
一种异形弯钢化玻璃生产用钢化炉弯风栅及生产方法.pdf

一只****签网

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种异形弯钢化玻璃生产用钢化炉弯风栅及生产方法.pdf
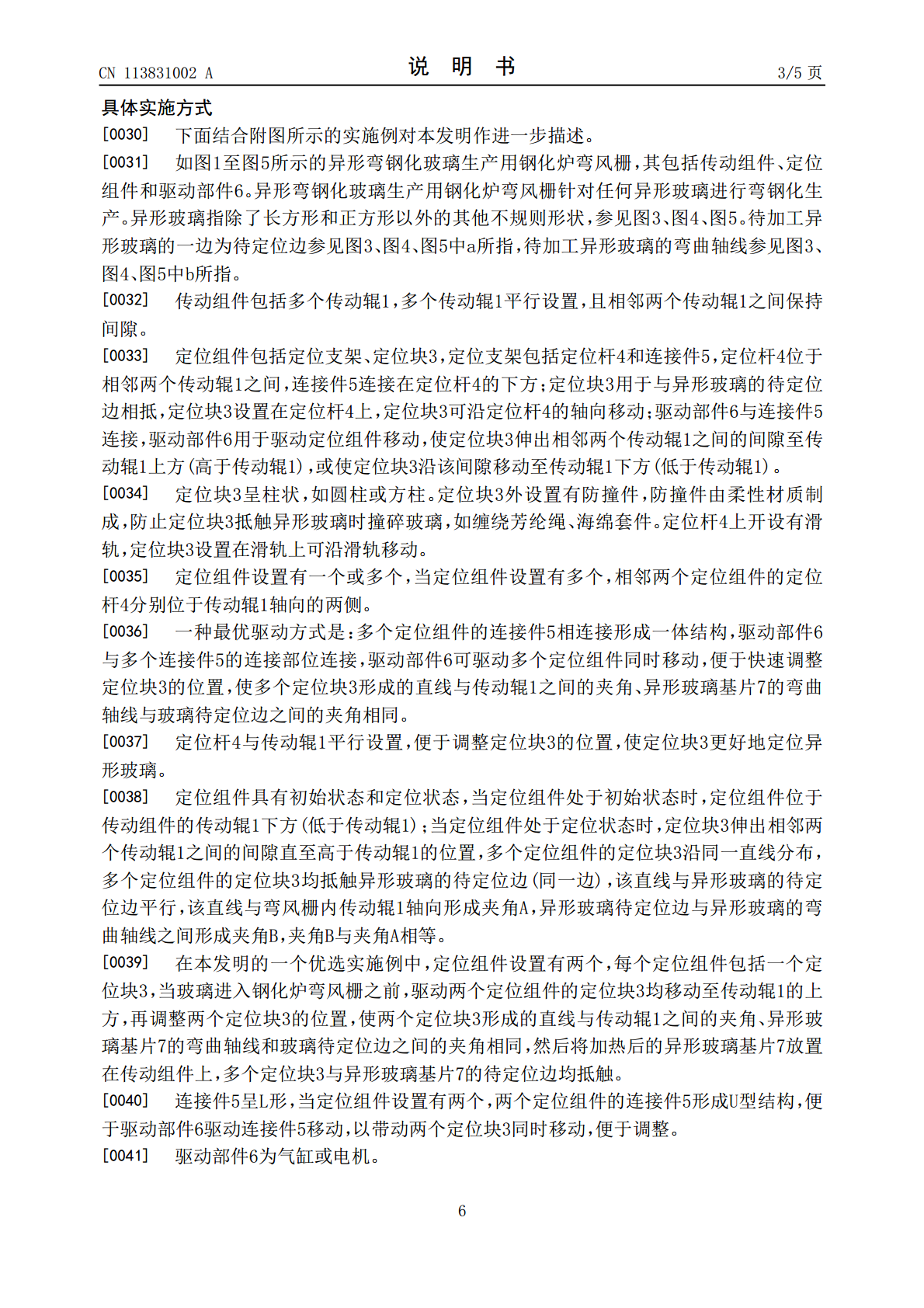
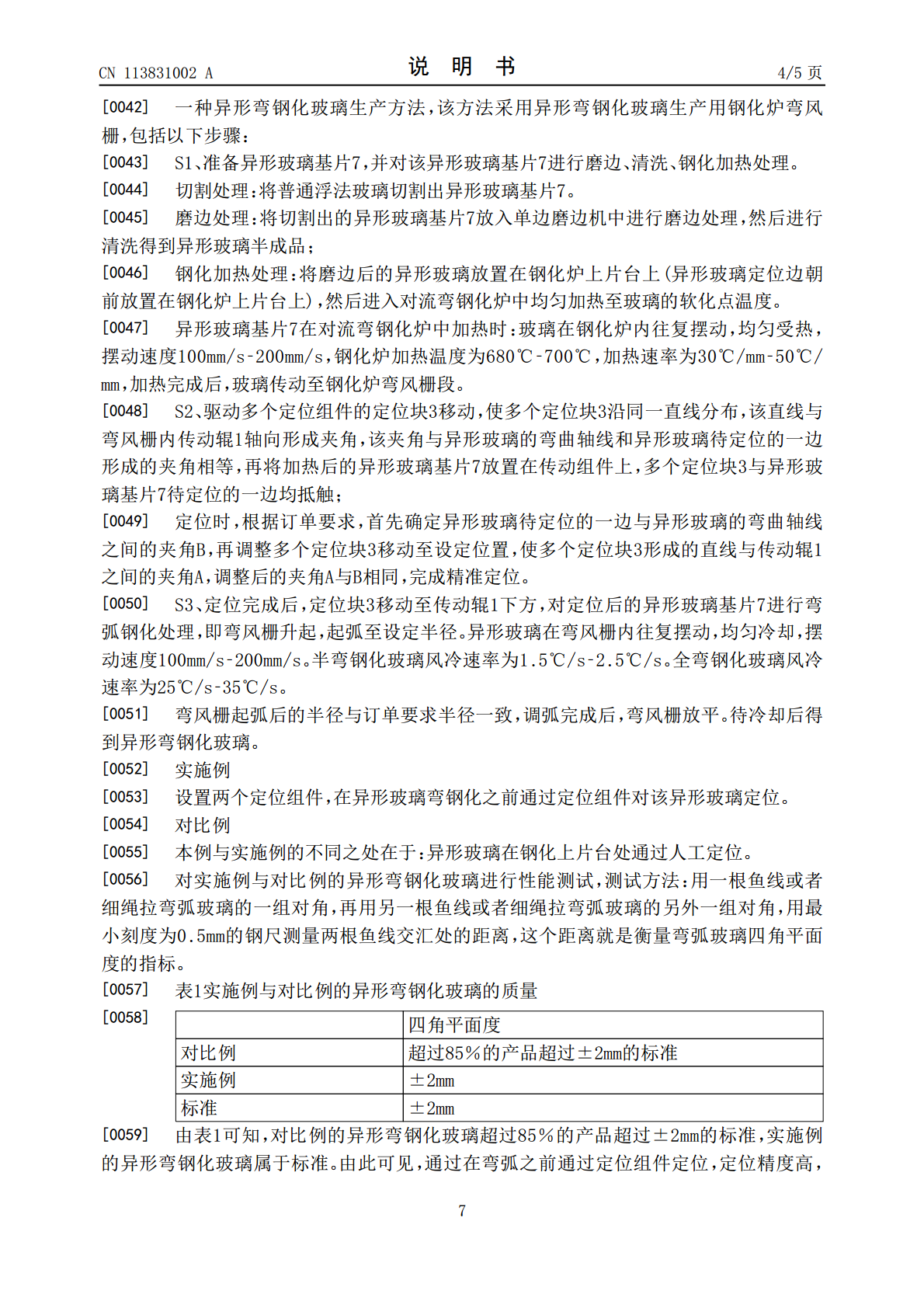
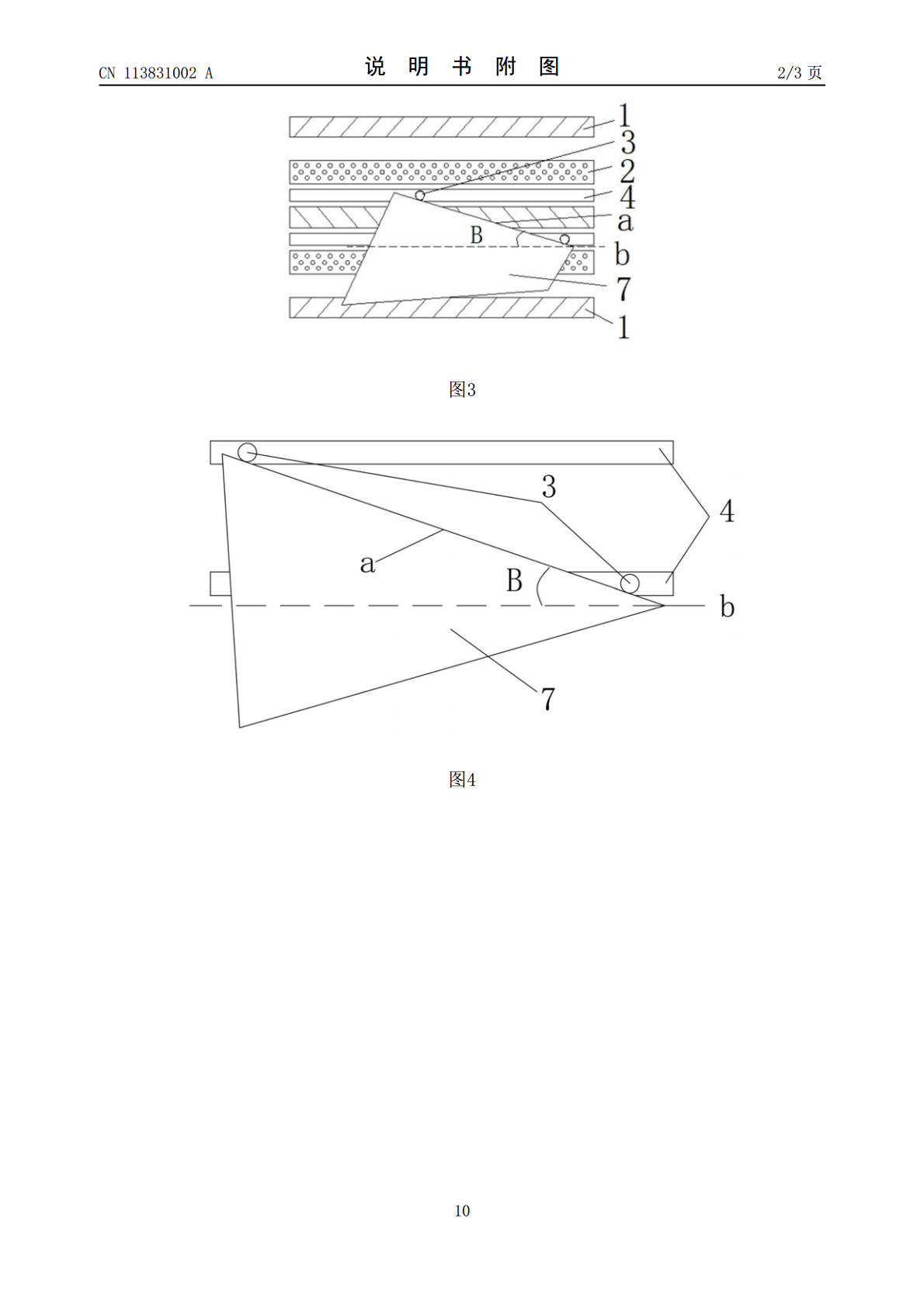
本发明涉及一种异形弯钢化玻璃生产用钢化炉弯风栅及生产方法,包括弯风栅体,待加工异形玻璃的一边为待定位边,钢化炉弯风栅还包括传动组件、定位组件和驱动部件,传动组件包括多个传动辊,多个传动辊平行设置,且相邻两个传动辊之间保持间隙;定位组件包括定位支架、定位块,定位支架包括定位杆和连接件,定位杆位于相邻两个传动辊之间,连接件连接在定位杆的下方;定位块用于与异形玻璃待定位边相抵,定位块设在定位杆上并可沿定位杆的轴向移动;驱动部件与连接件连接,驱动部件用于驱动定位组件移动。本发明通过在钢化炉弯风栅段设置定位组件对异
一种异形弯钢钢化玻璃的生产设备.pdf
一种异形弯钢钢化玻璃的生产设备,涉及一种生产设备,包括机架、下变弧机构、下风栅组件、玻璃定位系统、上变弧机构、上风栅组件、传动机构和提升机构,其特征是:在机架的下部设有下变弧机构,在下变弧机构的下部设有下风栅组件,在下变弧机构的一侧设有玻璃定位系统,在下变弧机构的上部设有沿机架下部支撑架滑动设置的上变弧机构,在上变弧机构的上部设有上风栅组件,在机架的底板上设有传动机构,所述传动机构与下变弧机构固定连接,在机架上部支撑板上设有提升机构;本发明的软轴部分可以做出普通异形弯无法做出的更小的弯曲半径,硬轴部分又可
一种平弯钢化炉风栅.pdf
本发明提供一种平弯钢化炉风栅,可以简化风栅的风道管路,提升冷却效果。该平弯钢化炉风栅包括风栅支架,所述风栅支架包括两根支撑弯管和两根端部连接杆围成的外围框架,所述两根支撑弯管之间固定设有若干平行排列的风管,所述风管的顶面设有用于连接风道的进风接口,所述风管的底面设有若干风栅喷嘴,所述进风接口和风栅喷嘴均与所述风管内部连通。
一种提高平弯钢化炉钢化玻璃质量的风栅结构.pdf
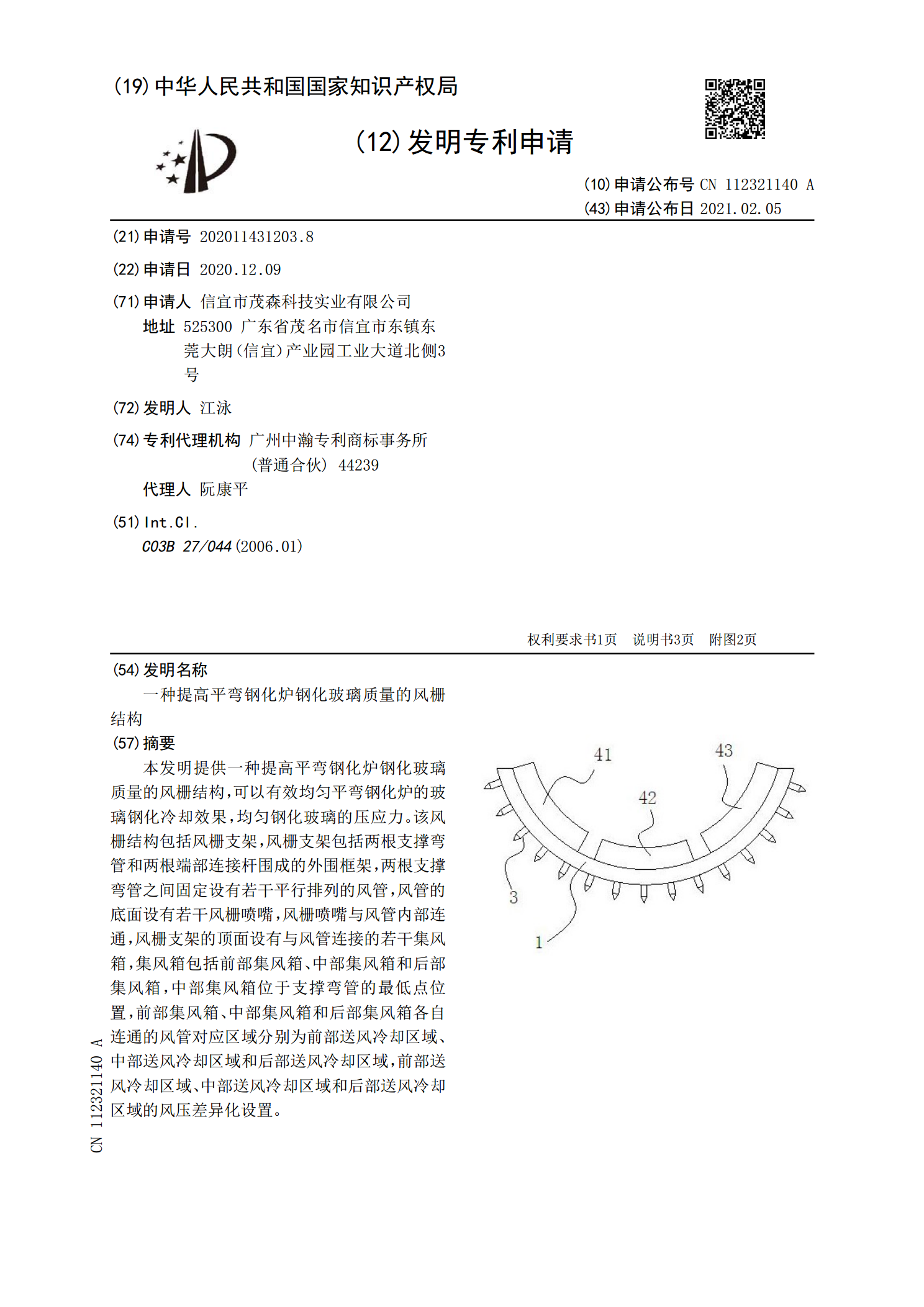
本发明提供一种提高平弯钢化炉钢化玻璃质量的风栅结构,可以有效均匀平弯钢化炉的玻璃钢化冷却效果,均匀钢化玻璃的压应力。该风栅结构包括风栅支架,风栅支架包括两根支撑弯管和两根端部连接杆围成的外围框架,两根支撑弯管之间固定设有若干平行排列的风管,风管的底面设有若干风栅喷嘴,风栅喷嘴与风管内部连通,风栅支架的顶面设有与风管连接的若干集风箱,集风箱包括前部集风箱、中部集风箱和后部集风箱,中部集风箱位于支撑弯管的最低点位置,前部集风箱、中部集风箱和后部集风箱各自连通的风管对应区域分别为前部送风冷却区域、中部送风冷却区
反弯钢化炉风栅传动误差抵消结构.pdf
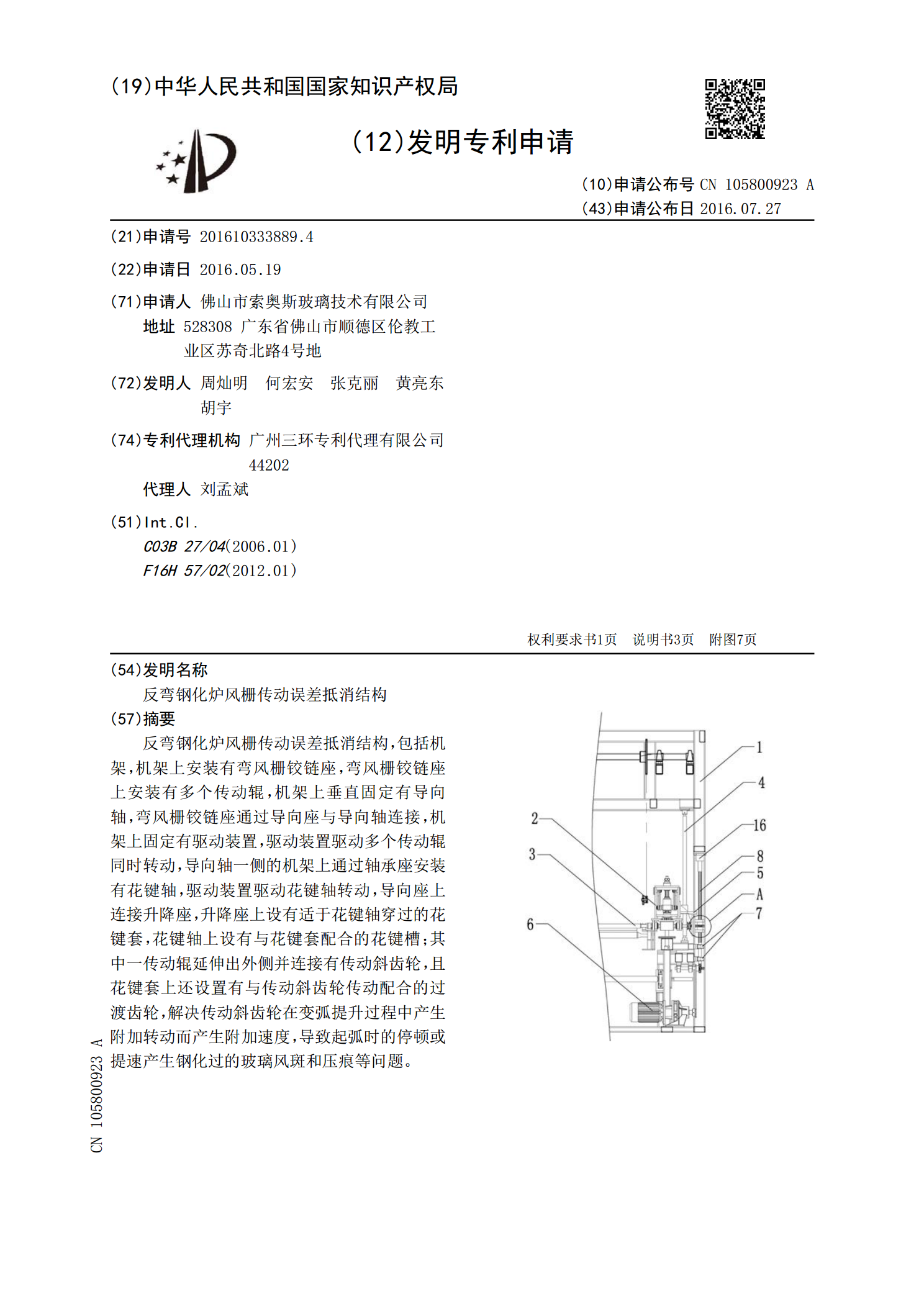
反弯钢化炉风栅传动误差抵消结构,包括机架,机架上安装有弯风栅铰链座,弯风栅铰链座上安装有多个传动辊,机架上垂直固定有导向轴,弯风栅铰链座通过导向座与导向轴连接,机架上固定有驱动装置,驱动装置驱动多个传动辊同时转动,导向轴一侧的机架上通过轴承座安装有花键轴,驱动装置驱动花键轴转动,导向座上连接升降座,升降座上设有适于花键轴穿过的花键套,花键轴上设有与花键套配合的花键槽;其中一传动辊延伸出外侧并连接有传动斜齿轮,且花键套上还设置有与传动斜齿轮传动配合的过渡齿轮,解决传动斜齿轮在变弧提升过程中产生附加转动而产生