
一种锻造用铝合金铸坯制备方法及铸坯的锻造工艺.pdf

念珊****写意

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锻造用铝合金铸坯制备方法及铸坯的锻造工艺.pdf
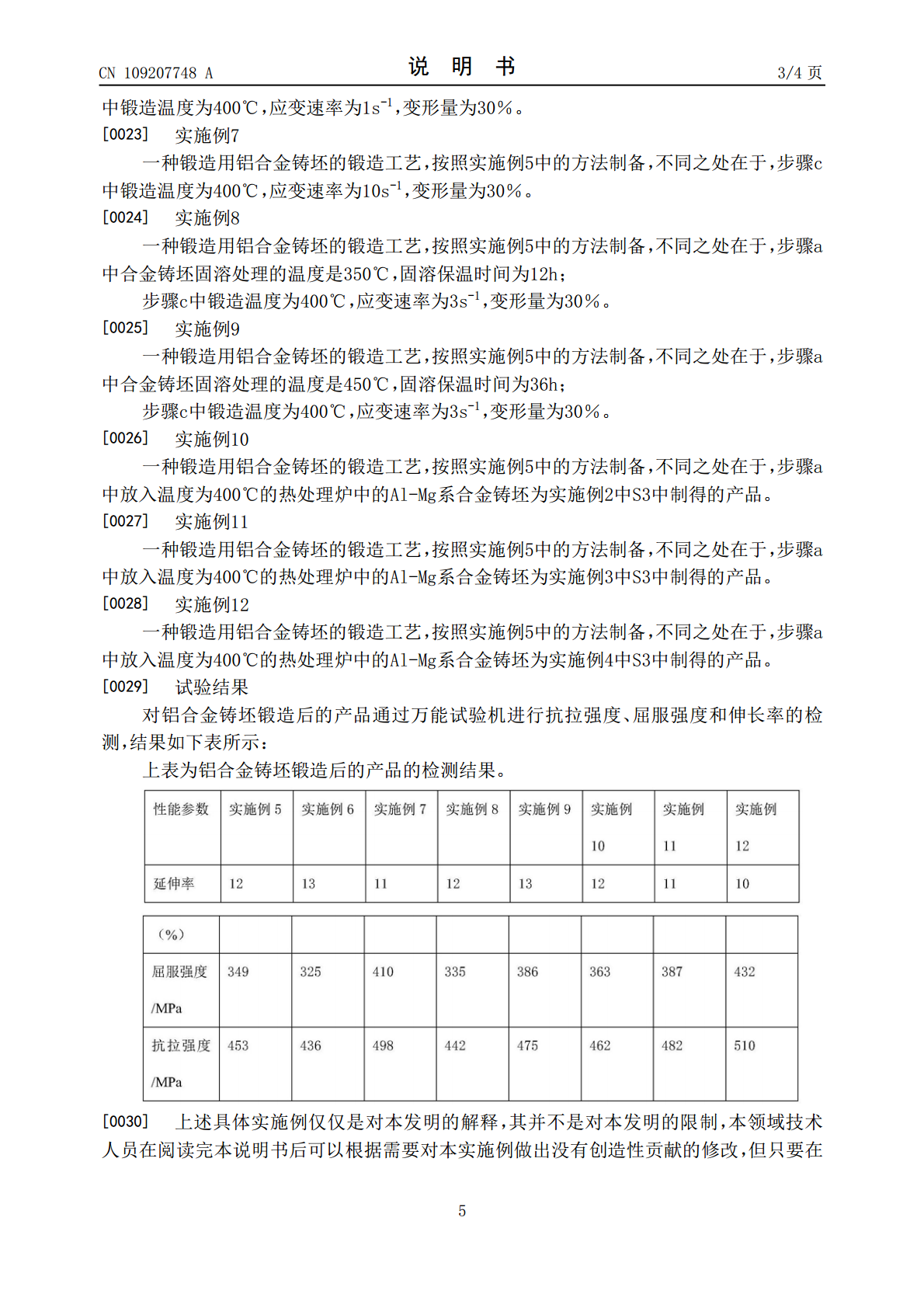
本发明公开了一种锻造用铝合金铸坯制备方法,属于铝合金的制备及加工领域,其技术方案要点是:包括以下步骤:S1:配料,熔化铝锭,并加入除镁之外的其它所需合金元素;S2:加入镁锭,熔炼,直至镁锭全部熔化;S3:采用旋转结晶的方法制备铸坯,旋转结晶过程制备铸坯的过程中,转速为300~3000rpm。本发明还公开了一种锻造用铝合金铸坯的锻造工艺,a、固溶处理,将Al‑Mg系合金铸坯放入特定温度的热处理炉中进行固溶处理,然后淬火;b、对步骤a中得到的合金铸坯进行机加工,而后分切成块状;c、对步骤b中得到的块状合金进行
一种铸坯的制备方法及铅黄铜铸坯.pdf
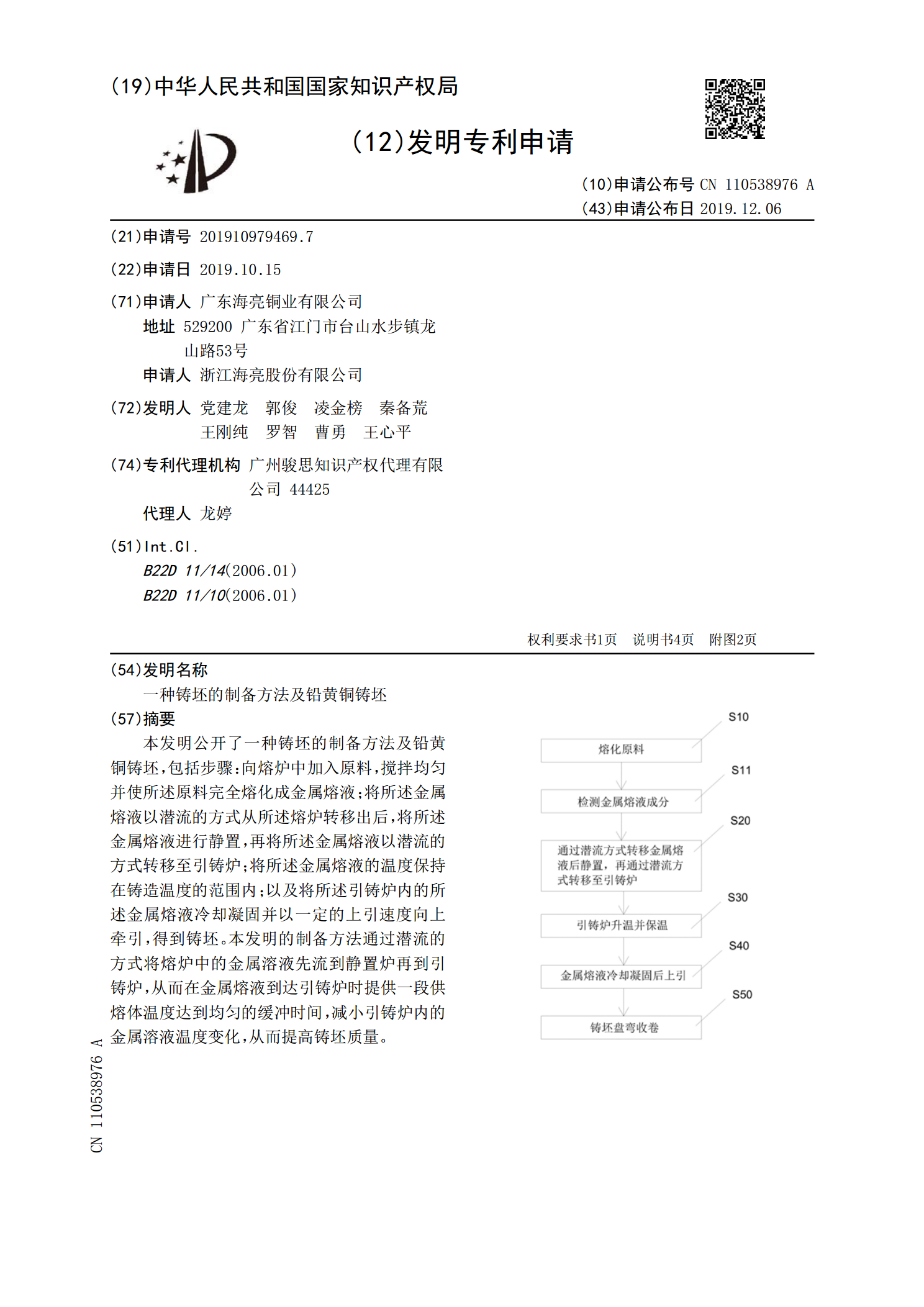
本发明公开了一种铸坯的制备方法及铅黄铜铸坯,包括步骤:向熔炉中加入原料,搅拌均匀并使所述原料完全熔化成金属熔液;将所述金属熔液以潜流的方式从所述熔炉转移出后,将所述金属熔液进行静置,再将所述金属熔液以潜流的方式转移至引铸炉;将所述金属熔液的温度保持在铸造温度的范围内;以及将所述引铸炉内的所述金属熔液冷却凝固并以一定的上引速度向上牵引,得到铸坯。本发明的制备方法通过潜流的方式将熔炉中的金属溶液先流到静置炉再到引铸炉,从而在金属熔液到达引铸炉时提供一段供熔体温度达到均匀的缓冲时间,减小引铸炉内的金属溶液温度变
2507超级双相不锈钢铸坯的开坯锻造方法.pdf
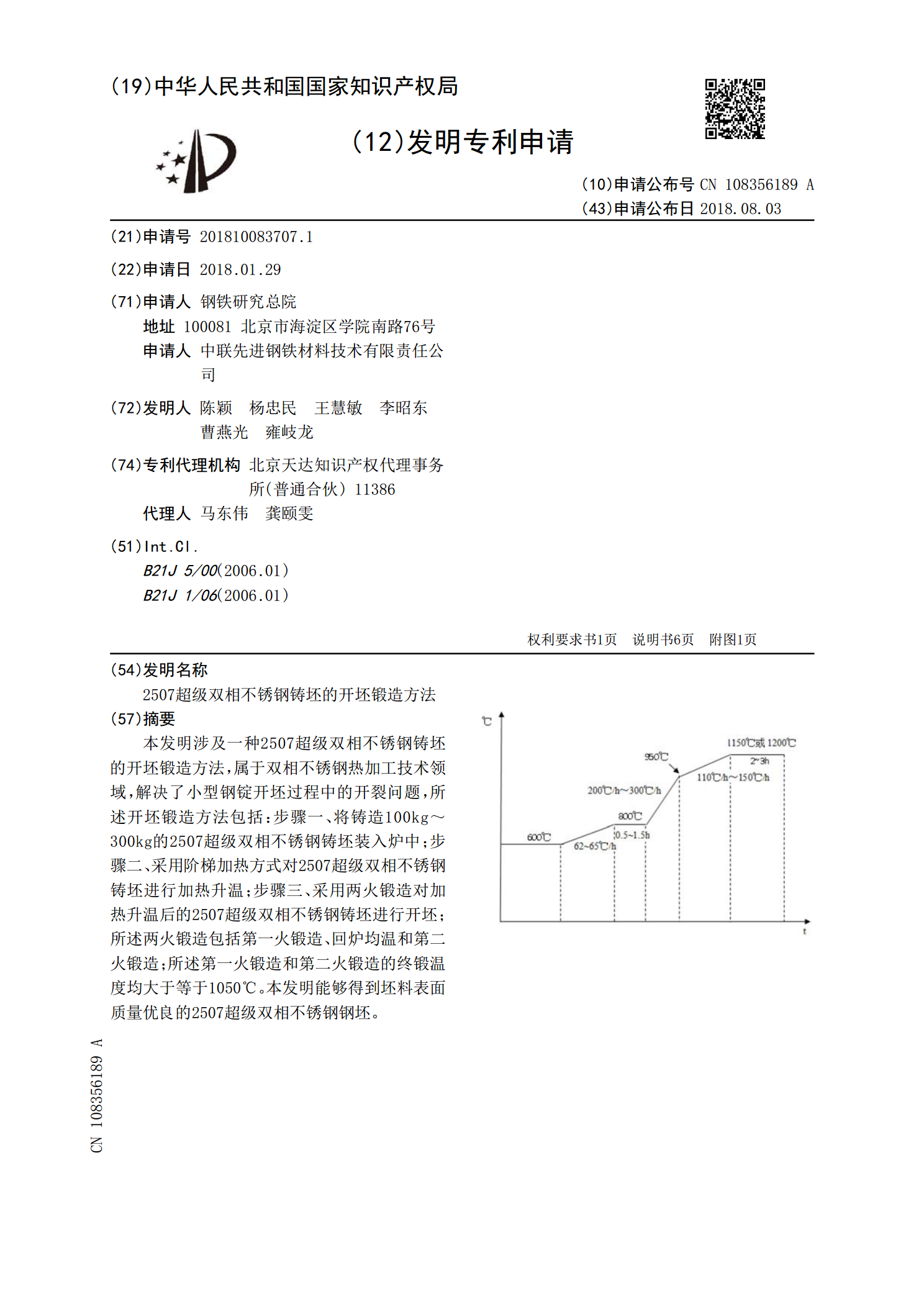
本发明涉及一种2507超级双相不锈钢铸坯的开坯锻造方法,属于双相不锈钢热加工技术领域,解决了小型钢锭开坯过程中的开裂问题,所述开坯锻造方法包括:步骤一、将铸造100kg~300kg的2507超级双相不锈钢铸坯装入炉中;步骤二、采用阶梯加热方式对2507超级双相不锈钢铸坯进行加热升温;步骤三、采用两火锻造对加热升温后的2507超级双相不锈钢铸坯进行开坯;所述两火锻造包括第一火锻造、回炉均温和第二火锻造;所述第一火锻造和第二火锻造的终锻温度均大于等于1050℃。本发明能够得到坯料表面质量优良的2507超级双相
采用空心铸坯热成形环筒件的锻造方法.pdf
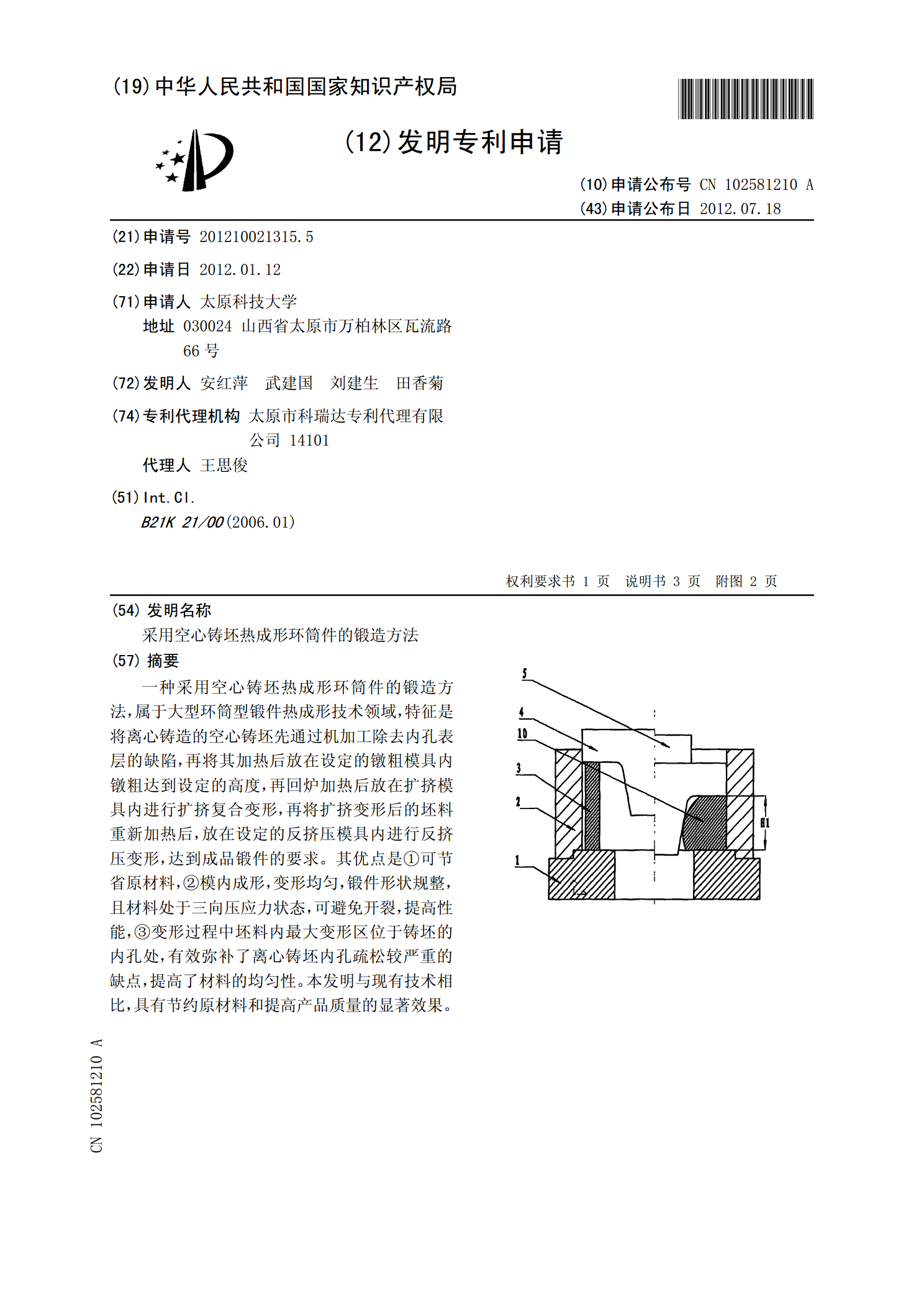
一种采用空心铸坯热成形环筒件的锻造方法,属于大型环筒型锻件热成形技术领域,特征是将离心铸造的空心铸坯先通过机加工除去内孔表层的缺陷,再将其加热后放在设定的镦粗模具内镦粗达到设定的高度,再回炉加热后放在扩挤模具内进行扩挤复合变形,再将扩挤变形后的坯料重新加热后,放在设定的反挤压模具内进行反挤压变形,达到成品锻件的要求。其优点是①可节省原材料,②模内成形,变形均匀,锻件形状规整,且材料处于三向压应力状态,可避免开裂,提高性能,③变形过程中坯料内最大变形区位于铸坯的内孔处,有效弥补了离心铸坯内孔疏松较严重的缺点

一种H13钢立式连铸圆坯的锻造方法.pdf
本发明涉及一种H13钢立式连铸圆坯的锻造方法,包括如下步骤:连铸坯在450±10℃炉中保温,以≤60℃/h速度升至850±10℃保温,以≤120℃/h速度升至1270±10℃保温,空冷20±5min,进入1200±10℃炉中保温,在油压机上拔长四道次,第一道次压下率35~45%,执行结束翻转90°进行第二道次,压下率30~40%,执行结束翻转180°进行第三道次,压下率25~35%,执行结束翻转90°进行第四道次,压下率20~30%,结束后对坯料倒棱,装入1000~1150℃炉中保温,坯料出炉后送径向锻造