
航空活塞发动机曲轴热处理方法.pdf

Ro****44

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
航空活塞发动机曲轴热处理方法.pdf
本发明航空活塞发动机曲轴热处理方法涉及热处理领域,具体涉及航空活塞发动机曲轴热处理方法,包括以下步骤:正火+高温回火,回火温度在600~640℃,淬火出来先打一个淬火硬度,根据实际情况调整回火温度,正火:加热温度880℃,保温270min,出炉空冷;回火:加热温度640℃,保温600min,出炉空冷;热处理调质处理,曲轴锻造、正火后进行热处理调质处理,并为表面氮化处理做好组织准备,曲轴调质后的金相组织应为均匀的回火索氏体+少量贝氏体组织,淬火:加热880℃,氮气保护,保温时间5h;冷却曲轴出炉后预冷

航空活塞发动机.ppt
活塞发动机航空发动机的分类第一章航空活塞式发动机概述Ⅰ航空活塞式发动机的分类和组成2、按发动机的冷却方式区分航空活塞式发动机可分为气冷式发动机和液冷式发动机。气冷式发动机直接利用迎面气流来冷却气缸。液冷式发动机则利用循环流动的冷却液来冷却气缸,由冷却液把吸收的热量耗散到周围的大气中。3、按气缸排列的方式分直列型用在小型飞机上。气冷式的,也有液冷式星型气冷式的发动机。广泛地用在各种飞机上。4、按空气进入气缸前是否增压区分可分为增压式发动机和吸气式发动机。增压式发动机上装有增压器,外界空气先经过增压器提高压力

航空活塞发动机.ppt
活塞发动机航空发动机的分类第一章航空活塞式发动机概述Ⅰ航空活塞式发动机的分类和组成2、按发动机的冷却方式区分航空活塞式发动机可分为气冷式发动机和液冷式发动机。气冷式发动机直接利用迎面气流来冷却气缸。液冷式发动机则利用循环流动的冷却液来冷却气缸,由冷却液把吸收的热量耗散到周围的大气中。3、按气缸排列的方式分直列型用在小型飞机上。气冷式的,也有液冷式星型气冷式的发动机。广泛地用在各种飞机上。4、按空气进入气缸前是否增压区分可分为增压式发动机和吸气式发动机。增压式发动机上装有增压器,外界空气先经过增压器提高压力
一种发动机曲轴的热处理方法.pdf
本发明公开了一种发动机曲轴的热处理方法,包括如下步骤:(1)淬火:将经加工后的发动机曲轴置于加热炉内,加热至800‑900℃,并保温1‑5小时,然后放入淬火液中淬火处理;(2)回火:将淬火后的曲轴置于回火炉内,加温至650℃‑780℃,保温3小时以上,然后采用空冷;(3)调质:将回火后的曲轴进行喷丸处理,然后在炉内淬火保温1‑3小时进行油冷;再经500‑600℃保温1‑3小时后进行空冷即可。本发明的方法简便易行、技术可靠、质量稳定,既能满足曲轴调质后的综合机械性能,又能避免弯曲变形超差及开裂。
航空活塞发动机中间冷却系统及冷却方法、航空发动机.pdf
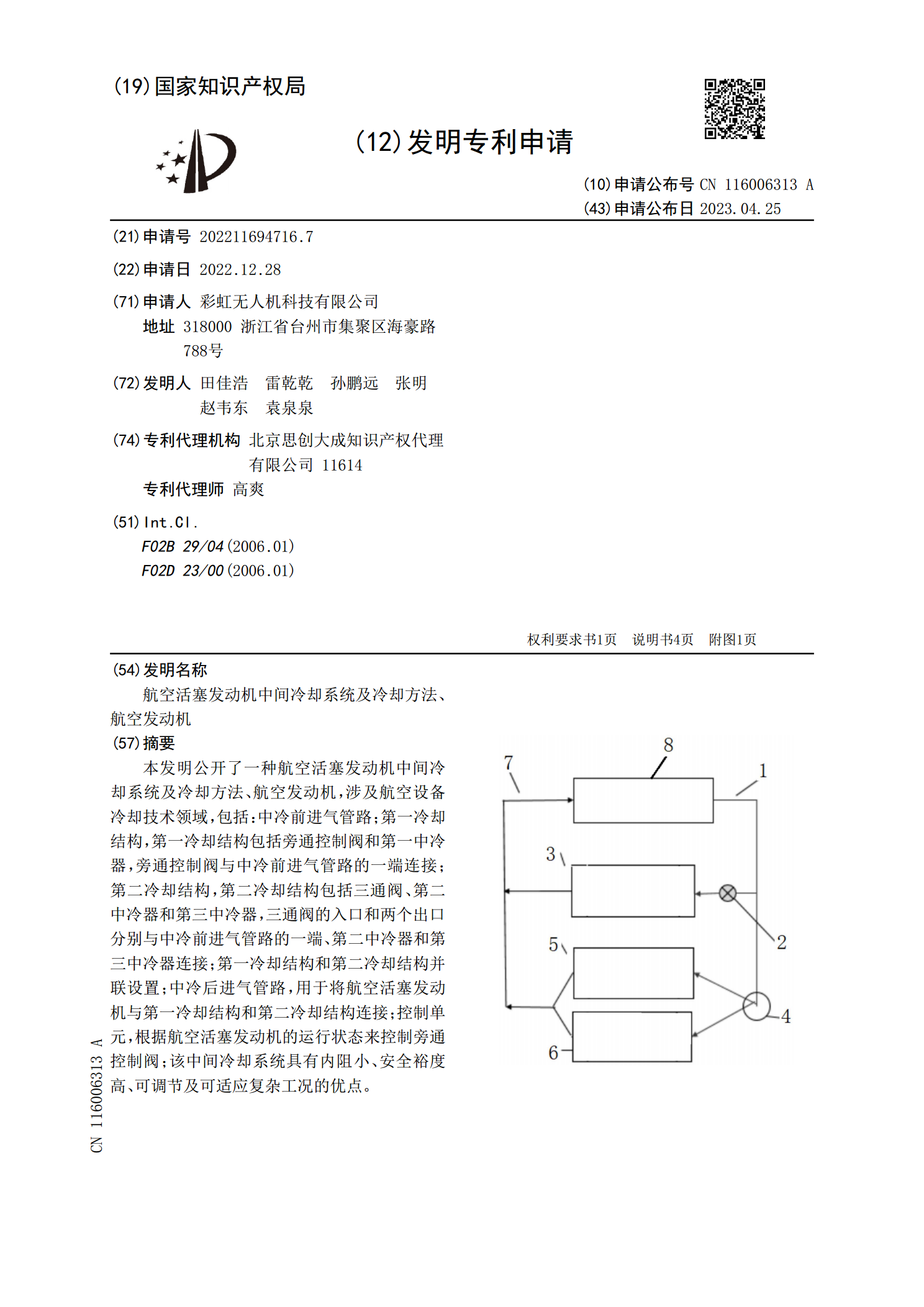
本发明公开了一种航空活塞发动机中间冷却系统及冷却方法、航空发动机,涉及航空设备冷却技术领域,包括:中冷前进气管路;第一冷却结构,第一冷却结构包括旁通控制阀和第一中冷器,旁通控制阀与中冷前进气管路的一端连接;第二冷却结构,第二冷却结构包括三通阀、第二中冷器和第三中冷器,三通阀的入口和两个出口分别与中冷前进气管路的一端、第二中冷器和第三中冷器连接;第一冷却结构和第二冷却结构并联设置;中冷后进气管路,用于将航空活塞发动机与第一冷却结构和第二冷却结构连接;控制单元,根据航空活塞发动机的运行状态来控制旁通控制阀;该