
一种微波炉或者烤箱腔体的成型方法.pdf

飞舟****文章


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种微波炉或者烤箱腔体的成型方法.pdf
本发明公开了一种微波炉或者烤箱腔体的成型方法,包括以下步骤:制备片材:片材的表面处理:焊接成型;喷涂陶瓷涂料;本发明采用先制备片材粗糙砂面後,再焊接成型的方式後喷涂陶瓷涂料,可以保证腔体不變形且得到一低能耗、高強度、耐高溫之不沾易潔之陶瓷塗塗層,本发明将片材先进行喷砂处理然后喷涂粉末陶瓷涂料,避免了传统特搪瓷涂层或特氟龙涂料氟龙涂料高能耗、高溫固化變形或在高温下分解有毒的含氟气体,本发明的腔体成型方法工艺简单,容易操作,使用安全性好,耐高温性强。
一种微波炉或者烤箱腔体的成型方法.pdf
本发明公开了一种微波炉或者烤箱腔体的成型方法,包括以下步骤:制备片材:片材的表面处理:焊接成型、喷涂粉末陶瓷涂料;发明采用先制备片材粗糙砂面后,再焊接成型的方式後喷涂陶瓷涂料,可以保证腔体不变形且得到一低能耗、高強度、耐高溫之不沾易清洁的陶瓷涂层,本发明将片材先进行喷砂处理然后喷涂粉末陶瓷涂料,避免了传统特搪瓷涂层或特氟龙涂料氟龙涂料高能耗、高溫固化变形或在高温下分解有毒的含氟气体,本发明的腔体成型方法工艺简单,容易操作,使用安全性好,耐高温性强。
一种烤箱或微波炉门铰的压铸成型方法.pdf
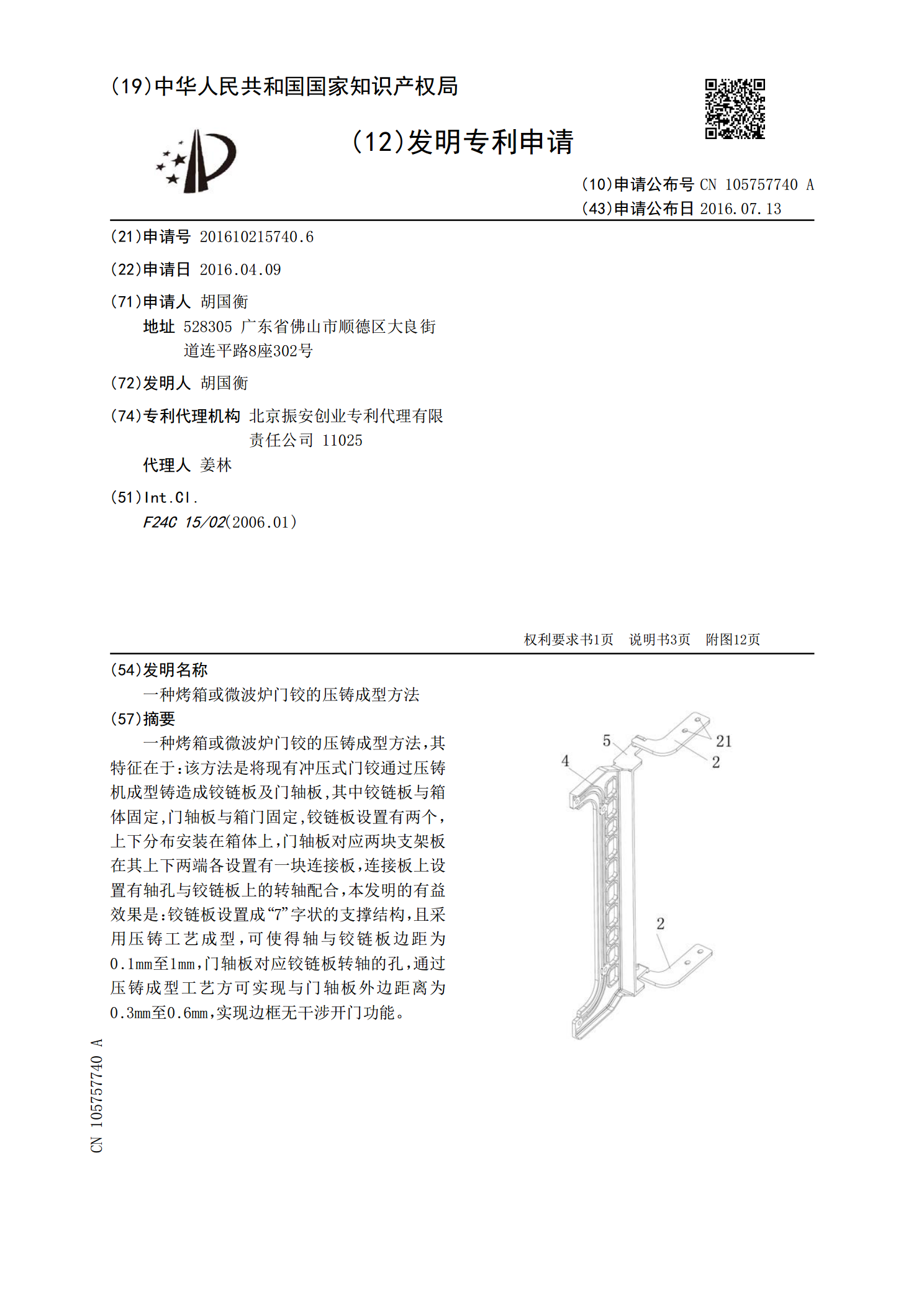
一种烤箱或微波炉门铰的压铸成型方法,其特征在于:该方法是将现有冲压式门铰通过压铸机成型铸造成铰链板及门轴板,其中铰链板与箱体固定,门轴板与箱门固定,铰链板设置有两个,上下分布安装在箱体上,门轴板对应两块支架板在其上下两端各设置有一块连接板,连接板上设置有轴孔与铰链板上的转轴配合,本发明的有益效果是:铰链板设置成“7”字状的支撑结构,且采用压铸工艺成型,可使得轴与铰链板边距为0.1mm至1mm,门轴板对应铰链板转轴的孔,通过压铸成型工艺方可实现与门轴板外边距离为0.3mm至0.6mm,实现边框无干涉开门功能
一种快速精确的微波炉或电烤箱外壳体成型方法及成型设备.pdf
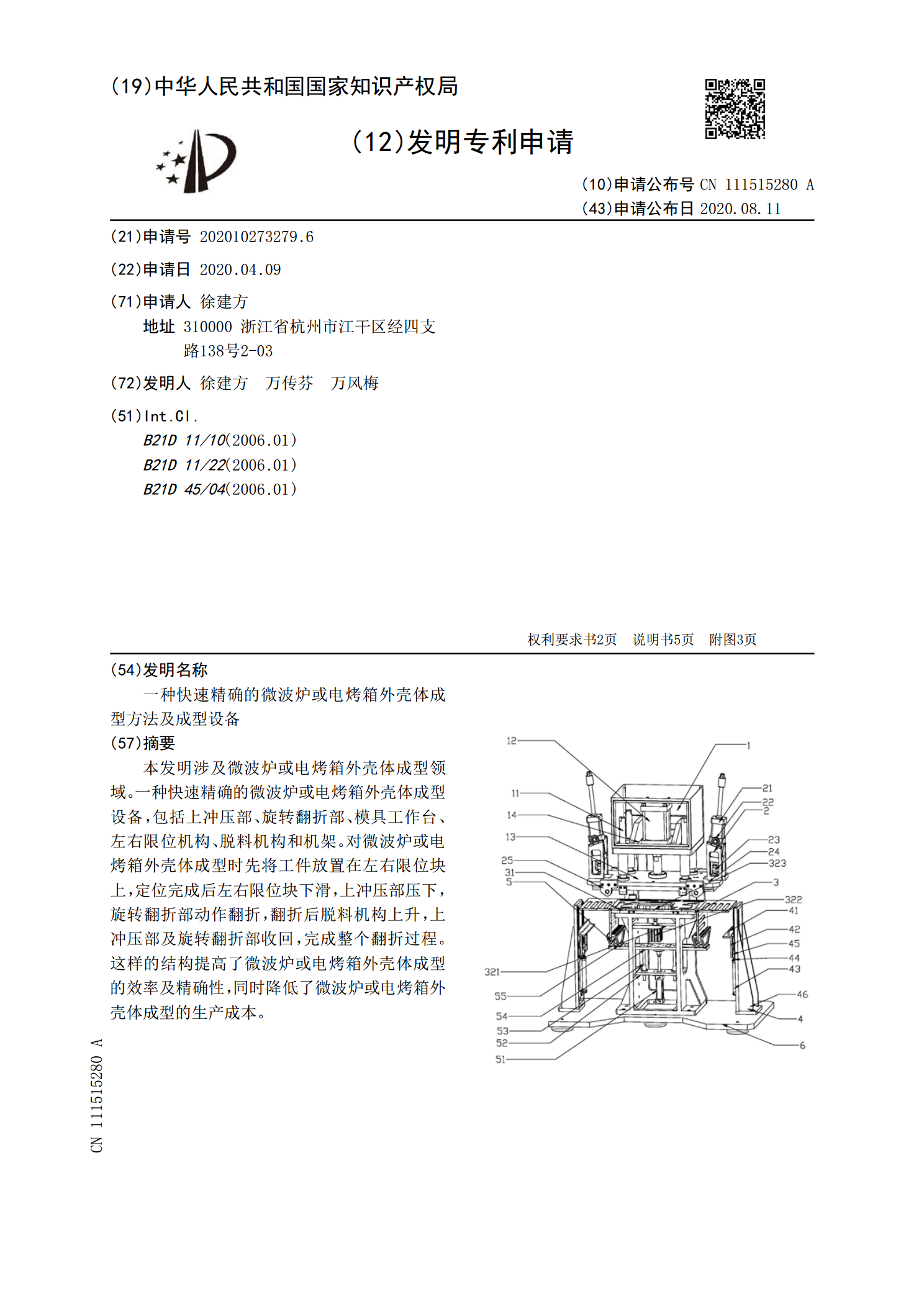
本发明涉及微波炉或电烤箱外壳体成型领域。一种快速精确的微波炉或电烤箱外壳体成型设备,包括上冲压部、旋转翻折部、模具工作台、左右限位机构、脱料机构和机架。对微波炉或电烤箱外壳体成型时先将工件放置在左右限位块上,定位完成后左右限位块下滑,上冲压部压下,旋转翻折部动作翻折,翻折后脱料机构上升,上冲压部及旋转翻折部收回,完成整个翻折过程。这样的结构提高了微波炉或电烤箱外壳体成型的效率及精确性,同时降低了微波炉或电烤箱外壳体成型的生产成本。

一种微波炉的腔体结构.pdf
一种微波炉的腔体结构,包括微波炉主体,微波炉主体内设置有烹饪腔体,腔体的底部中央设置有用于插入转盘连接头的安装孔,转盘连接头和转轮共同支撑并带动转盘转动,腔体的底部中央还设置有用于固定豆浆杯的基座,基座上环设有一个以上的定位槽,基座呈环状,基座与安装孔同心设置。基座的中部向上形成凸环,豆浆杯的底部设置有固定环,固定环套装在凸环上。固定环的外周设置有一个以上的定位片,定位片插装在定位槽中。基座的中部向下形成内凸的环状台阶,轴承设置在台阶上。腔体的底部中央还设置有凸台,安装孔位于凸台的中央。本发明具有结构简单