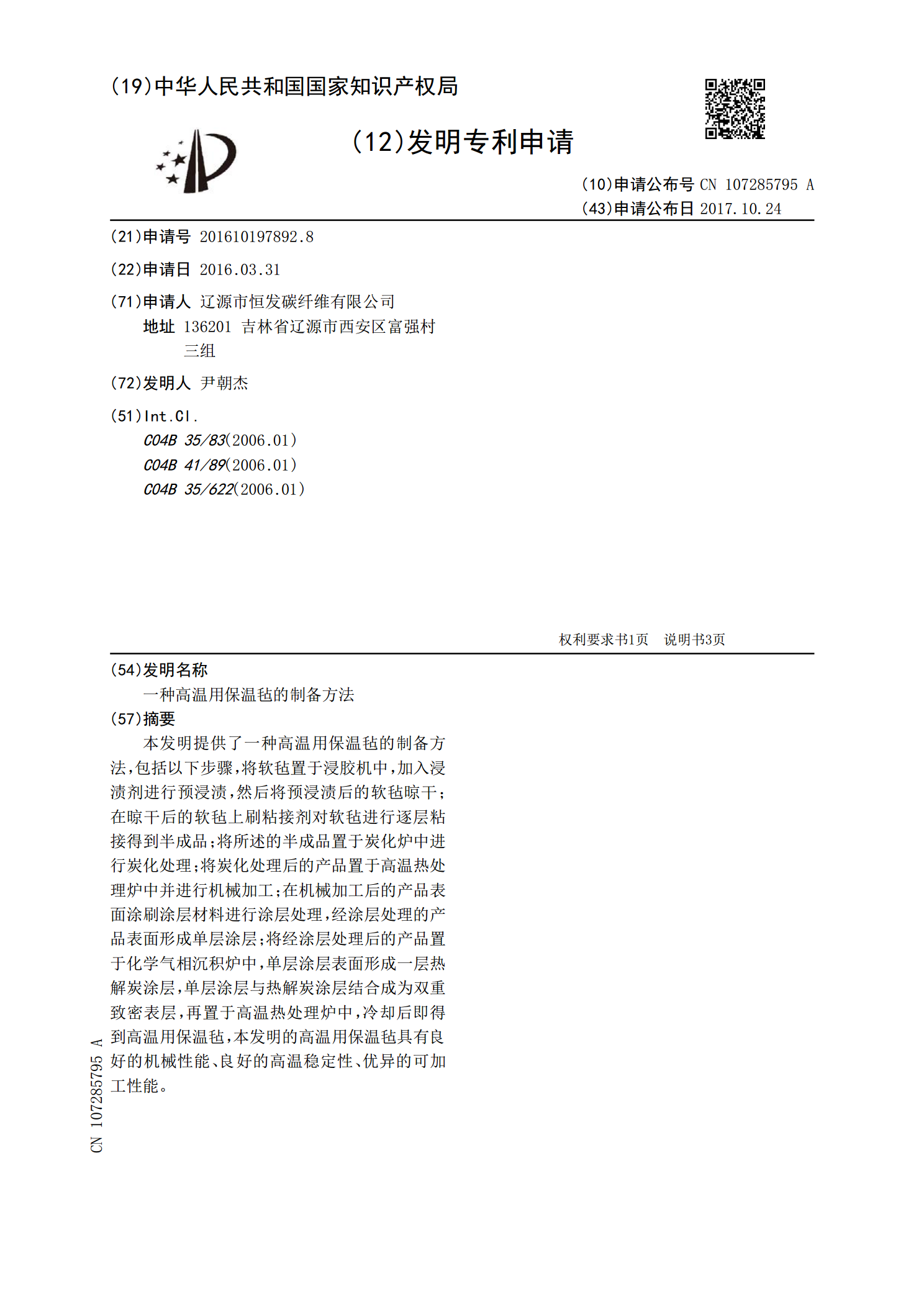
本发明提供了一种高温用保温毡的制备方法,包括以下步骤,将软毡置于浸胶机中,加入浸渍剂进行预浸渍,然后将预浸渍后的软毡晾干;在晾干后的软毡上刷粘接剂对软毡进行逐层粘接得到半成品;将所述的半成品置于炭化炉中进行炭化处理;将炭化处理后的产品置于高温热处理炉中并进行机械加工;在机械加工后的产品表面涂刷涂层材料进行涂层处理,经涂层处理的产品表面形成单层涂层;将经涂层处理后的产品置于化学气相沉积炉中,单层涂层表面形成一层热解炭涂层,单层涂层与热解炭涂层结合成为双重致密表层,再置于高温热处理炉中,冷却后即得到高温用保温
一种高温炉用新型短纤维保温毡筒的制备方法.pdf
本发明公开了一种高温炉用新型短纤维保温毡筒的制备方法,首先按照保温毡筒产品的规格,设计由套装在一起的内模具、外模具组成的成型模具,内模具中心连接抽水管路,所述抽水管路连接真空系统;其次,将碳纤维、树脂与纯水按照1~10:1~10:10~1000的质量份比例混合均匀,边搅拌边将成型模具吊入混好的料浆中,打开真空系统,短纤维顺着水流方向在成型模具上实现纤维分布定型成型,最后将成型完的保温毡筒在惰性气体保护或真空条件下进行固化处理、碳化处理、成型模具脱模以及高温处理,即得到高性能的保温毡筒;与现有技术相比,本发
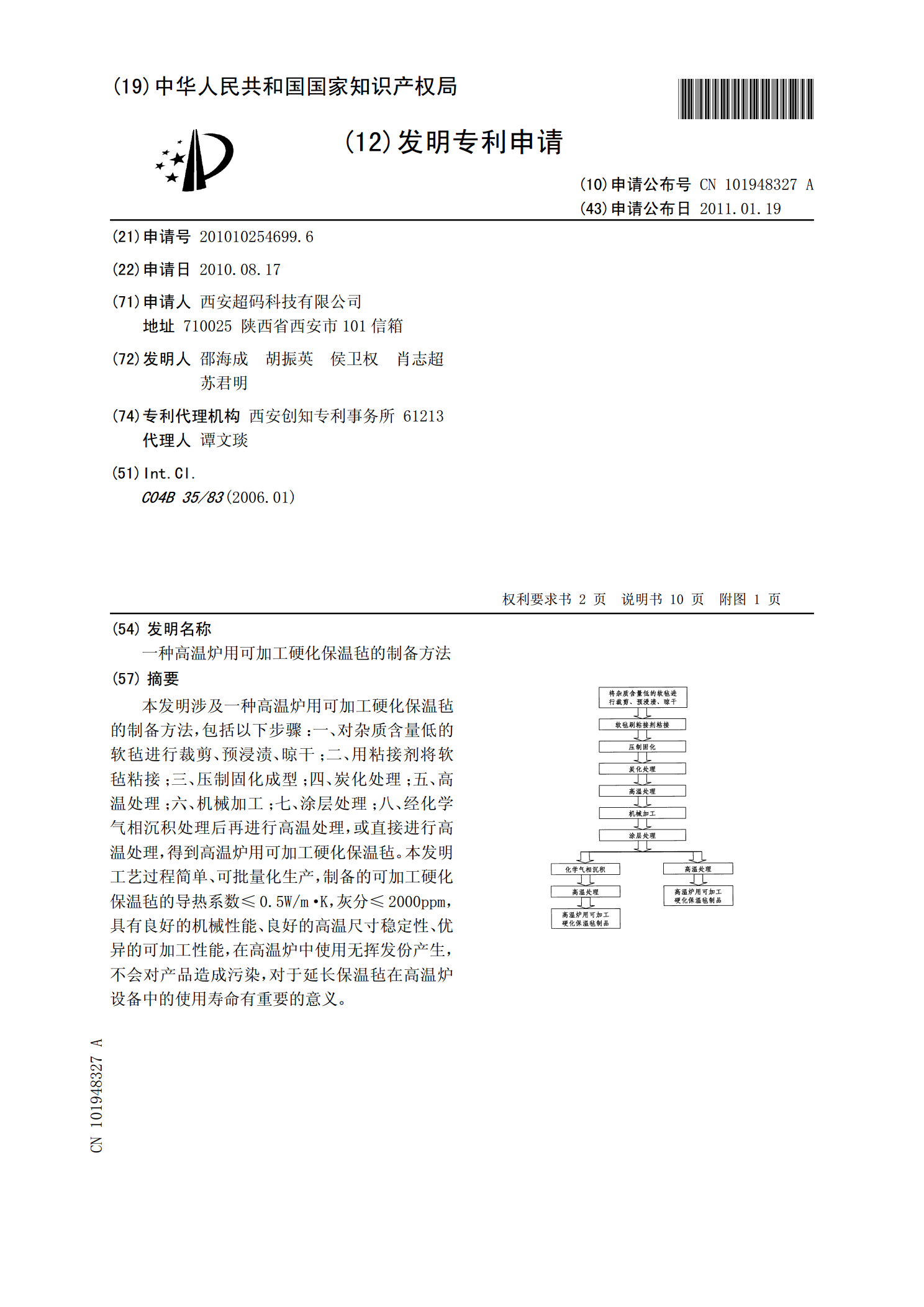
一种高温炉用可加工硬化保温毡的制备方法.pdf
本发明涉及一种高温炉用可加工硬化保温毡的制备方法,包括以下步骤:一、对杂质含量低的软毡进行裁剪、预浸渍、晾干;二、用粘接剂将软毡粘接;三、压制固化成型;四、炭化处理;五、高温处理;六、机械加工;七、涂层处理;八、经化学气相沉积处理后再进行高温处理,或直接进行高温处理,得到高温炉用可加工硬化保温毡。本发明工艺过程简单、可批量化生产,制备的可加工硬化保温毡的导热系数≤0.5W/m·K,灰分≤2000ppm,具有良好的机械性能、良好的高温尺寸稳定性、优异的可加工性能,在高温炉中使用无挥发份产生,不会对产品造成污
保温毡及其制备方法、拉晶炉.pdf
本发明提供了一种保温毡及其制备方法、拉晶炉,属于半导体技术领域。保温毡的制备方法,包括:提供保温毡本体;利用气相沉积工艺在所述保温毡本体表面形成碳基材料保护层。本发明能够增强保温毡表面的抗划伤能力和保护能力,提高保温毡的使用寿命。