
一种高温合金环形锻件胀形模具的制备方法.pdf

小凌****甜蜜


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金环形锻件胀形模具的制备方法.pdf
本发明涉及一种高温合金环形锻件胀形模具的制备方法,其特征在于,所述胀形模具制备过程如下:加热不锈钢棒材到变形温度后镦粗、冲孔为空心环坯,加热空心环坯到锻造温度后,将空心环坯扩孔为一个外轮廓与待胀形的高温合金环形锻件内环面轮廓一致的环形件;将环形件进行热处理,在其内外环面进行机加后,将环形件切割成多块同规格的分瓣。本发明采用环轧+机加切分的工艺来制备,通过环轧制备了一个外环面截面与待胀形的高温合金环件的内环面截面一致,而内环面截面为矩形的异形环件,然后经热处理,对内外环面进行少量机加,然后进行切分。采用此工

一种环形构件的制备方法、RTM模具、高温裂解模具.pdf
本申请实施例提供一种环形构件的制备方法,包括如下步骤:S1准备织物预制件。S2将S1中得到的预制件整体置于RTM工装的内盖上,所述石墨芯与RTM工装的内盖楔合,按顺序安装其余RTM工装部件并通过螺栓固定,完成RTM模具的组装,检测封装的气密性和压降。S3制备浸渍液,固化,完成织物的定型。S4将定型的织物与石墨芯置于高温裂解模具的大端盖板上,按顺序完成高温裂解模具组装,并进行高温裂解。S5按顺序循环执行S3与S4步骤N次,其中3≤N≤10,最终得到致密毛坯构件,本申请主要通过RTM浸渍裂解(RTIP)工艺制

一种GH4080A高温合金锻件及其制备方法.pdf
本发明提供了一种GH4080A高温合金锻件的制备方法,包括以下步骤:S1:钢锭的分段加热、S2:扩散退火、S3:钢锭降温、回温、S4:钢锭开坯、S5:第一次回炉加热、S6:第一次钢锭锻造、S7:第二次回炉加热、S8:第二次钢锭锻造,通过本发明制备方法制备获得的GH4080A高温合金锻件塑形好,抗裂变能力强,具有较高的推广价值与商业价值。
用于42CrMo4环形锻件的合金及环形锻件的制造方法.pdf
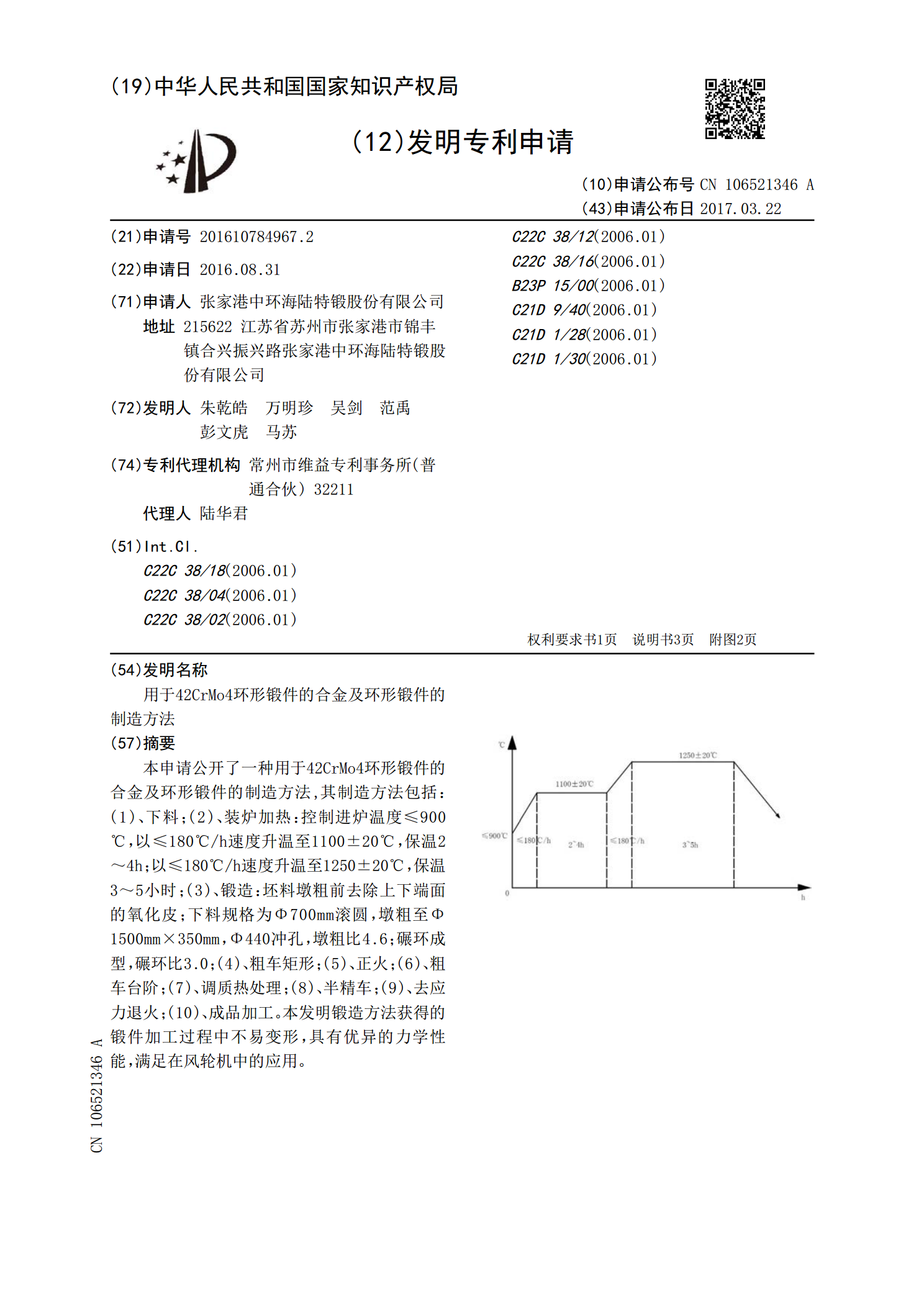
本申请公开了一种用于42CrMo4环形锻件的合金及环形锻件的制造方法,其制造方法包括:(1)、下料;(2)、装炉加热:控制进炉温度≤900℃,以≤180℃/h速度升温至1100±20℃,保温2~4h;以≤180℃/h速度升温至1250±20℃,保温3~5小时;(3)、锻造:坯料墩粗前去除上下端面的氧化皮;下料规格为Φ700mm滚圆,墩粗至Φ1500mm×350mm,Φ440冲孔,墩粗比4.6;碾环成型,碾环比3.0;(4)、粗车矩形;(5)、正火;(6)、粗车台阶;(7)、调质热处理;(8)、半精车;(9
一种改善高温合金环形锻件硬度均匀性的固溶处理方法.pdf
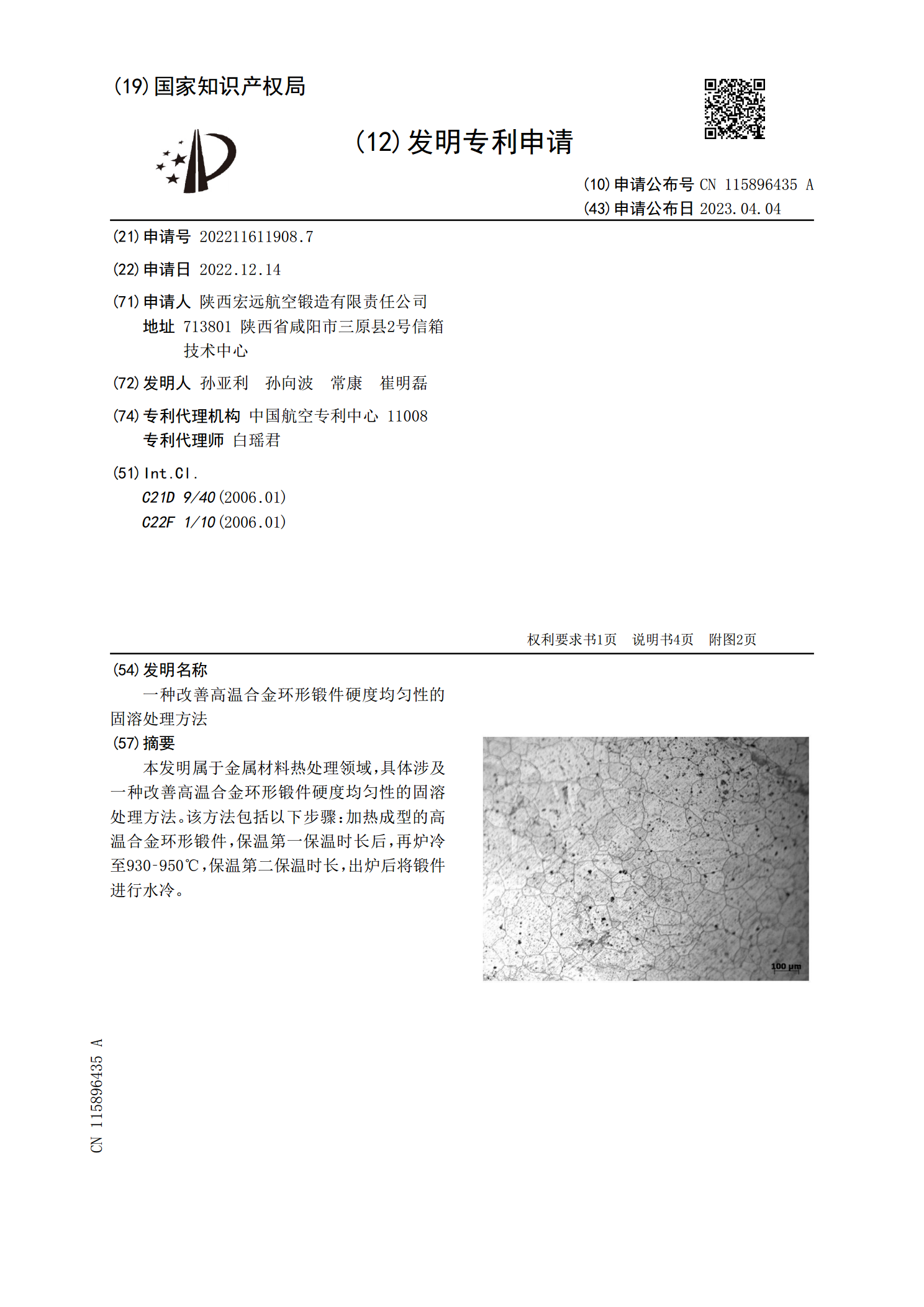
本发明属于金属材料热处理领域,具体涉及一种改善高温合金环形锻件硬度均匀性的固溶处理方法。该方法包括以下步骤:加热成型的高温合金环形锻件,保温第一保温时长后,再炉冷至930‑950℃,保温第二保温时长,出炉后将锻件进行水冷。