
一种低合金黑皮钢板生产方法.pdf

是你****韵呀


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低合金黑皮钢板生产方法.pdf
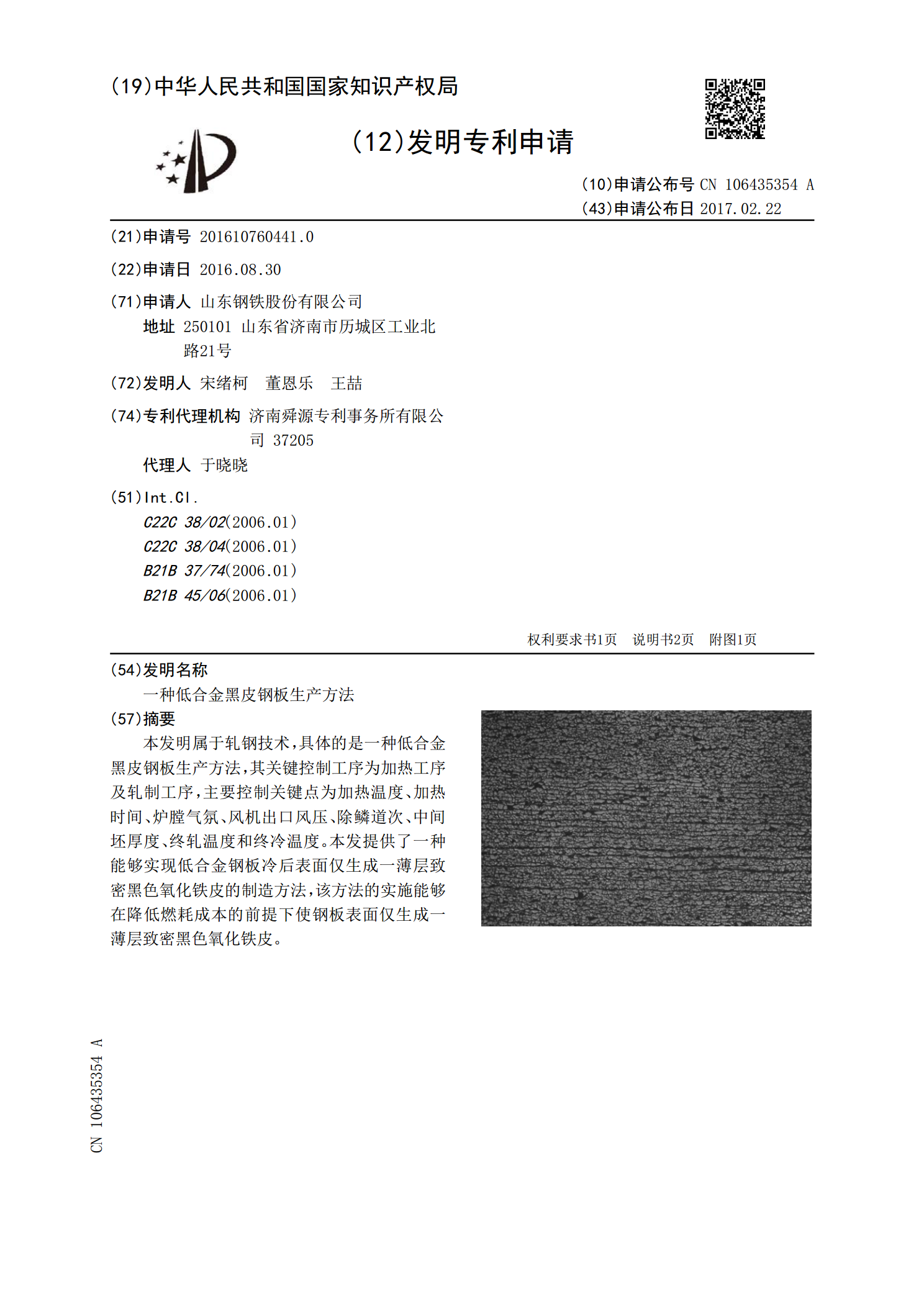
本发明属于轧钢技术,具体的是一种低合金黑皮钢板生产方法,其关键控制工序为加热工序及轧制工序,主要控制关键点为加热温度、加热时间、炉膛气氛、风机出口风压、除鳞道次、中间坯厚度、终轧温度和终冷温度。本发提供了一种能够实现低合金钢板冷后表面仅生成一薄层致密黑色氧化铁皮的制造方法,该方法的实施能够在降低燃耗成本的前提下使钢板表面仅生成一薄层致密黑色氧化铁皮。

一种低合金中厚钢板的生产方法.pdf
一种低合金中厚钢板的生产方法,工艺路线为:转炉炼钢→炉外精炼→连铸→加热→轧制→加速冷却。钢的成分质量百分比为:C=0.15~0.17,Si=0.20~0.40,Mn=0.55~0.65,P≤0.020,S≤0.020,Al=0.020~0.040,Nb=0.014~0.016,CEV≤0.30。钢板仍然保留了传统Q345D钢板的(P+F)显微组织特征;钢板成分设计中Mn降低0.9%,不加入Ni,增加了0.015%Nb,降低了吨钢合金成本;Nb微合金化处理辅以TMCP工艺,满足了钢板性能的要求,延伸率提高

一种低合金中厚钢板的生产方法.pdf
一种低合金中厚钢板的生产方法,工艺路线为转炉炼钢→炉外精炼→连铸→加热→轧制→加速冷却。钢的组成成分质量百分比为:C=0.15~0.17,Si=0.20~0.40,Mn=0.55~0.65,P≤0.020,S≤0.020,Al=0.020~0.040,Nb=0.014~0.016,CEV≤0.30。本发明钢板仍然保留了传统Q345B钢板的(P+F)显微组织特征;钢板成分设计中Mn降低0.9%,增加了0.015%Nb,降低了吨钢合金成本;Nb微合金化处理辅以TMCP工艺,满足了钢板性能的要求,延伸率提高了2

一种低合金中厚钢板的生产方法.pdf
一种低合金中厚钢板的生产方法,工艺路线为转炉炼钢→炉外精炼→连铸→加热→轧制→加速冷却。钢的组成成分质量百分比为:C=0.15~0.17,Si=0.20~0.40,Mn=0.55~0.65,P≤0.020,S≤0.020,Al=0.003~0.010,Nb=0.014~0.016,CEV≤0.30。本发明钢板仍然保留了传统Q345B钢板的(P+F)显微组织特征;钢板成分设计中Mn降低0.9%,增加了0.015%Nb,降低了吨钢合金成本;Nb微合金化处理辅以TMCP工艺,满足了钢板性能的要求,延伸率提高了2
冷轧低合金高强钢板的生产方法.pdf
本发明涉及一种冷轧低合金高强钢板的生产方法,用于同时生产屈服强度260MPa级和屈服强度300MPa级冷轧低合金高强钢板,属于钢铁产品生产技术领域。本发明采用相同成分设计,通过热轧、冷轧及退火工艺的分级控制,实现了屈服强度260MPa级和屈服强度300MPa级冷轧低合金高强钢板的同时生产,并实现了这两种不同强度级别冷轧低合金高强钢板的组织性能稳定控制,对于成品力学性能要求,260MPa级达到R<base:Sub>p0.2</base:Sub>:260~330MPa,R<base:Sub>m</base:S