
一种VARI整体成型净尺寸复合材料加筋结构制造方法.pdf

元枫****文章


1/7
2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种VARI整体成型净尺寸复合材料加筋结构制造方法.pdf
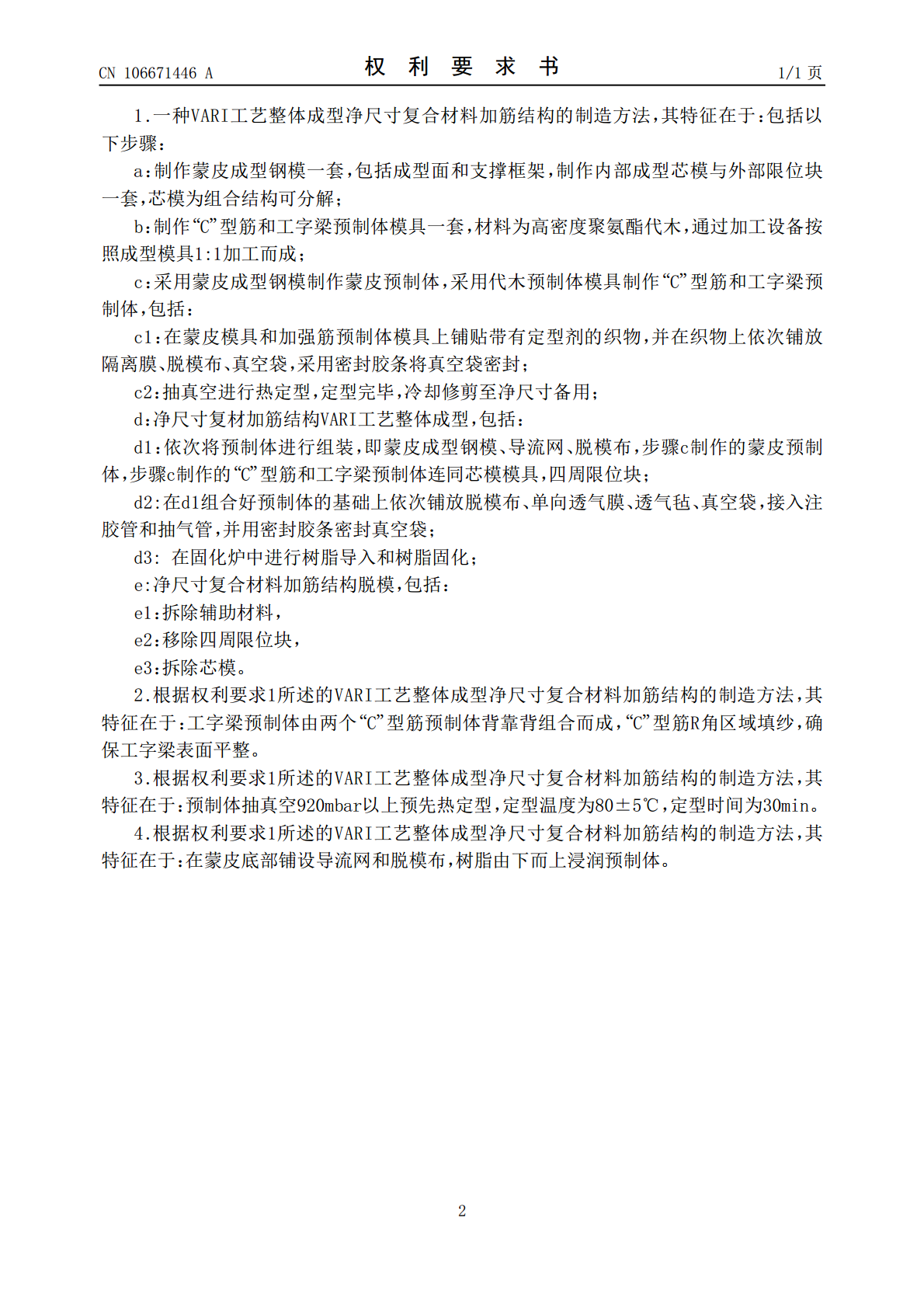
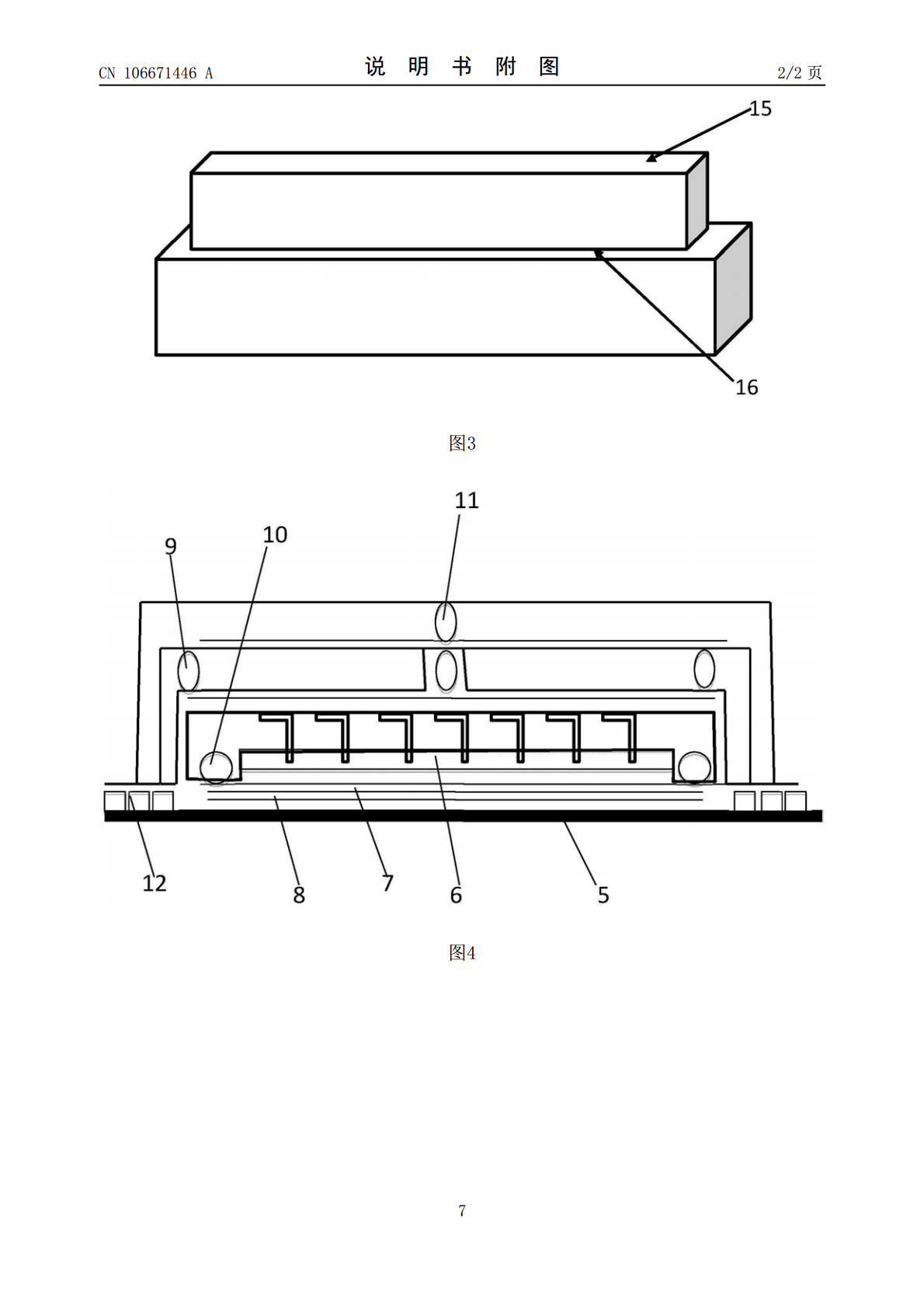
本发明公开了一种VARI工艺整体成型净尺寸复合材料加筋结构的制造方法,采用蒙皮成型钢模制作蒙皮预制体,采用代木预制体模具制作“C”型筋和工字梁预制体,然后在制作完毕的蒙皮预制体下部铺设导流网和脱模布,将已制作完毕的“C”型筋和工字梁预制体连同芯模模具一起组装至带有蒙皮的蒙皮成型钢模上,最后整个复合材料加筋结构在固化炉中进行树脂导入和树脂固化。本制造方法制造的复合材料加筋结构为净尺寸整体结构,不需要后续加工,减少了装配工作量,避免了螺钉连接和铆钉连接这种点连接,提高了整个结构的刚度和强度,此外,VARI工艺

一种陶瓷基复合材料加筋壁板的整体成型方法.pdf
本发明涉及一种陶瓷基复合材料加筋壁板的整体成型方法,包括步骤:通过铺层‑缝合工艺在缝合模具上制备加筋壁板预制体;将加筋壁板预制体置于化学气相沉积炉通过化学气相渗透法进行界面层的沉积;将沉积界面层的加筋壁板预制体装入定型模具完成定型;采用聚碳硅烷真空浸渍加筋壁板预制体,随后在真空环境下高温裂解,完成一次浸渍‑裂解循环;重复浸渍‑裂解循环直至加筋壁板预制体的致密化。该陶瓷基复合材料加筋壁板的整体成型方法的目的是解决现有小尺寸陶瓷基复合材料加筋壁板中筋板与壁板连接强度不高、易产生缺陷和制备周期长的问题。

一种复合材料双面加筋壁板的热压罐整体成型方法.pdf
本发明属于复合材料成型技术领域,涉及一种复合材料双面加筋壁板的热压罐整体成型方法。本发明通过在成型工装上相对于壁板内型面筋条的位置加工出凹槽,然后将预先处理好的内型面筋条放进工装,在工装型面上铺叠蒙皮,最后与外型面筋条共胶接/共固化成型壁板。采用本发明技术的成型方法,可共胶接(Co-bonding)/共固化(Co-curing)出双面纵横加筋壁板、梁等复合材料构件。可有效减少热压罐的使用,大大降低生产成本,避免因多次热历程对复合材料构件性能产生影响,降低工艺风险。
RTM整体成型纵横加筋结构口盖及其制造方法.pdf
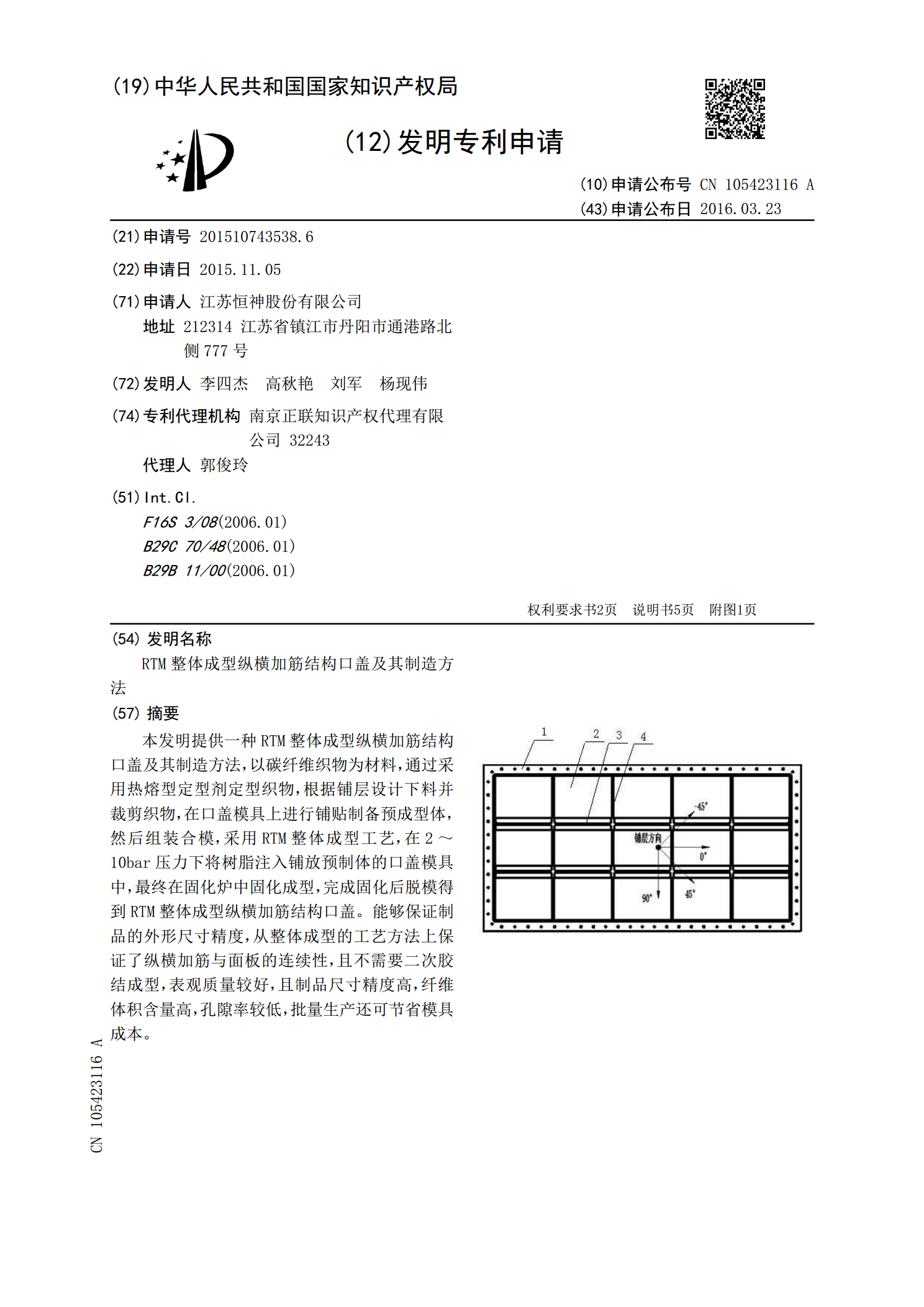
本发明提供一种RTM整体成型纵横加筋结构口盖及其制造方法,以碳纤维织物为材料,通过采用热熔型定型剂定型织物,根据铺层设计下料并裁剪织物,在口盖模具上进行铺贴制备预成型体,然后组装合模,采用RTM整体成型工艺,在2~10bar压力下将树脂注入铺放预制体的口盖模具中,最终在固化炉中固化成型,完成固化后脱模得到RTM整体成型纵横加筋结构口盖。能够保证制品的外形尺寸精度,从整体成型的工艺方法上保证了纵横加筋与面板的连续性,且不需要二次胶结成型,表观质量较好,且制品尺寸精度高,纤维体积含量高,孔隙率较低,批量生产还

RTM整体成型纵横加筋结构口盖及其制造方法.pdf
本发明提供一种RTM整体成型纵横加筋结构口盖及其制造方法,以碳纤维织物为材料,通过采用热熔型定型剂定型织物,根据铺层设计下料并裁剪织物,在口盖模具上进行铺贴制备预成型体,然后组装合模,采用RTM整体成型工艺,在2~10bar压力下将树脂注入铺放预制体的口盖模具中,最终在固化炉中固化成型,完成固化后脱模得到RTM整体成型纵横加筋结构口盖。能够保证制品的外形尺寸精度,从整体成型的工艺方法上保证了纵横加筋与面板的连续性,且不需要二次胶结成型,表观质量较好,且制品尺寸精度高,纤维体积含量高,孔隙率较低,批量生产还