
一种用于超硬磨料钎焊的复合钎料及其制备方法、进行钎焊的方法.pdf

俊英****22

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于超硬磨料钎焊的复合钎料及其制备方法、进行钎焊的方法.pdf
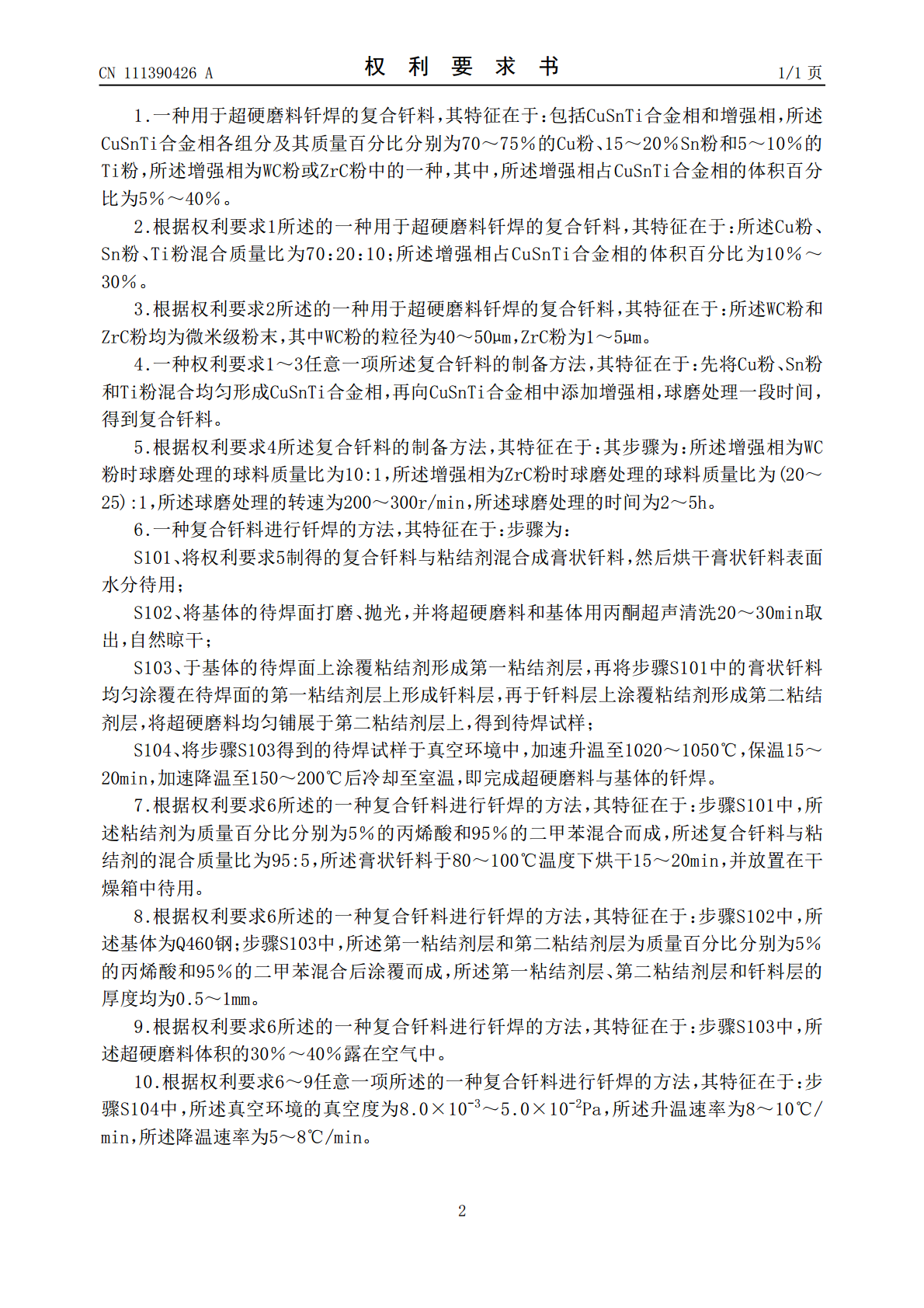
本发明公开了一种用于超硬磨料钎焊的复合钎料及其制备方法、进行钎焊的方法,属于超硬磨料工具制作领域。复合钎料包括CuSnTi合金相和增强相,CuSnTi合金相各组分及其质量百分比分别为70~75%的Cu粉、15~20%Sn粉和5~10%的Ti粉,增强相为WC粉或ZrC粉中的一种,其中,增强相占CuSnTi合金相的体积百分比为5%~40%;先将CuSnTi合金相,和增强相机械混合一段时间,再配以5%的丙烯酸和95%的对二甲苯制成的粘结剂,置于超硬磨料和Q460钢待焊面之间,然后将其放置于真空钎焊炉中进行真空钎
钎焊超硬磨料带锯及其制备方法.pdf
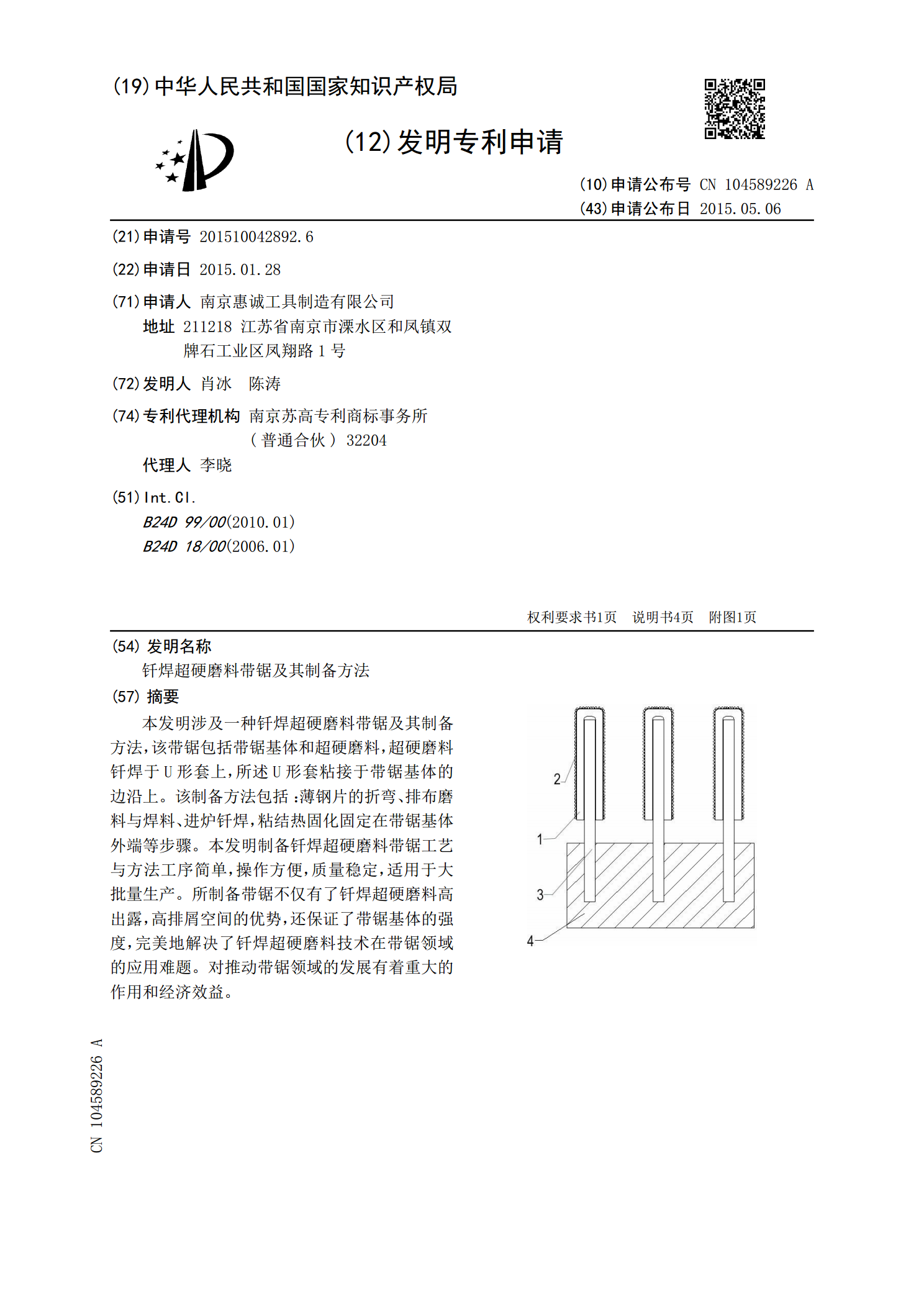
本发明涉及一种钎焊超硬磨料带锯及其制备方法,该带锯包括带锯基体和超硬磨料,超硬磨料钎焊于U形套上,所述U形套粘接于带锯基体的边沿上。该制备方法包括:薄钢片的折弯、排布磨料与焊料、进炉钎焊,粘结热固化固定在带锯基体外端等步骤。本发明制备钎焊超硬磨料带锯工艺与方法工序简单,操作方便,质量稳定,适用于大批量生产。所制备带锯不仅有了钎焊超硬磨料高出露,高排屑空间的优势,还保证了带锯基体的强度,完美地解决了钎焊超硬磨料技术在带锯领域的应用难题。对推动带锯领域的发展有着重大的作用和经济效益。
一种新型多层钎焊超硬磨料复合砂轮及制作方法.pdf
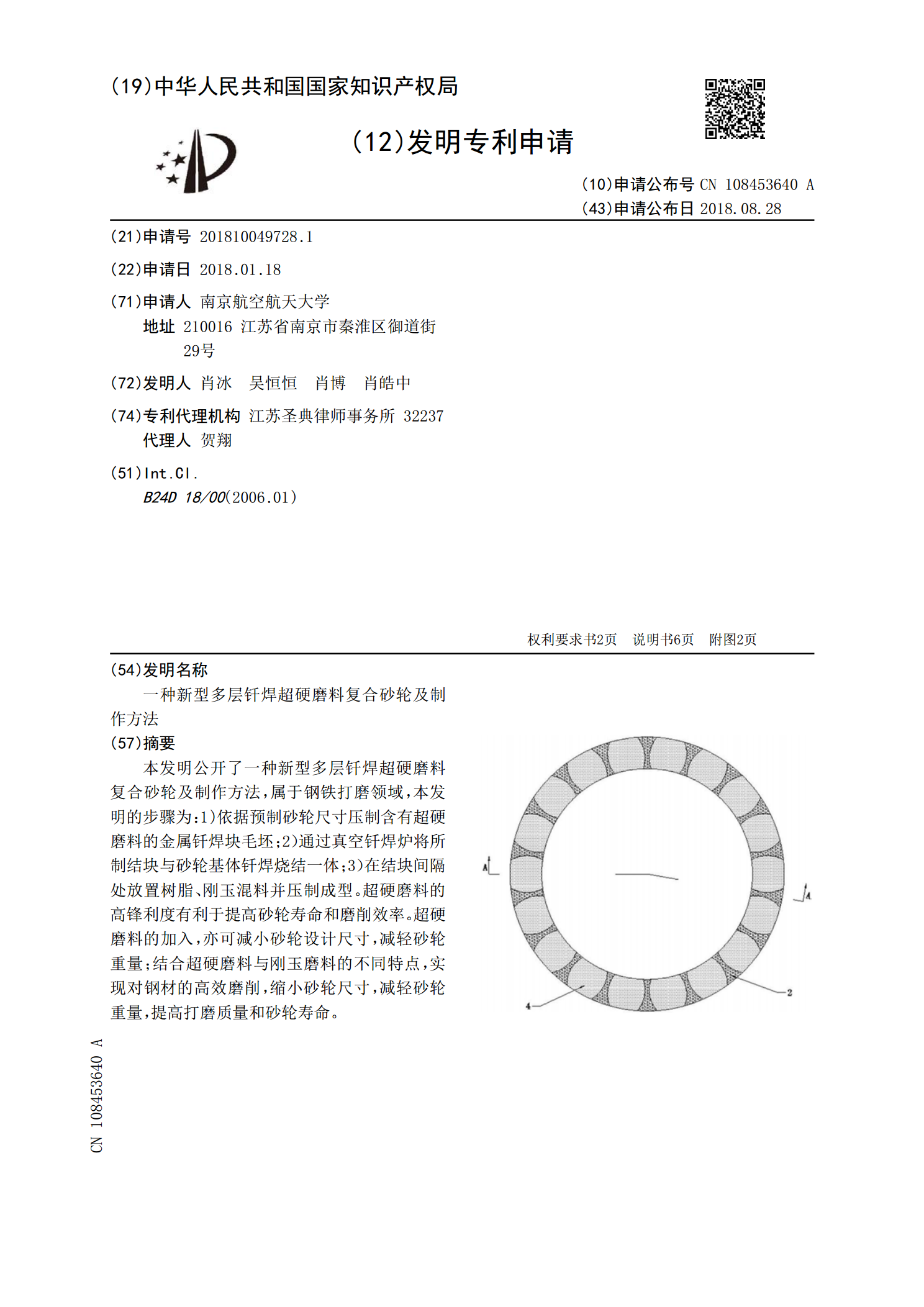
本发明公开了一种新型多层钎焊超硬磨料复合砂轮及制作方法,属于钢铁打磨领域,本发明的步骤为:1)依据预制砂轮尺寸压制含有超硬磨料的金属钎焊块毛坯;2)通过真空钎焊炉将所制结块与砂轮基体钎焊烧结一体;3)在结块间隔处放置树脂、刚玉混料并压制成型。超硬磨料的高锋利度有利于提高砂轮寿命和磨削效率。超硬磨料的加入,亦可减小砂轮设计尺寸,减轻砂轮重量;结合超硬磨料与刚玉磨料的不同特点,实现对钢材的高效磨削,缩小砂轮尺寸,减轻砂轮重量,提高打磨质量和砂轮寿命。

一种用于SiC陶瓷钎焊的钎料及其制备方法.pdf
本发明公开了一种用于SiC陶瓷钎焊的钎料及其制备方法,涉及一种高温活性钎料及其制备方法。该钎料由高熔点的活性元素Zr和Fe构成高温活性钎料,与Ti基活性钎焊相比,使用Zr‑Fe钎料钎焊所得接头不仅具有更好的高温力学性能,适用于航空航天领域,还可用于核反应堆的SiC陶瓷钎焊连接。制备该钎料的方法是先称取一定含量的Zr颗粒和Fe颗粒,然后利用电弧熔炼、吸铸法成型以及机加工得到一定厚度的Zr‑Fe合金片,将其正反两面机械磨光后,并用丙酮进行超声清洗,烘干后即完成钎焊SiC陶瓷钎料的制备。本发明采用电弧炉进行钎料
一种不含钎剂的真空钎焊膏状钎料、制备方法及其使用方法.pdf
一种不含钎剂的真空钎焊膏状钎料、制备方法及其使用方法。本发明涉及一种不含钎剂的用于真空钎焊铝基复合材料的膏状钎料、制备方法及其使用方法。是为了解决箔状钎料对于形状复杂的构件,存在焊接装配与操作困难,不利于自动化生产,以及现有膏状钎料中钎剂在钎缝中无法排出,导致焊缝处产生电化学腐蚀,降低焊接接头性能的问题。本发明的膏状钎料由钎料合金粉和粘结剂混合而成,不含钎剂。制备方法包括制备钎料合金粉、制备粘结剂,将两者按比例混合,即得到不含钎剂的真空钎焊膏状钎料。使用方法是采用刷子将膏状钎料刷涂在复合材料表面然后放入真