
一种光纤预制棒自动拉丝装置及自动拉丝方法.pdf

戊午****jj

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种光纤预制棒自动拉丝装置及自动拉丝方法.pdf
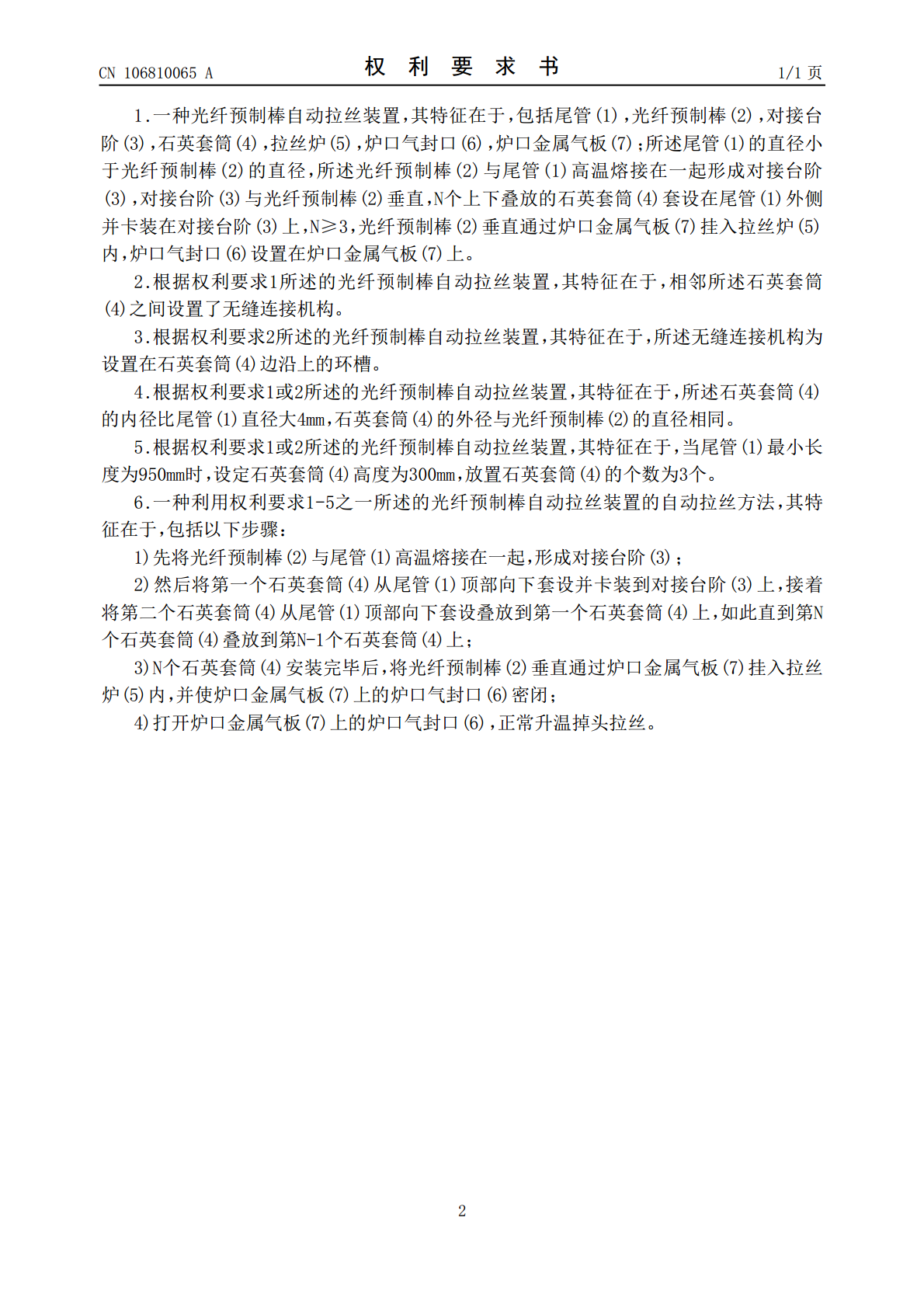
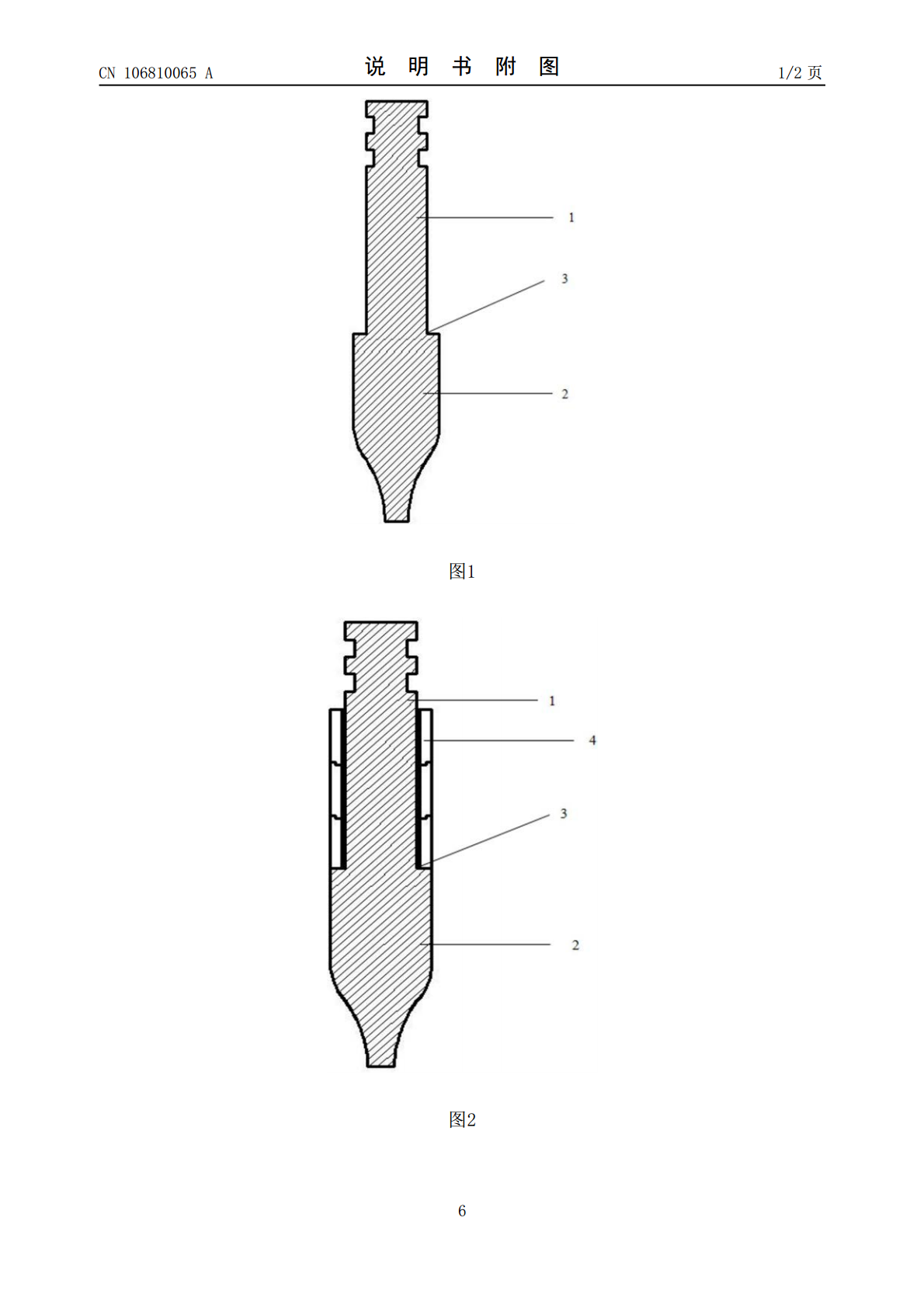
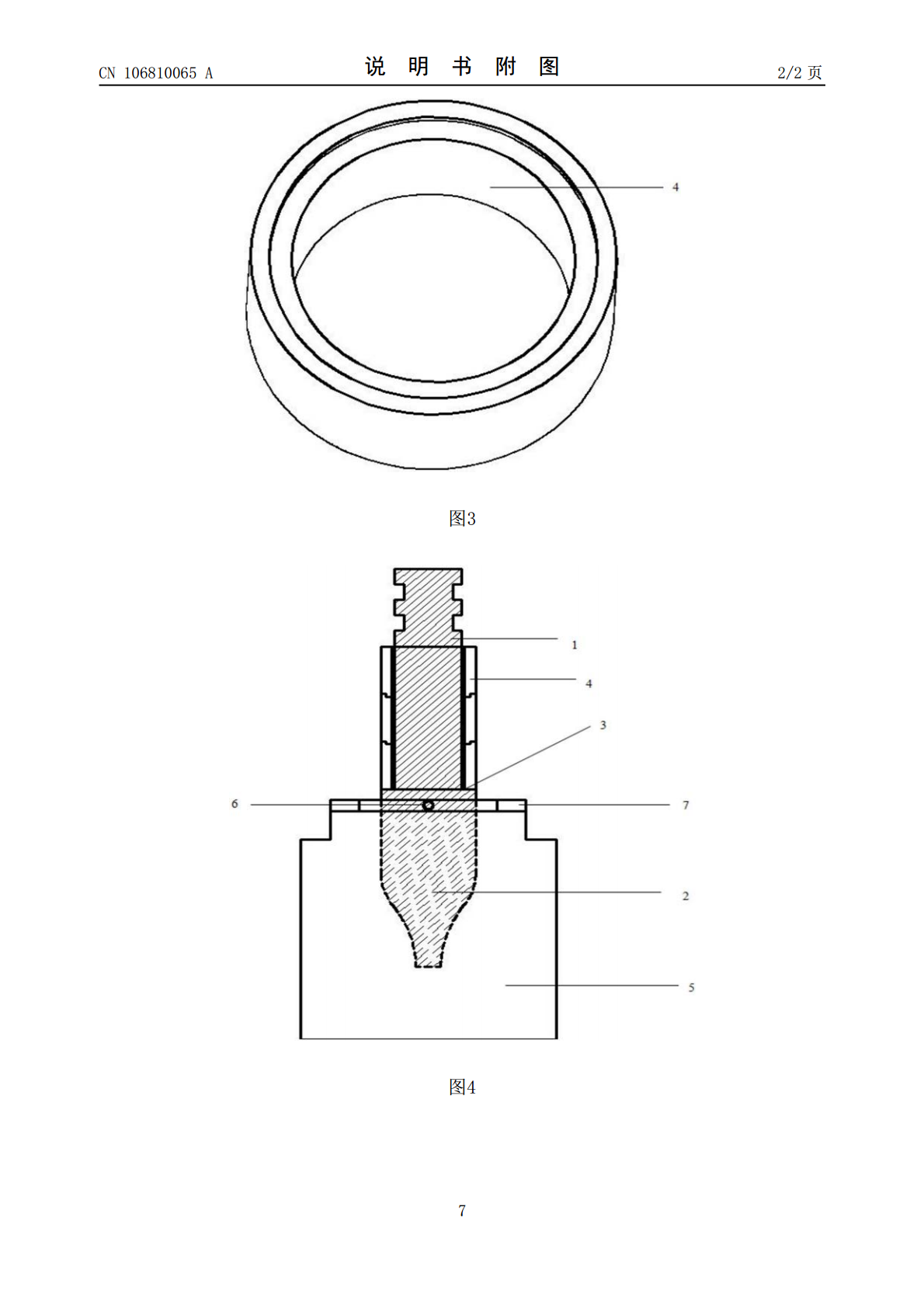
一种光纤预制棒自动拉丝装置,包括尾管,光纤预制棒,对接台阶,石英套筒,拉丝炉,炉口气封口,炉口金属气板;所述尾管的直径小于光纤预制棒的直径,所述光纤预制棒与尾管高温熔接在一起形成对接台阶,对接台阶与光纤预制棒垂直,N个上下叠放的石英套筒套设在尾管外侧并卡装在对接台阶上,N≥3,光纤预制棒垂直通过炉口金属气板挂入拉丝炉内,炉口气封口设置在炉口金属气板上。本发明还包括光纤预制棒自动拉丝装置的自动拉丝方法。本发明的优点在于保证炉内气流和温场的稳定,保证了丝径波动的稳定,延长了石墨件使用寿命,降低了光纤的生产成本
一种拉丝塔光纤预制棒自动对中装置及方法.pdf
本发明涉及一种用于光纤拉丝的拉丝塔光纤预制棒自动对中装置及方法,装置包括有垂直进给台和二维调节装置,二维调节装置下连预制棒夹头,预制棒夹头下方对应安设加热炉和保温炉,在保温炉炉口下方安设有裸光纤直径测量仪和牵引轮收线装置,其特征在于所述二维调节装置为自动二维调节装置,在牵引轮收线装置上方设置裸光纤位置测量仪,在加热炉炉口上方安设预制棒炉口位置测量仪或/和在加热炉炉内安设预制棒炉内位置测量仪,所述的自动二维调节装置通过处理控制器与裸光纤位置测量仪相连,并与预制棒炉口位置测量仪或/和预制棒炉内位置测量仪相连。

一种外径波动光纤预制棒的拉丝方法及拉丝装置.pdf
本发明涉及了一种外径波动光纤预制棒的拉丝方法及拉丝装置,其在拉丝炉上口安装符合要求的已安装好耐高温弹性材料的密封件,拉丝过程中耐高温弹性材料与预制棒或辅助玻璃管紧密接触,保证了拉丝炉的密封。将光纤预制棒最大直径设为r1,光纤预制棒最小直径设为r2,辅助玻璃管外径r3,将带凹槽的密封件上下口的直径设为r4,密封件凹槽内径设为r5,密封件凹槽高度设为h,密封件安装耐高温弹性材料后,将耐高温弹性材料沿水平方向压缩,压强为1kPa时,其内径设为r6,压强为30kPa时,其内径设为r7,上述测量的数值需要满足如下关

外径波动光纤预制棒的拉丝方法及装置.pdf
本发明涉及一种外径波动、尤其是大尺寸外径波动光纤预制棒的拉丝方法及装置,与现有拉丝方法的不同之处在于在拉丝炉发热腔上端炉口设置径向密封可调装置,拉丝过程中,光纤预制棒紧贴径向密封可调装置,使得光纤预制棒与径向密封可调装置之间的径向间隙,即光纤预制棒外径与径向密封可调装置密封孔径之差保持在0~0.2mm范围。本发明使得外径变化不均匀的大尺寸预制棒与径向密封可调装置之间的径向间隙在拉丝进给时始终保持在较小的可允许间隙范围内或趋于零,从而保证拉丝的质量,解决了大尺寸外径波动光纤预制棒无法直接拉丝加工的技术难题;

光纤预制棒拉丝断纤后的涂料自动收集装置及其收集方法.pdf
本发明提供一种配合光纤预制棒拉丝设备使用的涂料自动收集装置,光纤预制棒拉丝设备包括涂覆模座、用于牵伸拉丝的跳舞轮,跳舞轮上支撑有轮杆,轮杆的末端枢轴连接在一定轴上,跳舞轮复位时带动轮杆以枢轴连接的节点为圆心摆动,其特征在于:自动收集装置包括托盘、推动托盘位于涂覆模座涂料出口正下方的推动机构、接触传感器,以及与接触传感器电连接、用于控制推动机构工作的控制器,轮杆复位摆动时能够碰触接触传感器。本发明还提供一种使用上述收集装置进行收集断纤后涂料的自动收集方法。解决了拉丝断纤后由于不能及时处理涂覆模座内的残余涂料