
一种提高锻件锻后机械性能的热处理工艺.pdf

斌斌****公主

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高锻件锻后机械性能的热处理工艺.pdf
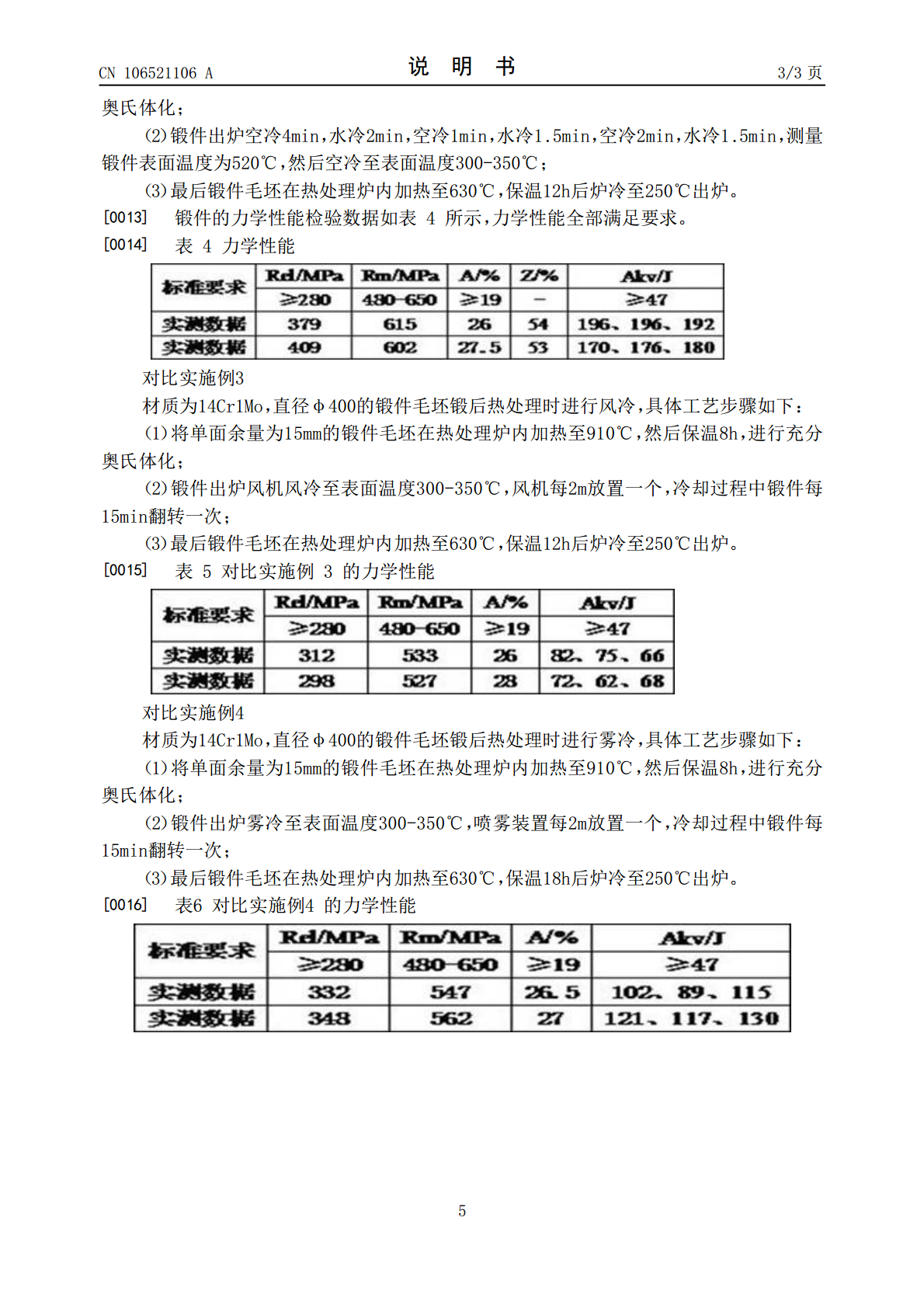
本发明提供了一种提高锻件机械性能的锻后微水冷热处理工艺,具体工艺步骤如下:将单面余量为10‑30mm的精锻后的毛坯在热处理炉内加热至Ac3温度以上30‑80℃并保温进行奥氏体化,保温结束后,出炉空冷3‑10min,毛坯整体入水冷却10s‑3min后再空冷1‑10min,重复进行入水冷却10s‑3min后再空冷1‑10min,直至表面温度为500‑650℃,然后空冷至表面温度300‑400℃,然后装炉于550‑650℃进行回火处理。采用本发明的优点是:锻造采用精锻,毛坯外形尺寸接近于成品尺寸,加工量小,钢材
一种整圆环磁轭锻件的锻后热处理工艺.pdf
本发明提供了一种整圆环磁轭锻件的锻后热处理工艺,具体涉及磁轭配件制备方法领域,该工艺能够解决磁轭锻件不符合产品要求的问题。该热处理工艺包括如下步骤:将锻造后的整圆环磁轭锻件装炉,冷却至660±15℃,保温后,冷却至300±30℃,保温后,升温至660±15℃,保温后,升温至890~920℃,保温后,冷却至690±15℃,保温后,冷却至660±15℃,保温后,冷却至300℃后,将整圆环磁轭锻件取出在空气中冷却至常温。本发明整圆环磁轭锻件的锻后热处理工艺能够有效改善整圆环磁轭锻件的金相组织和晶粒度,确保生产出
风机主轴锻件锻后热处理工艺优化.pptx
汇报人:/目录0102传统热处理工艺的不足优化目的和意义国内外研究现状及发展趋势03材质特性锻造工艺对性能的影响热处理过程中的组织转变04优化方案制定依据优化目标:提高主轴锻件的力学性能和疲劳寿命优化方案:采用热处理工艺,包括淬火、回火和正火等实施步骤:a.淬火:将主轴锻件加热到一定温度,保持一定时间后迅速冷却b.回火:将淬火后的主轴锻件加热到一定温度,保持一定时间后冷却c.正火:将主轴锻件加热到一定温度,保持一定时间后冷却a.淬火:将主轴锻件加热到一定温度,保持一定时间后迅速冷却b.回火:将淬火后的主轴
轴类大锻件锻后余热热处理工艺研究.docx
轴类大锻件锻后余热热处理工艺研究摘要:为提高锻件热处理组织力学性能并达到提高热处理效率、降低生产成本、节能的目的根据某船用大锻件的力学性能要求提出一种大型锻件余热热处理工艺方法该工艺方法由余热正火和普通调质处理两部分组成;基于有限元数值模拟软件DEFORM-3D对该锻件的余热正火、调质热处理过程进行了数值模拟获得了锻件余热热处理过程中的温度、等效应力及组织变化规律。结果表明相对常规热处理工艺而言在确保锻件具有理想的热处理组织及良好的综合力学性能前提下采用余热热处理工艺能有效

轴类大锻件锻后余热热处理工艺研究.docx
轴类大锻件锻后余热热处理工艺研究摘要:为提高锻件热处理组织力学性能并达到提高热处理效率、降低生产成本、节能的目的根据某船用大锻件的力学性能要求提出一种大型锻件余热热处理工艺方法该工艺方法由余热正火和普通调质处理两部分组成;基于有限元数值模拟软件DEFORM-3D对该锻件的余热正火、调质热处理过程进行了数值模拟获得了锻件余热热处理过程中的温度、等效应力及组织变化规律。结果表明相对常规热处理工艺而言在确保锻件具有理想的热处理组织及良好的综合力学性能前提下采用余热热处理工艺能有效