
一种紫铜与石墨的钎焊钎料及钎焊方法.pdf

Jo****34

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种紫铜与石墨的钎焊钎料及钎焊方法.pdf
本发明公开了一种紫铜与石墨的钎焊钎料及钎焊方法,所述钎料按重量百分比计的元素成分包括:Ag20%~25%,Cu10%~15%,Ti10%~15%,余量为Al。本发明提供的Al基Ag‑Cu‑Ti‑无铅钎料钎焊温度在950℃~1030℃,钎料熔化温度适中,钎料熔化均匀,通过添加相关有益元素,使得钎料对石墨具有良好的润湿性和铺展性,获得的钎焊接头强度高,耐蚀性好,完全能应用于复杂环境中,是一种综合性能良好的经济型钎料;而且钎焊工艺简单合理,采用真空炉中钎焊方法,钎焊过程无须添加钎剂及其他保护措施,高真空环境配合
用于钼合金和石墨钎焊的高温钎料及制备方法和钎焊工艺.pdf
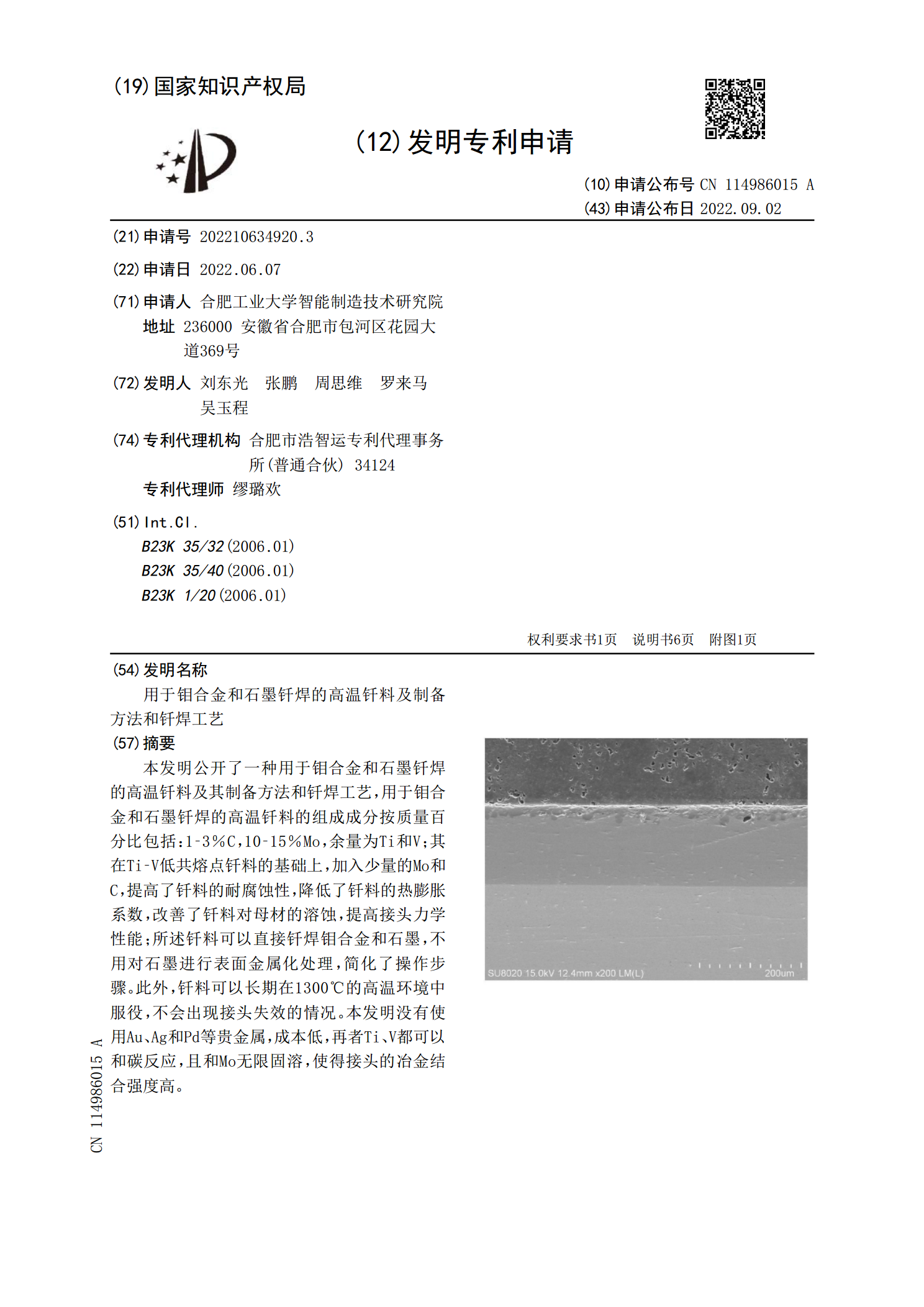
本发明公开了一种用于钼合金和石墨钎焊的高温钎料及其制备方法和钎焊工艺,用于钼合金和石墨钎焊的高温钎料的组成成分按质量百分比包括:1?3%C,10?15%Mo,余量为Ti和V;其在Ti?V低共熔点钎料的基础上,加入少量的Mo和C,提高了钎料的耐腐蚀性,降低了钎料的热膨胀系数,改善了钎料对母材的溶蚀,提高接头力学性能;所述钎料可以直接钎焊钼合金和石墨,不用对石墨进行表面金属化处理,简化了操作步骤。此外,钎料可以长期在1300℃的高温环境中服役,不会出现接头失效的情况。本发明没有使用Au、Ag和Pd等贵金属,成
用于闭式叶轮钎焊的钎料及钎焊装配方法.pdf
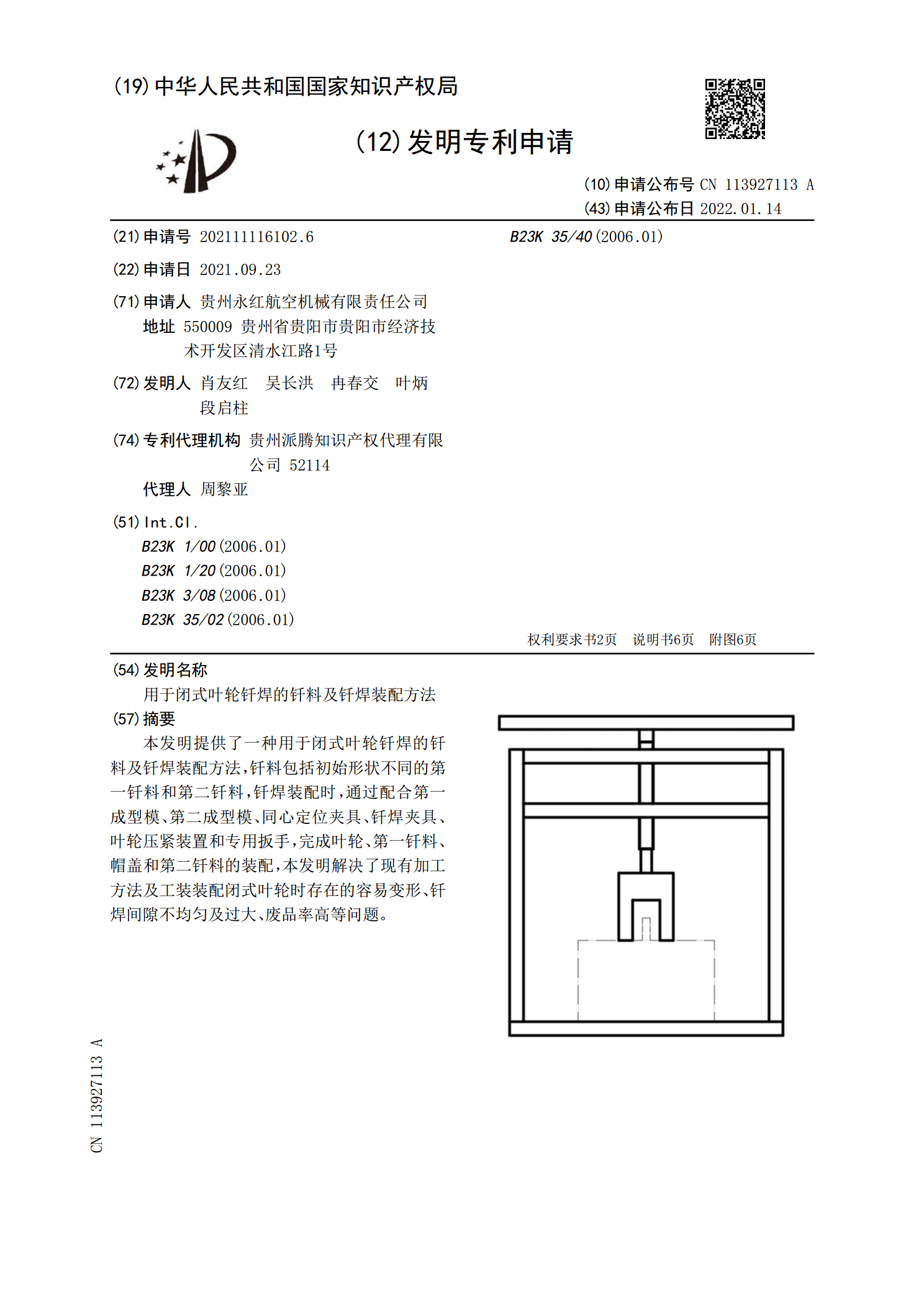
本发明提供了一种用于闭式叶轮钎焊的钎料及钎焊装配方法,钎料包括初始形状不同的第一钎料和第二钎料,钎焊装配时,通过配合第一成型模、第二成型模、同心定位夹具、钎焊夹具、叶轮压紧装置和专用扳手,完成叶轮、第一钎料、帽盖和第二钎料的装配,本发明解决了现有加工方法及工装装配闭式叶轮时存在的容易变形、钎焊间隙不均匀及过大、废品率高等问题。

一种用于超硬磨料钎焊的复合钎料及其制备方法、进行钎焊的方法.pdf
本发明公开了一种用于超硬磨料钎焊的复合钎料及其制备方法、进行钎焊的方法,属于超硬磨料工具制作领域。复合钎料包括CuSnTi合金相和增强相,CuSnTi合金相各组分及其质量百分比分别为70~75%的Cu粉、15~20%Sn粉和5~10%的Ti粉,增强相为WC粉或ZrC粉中的一种,其中,增强相占CuSnTi合金相的体积百分比为5%~40%;先将CuSnTi合金相,和增强相机械混合一段时间,再配以5%的丙烯酸和95%的对二甲苯制成的粘结剂,置于超硬磨料和Q460钢待焊面之间,然后将其放置于真空钎焊炉中进行真空钎

Cu-P钎料真空钎焊紫铜的钎焊后扩散及组织分析.docx
Cu-P钎料真空钎焊紫铜的钎焊后扩散及组织分析钎焊是一种常用的金属连接技术,用于在金属材料之间形成强固的连接。其中,Cu-P钎料广泛应用于紫铜的钎焊过程中。本文将探讨Cu-P钎料钎焊紫铜后的扩散行为及组织分析。1.引言钎焊是一种将钎料(钎剂)加热融化后填充在工件接头间隙中,并在材料表面进行湿润、扩散、冷凝和结晶的连接方法。Cu-P钎料是一种具有良好的钎焊性能的钎料,在紫铜的钎焊过程中得到广泛应用。在钎焊过程中,钎焊接头受到高温激活,造成钎料和母材之间的元素扩散,进而影响接头的力学性能和组织特征。因此,了解