
异形弧弯钢化玻璃生产工艺.pdf

盼易****君a

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
异形弧弯钢化玻璃生产工艺.pdf
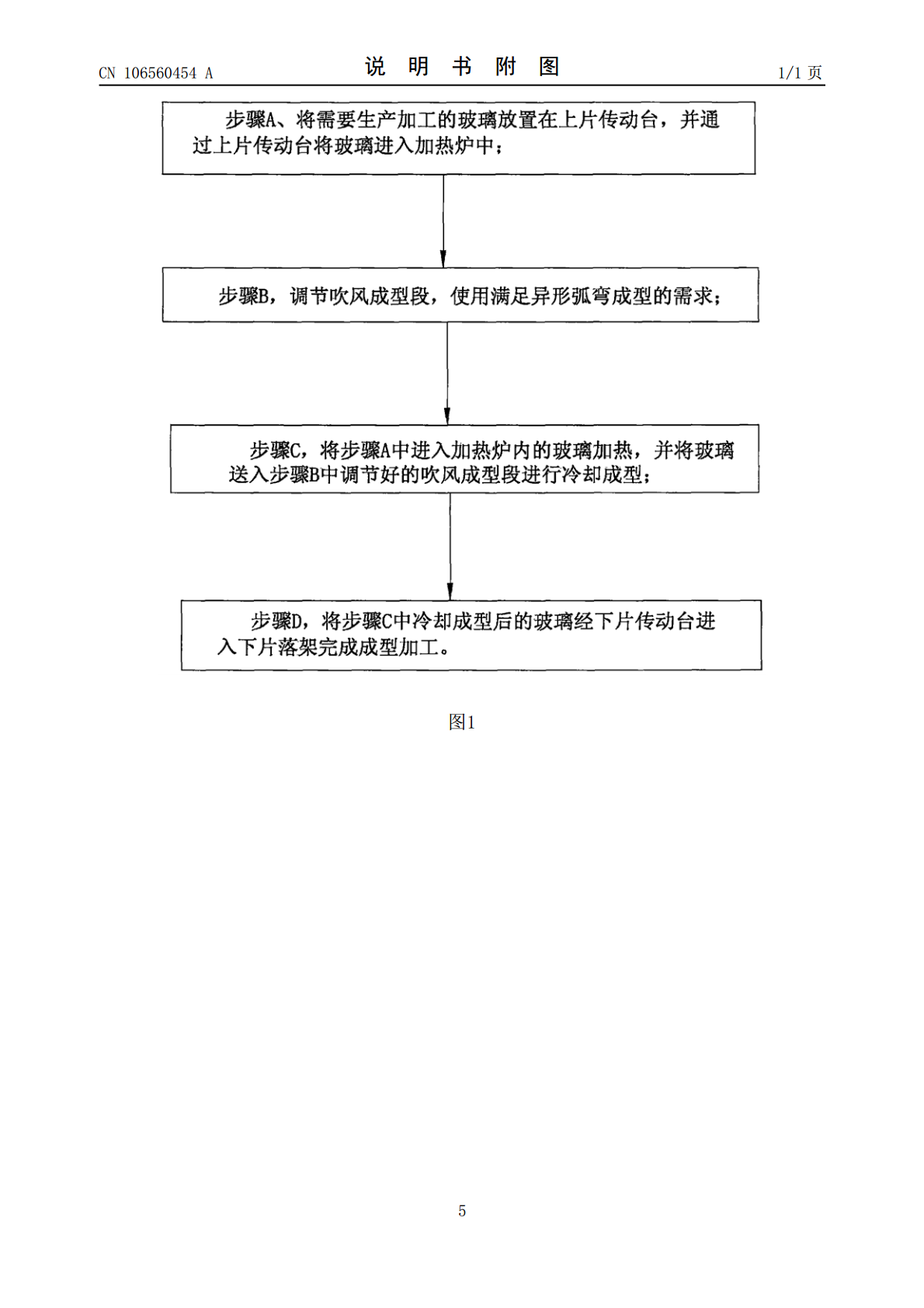
本发明公开了一种异形弧弯钢化玻璃生产工艺,包括上片传动台、加热炉、吹风成型段和下片传动台,包括如下操作步骤,步骤A、将需要生产加工的玻璃放置在上片传动台,并通过上片传动台将玻璃进入加热炉中;步骤B,调节吹风成型段,使用满足异形弧弯成型的需求;步骤C,将步骤A中进入加热炉内的玻璃加热,并将玻璃送入步骤B中调节好的吹风成型段进行冷却成型;步骤D,将步骤C中冷却成型后的玻璃经下片传动台进入下片落架完成成型加工。本发明的操作便捷,大大降低了异形弧弯钢化产品的生产成本,大幅提高了异形弧弯钢化产品的生产进度,满足了建
一种异形弯钢钢化玻璃的生产设备.pdf
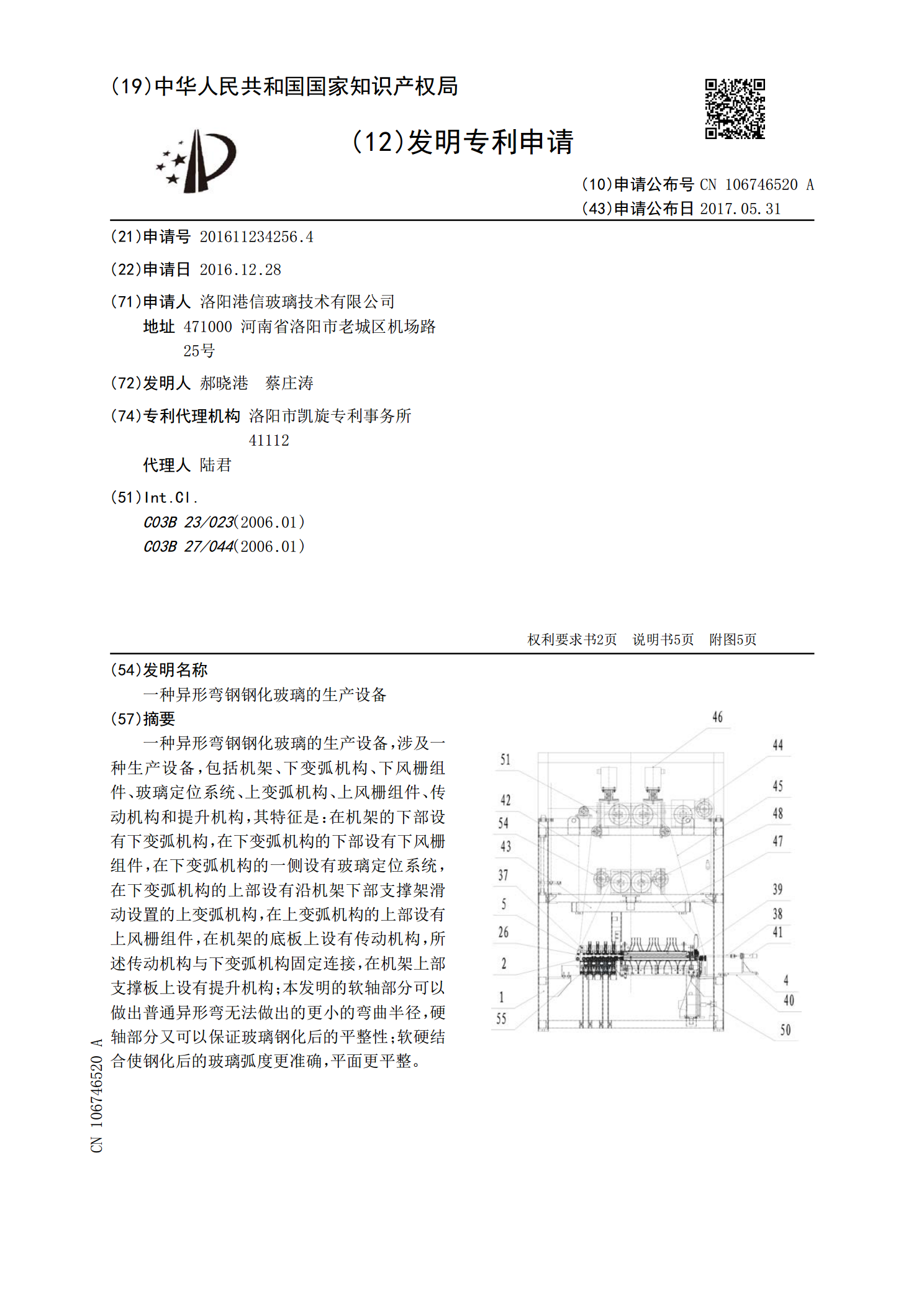
一种异形弯钢钢化玻璃的生产设备,涉及一种生产设备,包括机架、下变弧机构、下风栅组件、玻璃定位系统、上变弧机构、上风栅组件、传动机构和提升机构,其特征是:在机架的下部设有下变弧机构,在下变弧机构的下部设有下风栅组件,在下变弧机构的一侧设有玻璃定位系统,在下变弧机构的上部设有沿机架下部支撑架滑动设置的上变弧机构,在上变弧机构的上部设有上风栅组件,在机架的底板上设有传动机构,所述传动机构与下变弧机构固定连接,在机架上部支撑板上设有提升机构;本发明的软轴部分可以做出普通异形弯无法做出的更小的弯曲半径,硬轴部分又可
异型折角板弯钢化玻璃生产工艺.pdf
本发明涉及钢化玻璃技术领域,且公开了异型折角板弯钢化玻璃生产工艺,包括以下步骤:将回收的废玻璃进行处理,首先将废玻璃放入清理设备中,清理设备利用空气分拣将轻质杂质进行去除,轻质杂质去除完毕之后对清理设备内的废玻璃进行清洗,在将清洗好后的废玻璃放入磁性分离机中,磁性分离机去除废玻璃中混杂的金属杂质,例如,在碎玻璃中有金属盖等可能形成干扰熔炉作业的氧化物。该异型折角板弯钢化玻璃生产工艺,通过配方调整和熔化温度调整,在钢化玻璃生产中加入特殊的原料混合物,不再加入氟硅酸钠或萤石,避免有害气体的产生,且能满足生产要
平弯一体钢化玻璃生产工艺.pdf
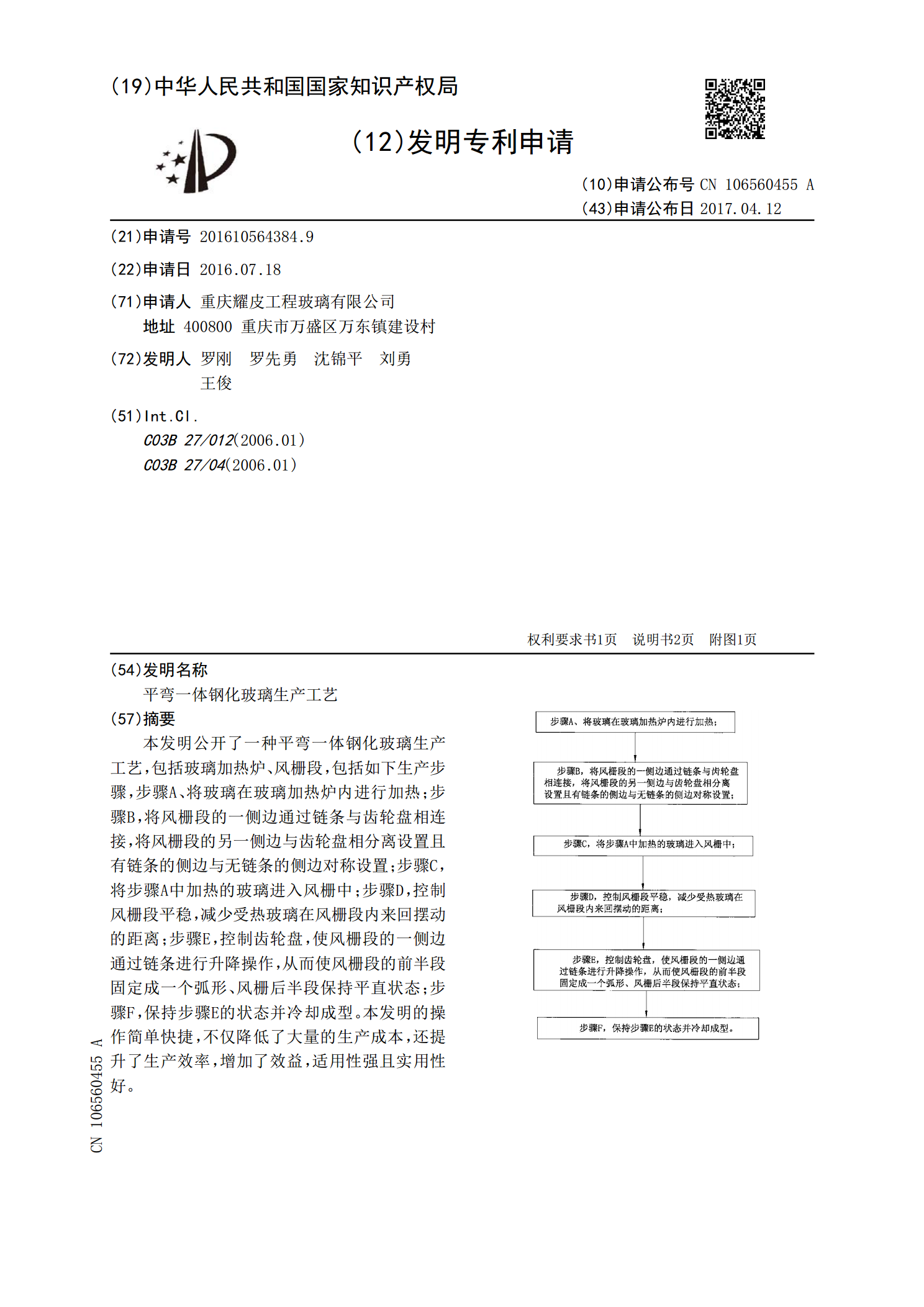
本发明公开了一种平弯一体钢化玻璃生产工艺,包括玻璃加热炉、风栅段,包括如下生产步骤,步骤A、将玻璃在玻璃加热炉内进行加热;步骤B,将风栅段的一侧边通过链条与齿轮盘相连接,将风栅段的另一侧边与齿轮盘相分离设置且有链条的侧边与无链条的侧边对称设置;步骤C,将步骤A中加热的玻璃进入风栅中;步骤D,控制风栅段平稳,减少受热玻璃在风栅段内来回摆动的距离;步骤E,控制齿轮盘,使风栅段的一侧边通过链条进行升降操作,从而使风栅段的前半段固定成一个弧形、风栅后半段保持平直状态;步骤F,保持步骤E的状态并冷却成型。本发明的操
一种异形弯钢化玻璃生产用钢化炉弯风栅及生产方法.pdf
本发明涉及一种异形弯钢化玻璃生产用钢化炉弯风栅及生产方法,包括弯风栅体,待加工异形玻璃的一边为待定位边,钢化炉弯风栅还包括传动组件、定位组件和驱动部件,传动组件包括多个传动辊,多个传动辊平行设置,且相邻两个传动辊之间保持间隙;定位组件包括定位支架、定位块,定位支架包括定位杆和连接件,定位杆位于相邻两个传动辊之间,连接件连接在定位杆的下方;定位块用于与异形玻璃待定位边相抵,定位块设在定位杆上并可沿定位杆的轴向移动;驱动部件与连接件连接,驱动部件用于驱动定位组件移动。本发明通过在钢化炉弯风栅段设置定位组件对异