
车轴水平斜向淬火装置和淬火方法.pdf

雨巷****凝海


1/9
2/9
3/9

4/9
5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

车轴水平斜向淬火装置和淬火方法.pdf
车轴水平斜向淬火装置和淬火方法,属于金属热处理工艺技术领域。其特点是水平斜向淬火装置包括淬火槽、提升架和升降机构组成;淬火方法是按照:车轴加热、淬火槽准备、转运待淬火车轴、淬火四个步骤进行。优点是构思新颖,装置结构简单,淬火方法简单,利用现有台车式炉,降低人工和设备投入成本,提高工作效率,避免高温操作环境的安全隐患,淬火时车轴工件腹腔内热蒸汽可迅速排出,车轴腹腔得到及时冷却,淬火后车轴硬度达到标准。
淬火装置以及淬火方法.pdf
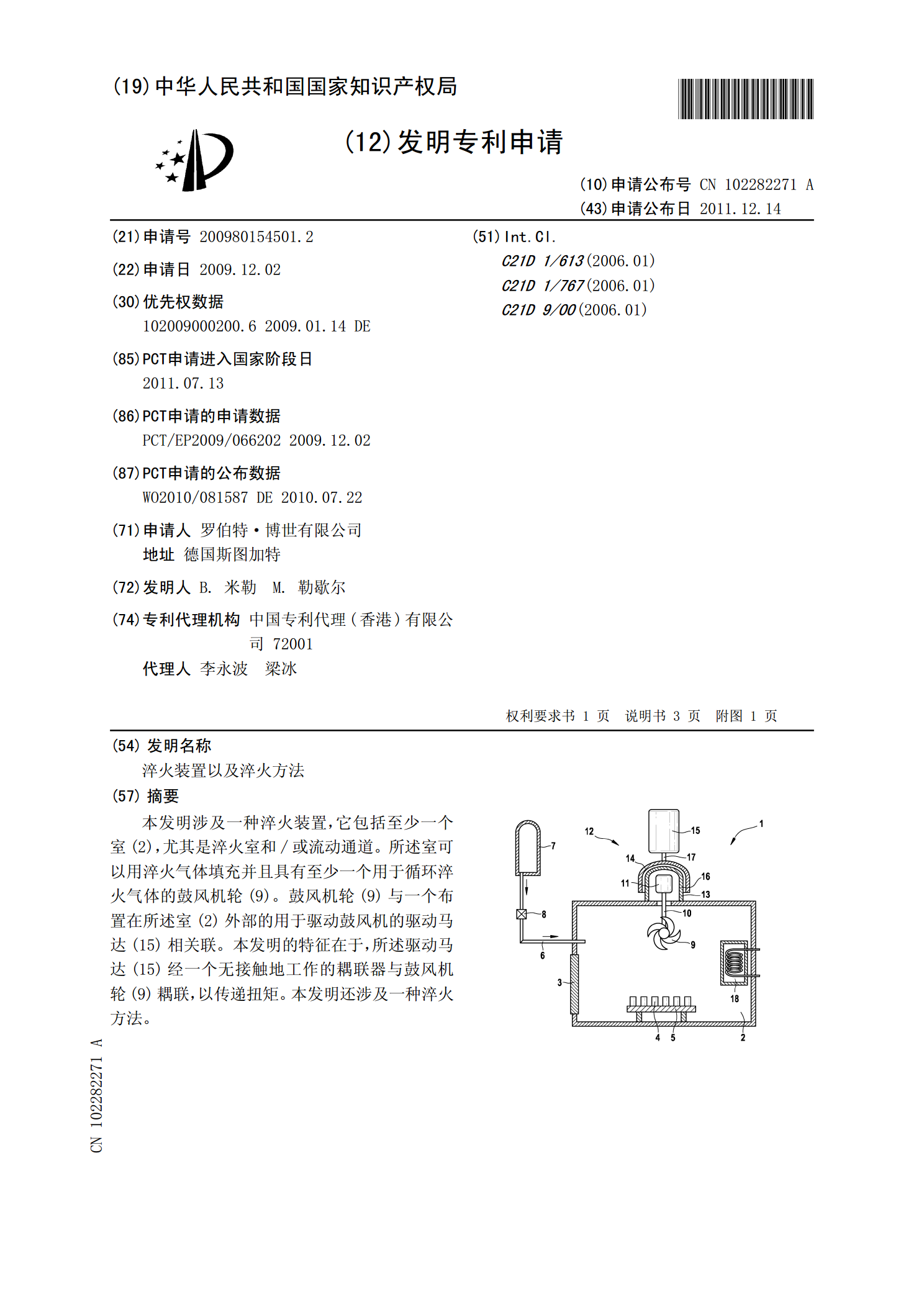
本发明涉及一种淬火装置,它包括至少一个室(2),尤其是淬火室和/或流动通道。所述室可以用淬火气体填充并且具有至少一个用于循环淬火气体的鼓风机轮(9)。鼓风机轮(9)与一个布置在所述室(2)外部的用于驱动鼓风机的驱动马达(15)相关联。本发明的特征在于,所述驱动马达(15)经一个无接触地工作的耦联器与鼓风机轮(9)耦联,以传递扭矩。本发明还涉及一种淬火方法。

淬火装置以及淬火方法.pdf
本发明提供淬火装置以及淬火方法,通过在多个工件的每一个中均匀地进行针对进行了固溶处理的多个工件的鼓风淬火,从而得到在多个工件的每一个中具有均质的品质的工件。该淬火装置(20)是对从固溶处理炉(10)取出的固溶处理后的工件(W)进行淬火处理的装置,该固溶处理炉(10)具有呈环状排列配置且沿上下方向层叠配置的多个工件存放室(11)以及与该工件存放室(11)对应的多个工件取出口(12),该淬火装置(20)设置为能够与工件取出口(12)的位置相对应地进行移动。
一种感应淬火方法及淬火装置.pdf
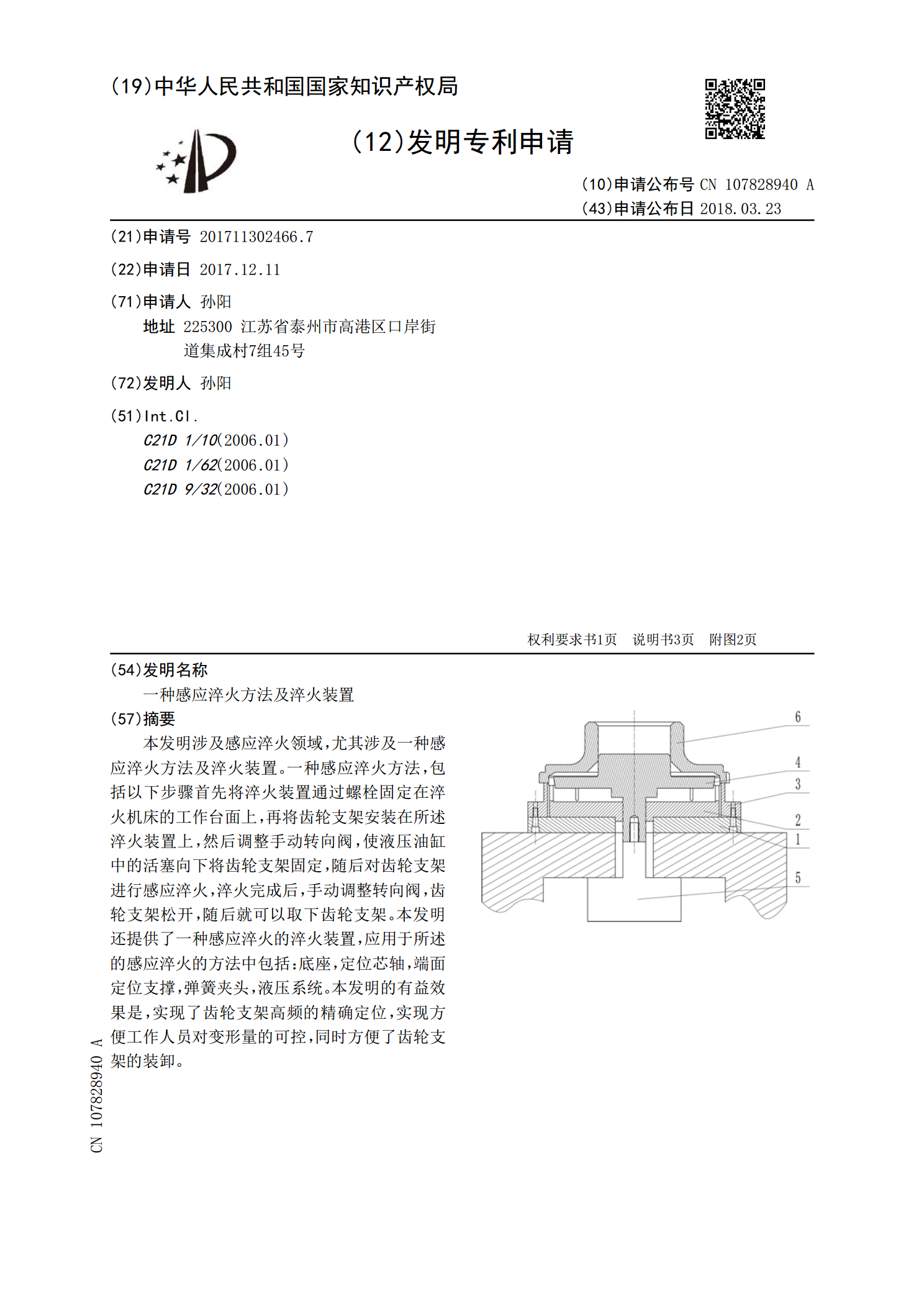
本发明涉及感应淬火领域,尤其涉及一种感应淬火方法及淬火装置。一种感应淬火方法,包括以下步骤首先将淬火装置通过螺栓固定在淬火机床的工作台面上,再将齿轮支架安装在所述淬火装置上,然后调整手动转向阀,使液压油缸中的活塞向下将齿轮支架固定,随后对齿轮支架进行感应淬火,淬火完成后,手动调整转向阀,齿轮支架松开,随后就可以取下齿轮支架。本发明还提供了一种感应淬火的淬火装置,应用于所述的感应淬火的方法中包括:底座,定位芯轴,端面定位支撑,弹簧夹头,液压系统。本发明的有益效果是,实现了齿轮支架高频的精确定位,实现方便工作

淬火装置.pdf
一种淬火装置包括电机、太阳转动齿轮、盖体、行星转动齿轮、行星架、轴承、连接轴、连接件以及淬火液槽:电机具有转轴;太阳转动齿轮固定连接于转轴;盖体相对太阳转动齿轮不动,盖体具有环形齿部;行星转动齿轮位于太阳转动齿轮和环形齿部之间、分别啮合,行星转动齿轮内设有容置部;行星架的第一端固定连接于转轴,行星架的第二端设置有收容部;轴承设置在收容部内;连接轴的上部固定设置在轴承内且下部固定设置在容置部内,以使连接轴能够自转;连接件的上端连接于连接轴的下端,连接件的下端用于连接被淬火对象;淬火液槽用于盛放淬火液并供被淬