
一种轴承钢加热脱碳控制方法.pdf

是你****嘉嘉

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承钢加热脱碳控制方法.pdf
本发明公开了一种轴承钢加热脱碳控制方法,采用侧进侧出的步进梁式加热炉;燃料为高焦混合煤气;采用还原性气氛加热控制脱碳层深度,采用一火生产工艺,原料为GCr15连铸坯,钢坯装炉、钢坯进入预热段、设定预热段、加热段和均热段空燃比、观察加热温度、实际空燃比和残氧显示值是否符合要求、观察换热器前温度是否超温、若出现异常人工干预。本发明解决一火轴承钢需要高温长时间扩散加热,而难以控制脱碳层深度的矛盾;取消剥皮工序,低成本地满足脱碳层不超过0.5%D高要求指标。
一种减少轴承钢盘条脱碳的高温扩散加热方法.pdf
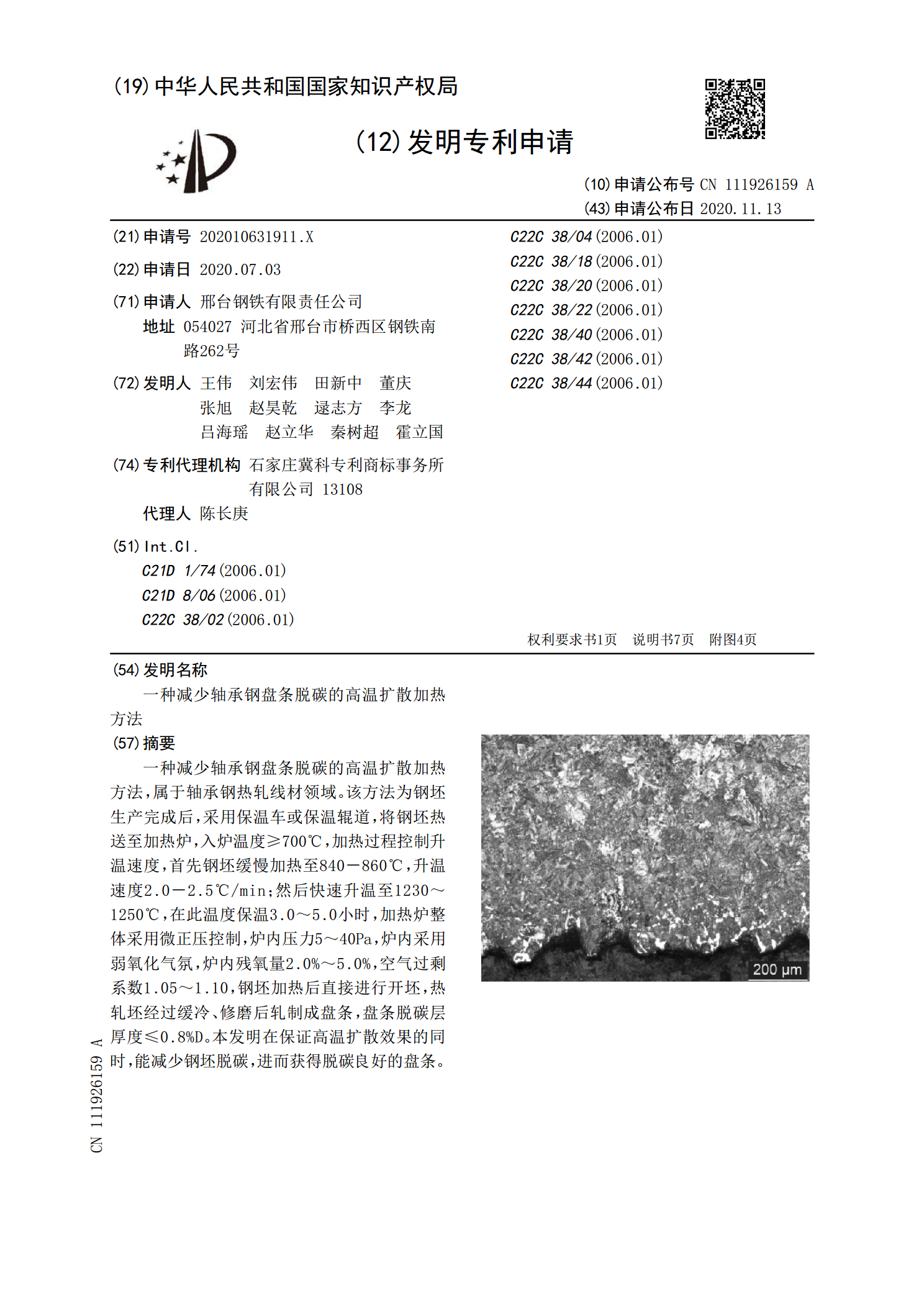
一种减少轴承钢盘条脱碳的高温扩散加热方法,属于轴承钢热轧线材领域。该方法为钢坯生产完成后,采用保温车或保温辊道,将钢坯热送至加热炉,入炉温度≥700℃,加热过程控制升温速度,首先钢坯缓慢加热至840-860℃,升温速度2.0-2.5℃/min;然后快速升温至1230~1250℃,在此温度保温3.0~5.0小时,加热炉整体采用微正压控制,炉内压力5~40Pa,炉内采用弱氧化气氛,炉内残氧量2.0%~5.0%,空气过剩系数1.05~1.10,钢坯加热后直接进行开坯,热轧坯经过缓冷、修磨后轧制成盘条,盘条脱碳层
降低轮毂轴承钢脱碳层深度的加热方法.pdf
本发明公开了一种降低轮毂轴承钢脱碳层深度的加热方法,所述轮毂轴承钢的钢坯装入加热炉进行加热,加热炉的加热段炉膛温度先控制在1160~1200℃,再在钢坯出炉前最后20分钟,温度控制在1220~1250℃;所述钢坯在加热段和均热段的加热总时间为50~60min。本方法在各钢厂现有加热炉结构、燃料及燃烧形式、钢坯运行方式均不变动的情况下,通过缩短加热时间、适当调整加热段和均热段温度等措施,使φ60规格的热轧态轮毂轴承钢表面脱碳层厚度不超过0.48mm,从而满足高端客户要求。
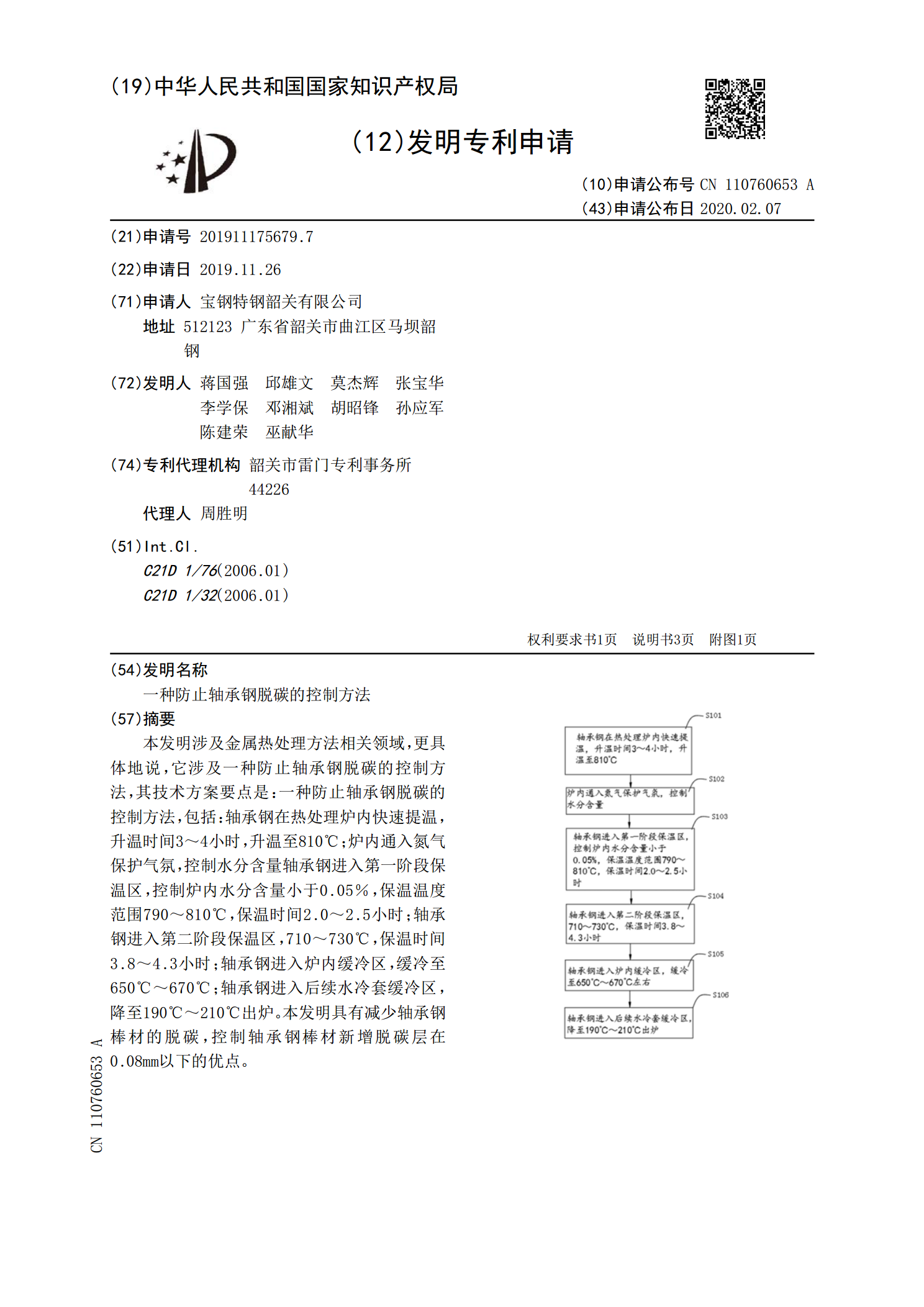
一种防止轴承钢脱碳的控制方法.pdf
本发明涉及金属热处理方法相关领域,更具体地说,它涉及一种防止轴承钢脱碳的控制方法,其技术方案要点是:一种防止轴承钢脱碳的控制方法,包括:轴承钢在热处理炉内快速提温,升温时间3~4小时,升温至810℃;炉内通入氮气保护气氛,控制水分含量轴承钢进入第一阶段保温区,控制炉内水分含量小于0.05%,保温温度范围790~810℃,保温时间2.0~2.5小时;轴承钢进入第二阶段保温区,710~730℃,保温时间3.8~4.3小时;轴承钢进入炉内缓冷区,缓冷至650℃~670℃;轴承钢进入后续水冷套缓冷区,降至190℃
一种轴承钢线材脱碳深度的控制方法.pdf
本发明公开了一种轴承钢线材脱碳深度的控制方法,通过对轧制轴承钢线材的坯料的脱碳层深度进行识别,对于不同类型的坯料采用不同的表面处理方式,并对加热温度、加热时间和炉内气氛进行控制,以实现轴承钢线材脱碳深度的有效控制,使轴承钢线材脱碳深度在标准范围内,满足GB/T18254对轴承钢线材脱碳深度的要求。该方法能够有效解决长时间的高温扩散与脱碳控制之间的矛盾,保证轴承钢线材表层的机械性能,使之满足用户使用要求。并且也间接降低了额外的退火、拉拔道次所增加的深加工成本。