
一种热旋成型方法.pdf

醉香****mm


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热旋成型方法.pdf
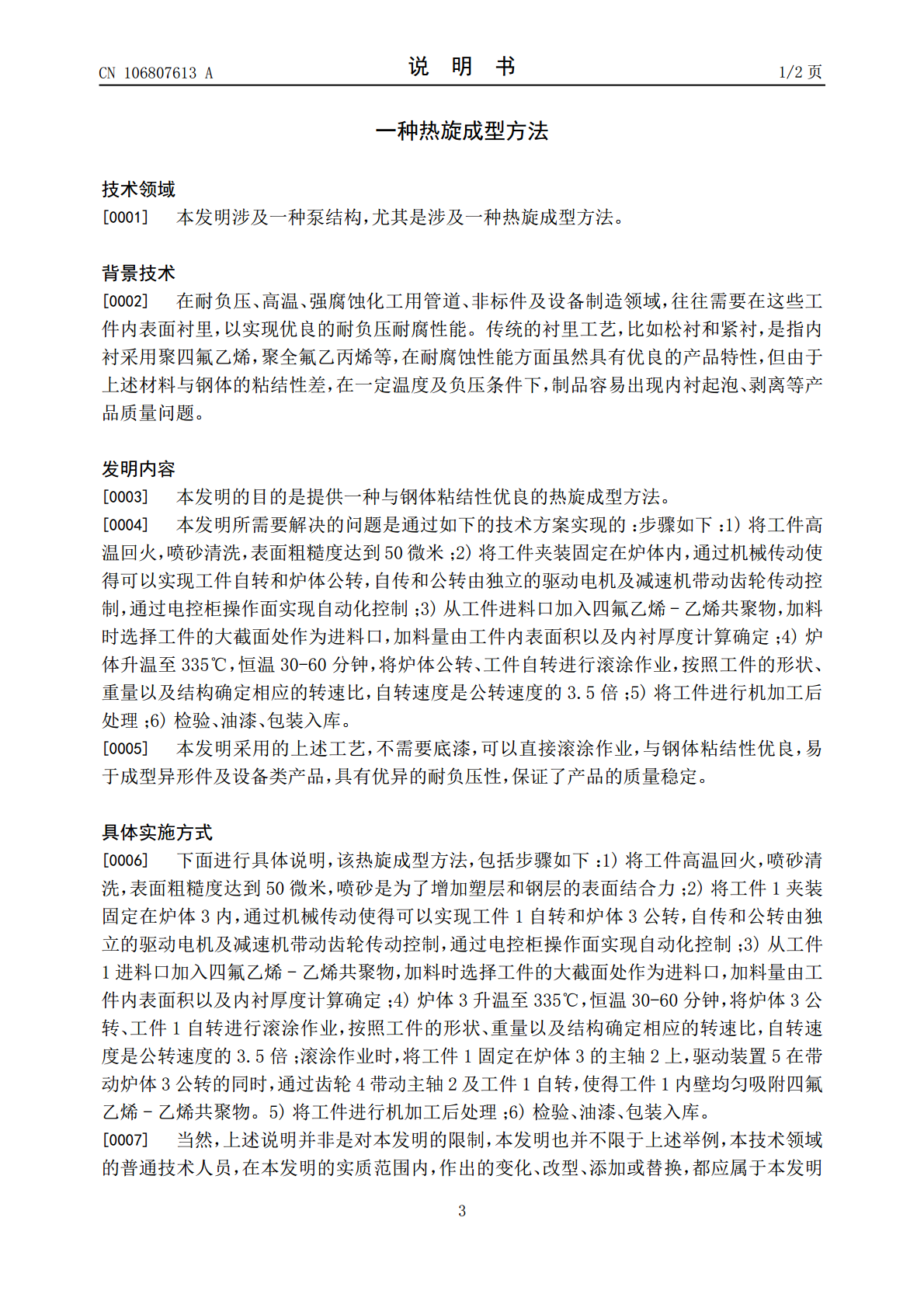
本发明涉及一种泵结构,尤其是涉及一种热旋成型方法。该工艺包括以下步骤:件高温回火,喷砂清洗,表面粗糙度达到50微米;2)将工件夹装固定在炉体内;3)从工件进料口加入四氟乙烯-乙烯共聚物,加料时选择工件的大截面处作为进料口,加料量由工件内表面积以及内衬厚度计算确定;4)炉体升温至335℃,恒温30-60分钟,将炉体公转、工件自转进行滚涂作业,按照工件的形状、重量以及结构确定相应的转速比,自转速度是公转速度的3.5倍;5)将工件进行机加工后处理;6)检验、油漆、包装入库。本发明采用的上述工艺,不需要底漆,可以
一种360°热旋成型工艺.pdf
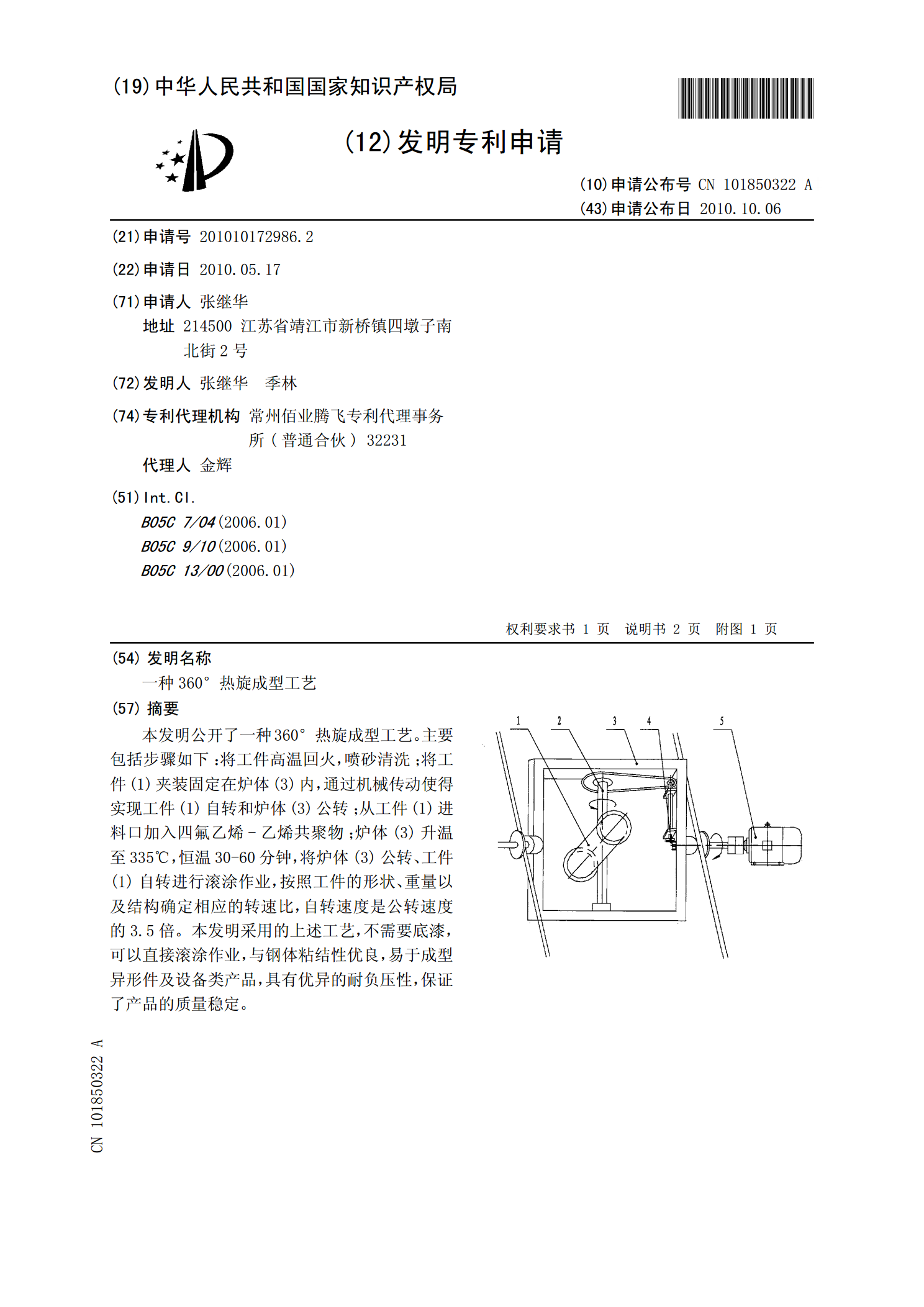
本发明公开了一种360°热旋成型工艺。主要包括步骤如下:将工件高温回火,喷砂清洗;将工件(1)夹装固定在炉体(3)内,通过机械传动使得实现工件(1)自转和炉体(3)公转;从工件(1)进料口加入四氟乙烯-乙烯共聚物;炉体(3)升温至335℃,恒温30-60分钟,将炉体(3)公转、工件(1)自转进行滚涂作业,按照工件的形状、重量以及结构确定相应的转速比,自转速度是公转速度的3.5倍。本发明采用的上述工艺,不需要底漆,可以直接滚涂作业,与钢体粘结性优良,易于成型异形件及设备类产品,具有优异的耐负压性,保证了产品
薄壁储气筒热旋压成型装置及热旋压成型工艺.pdf
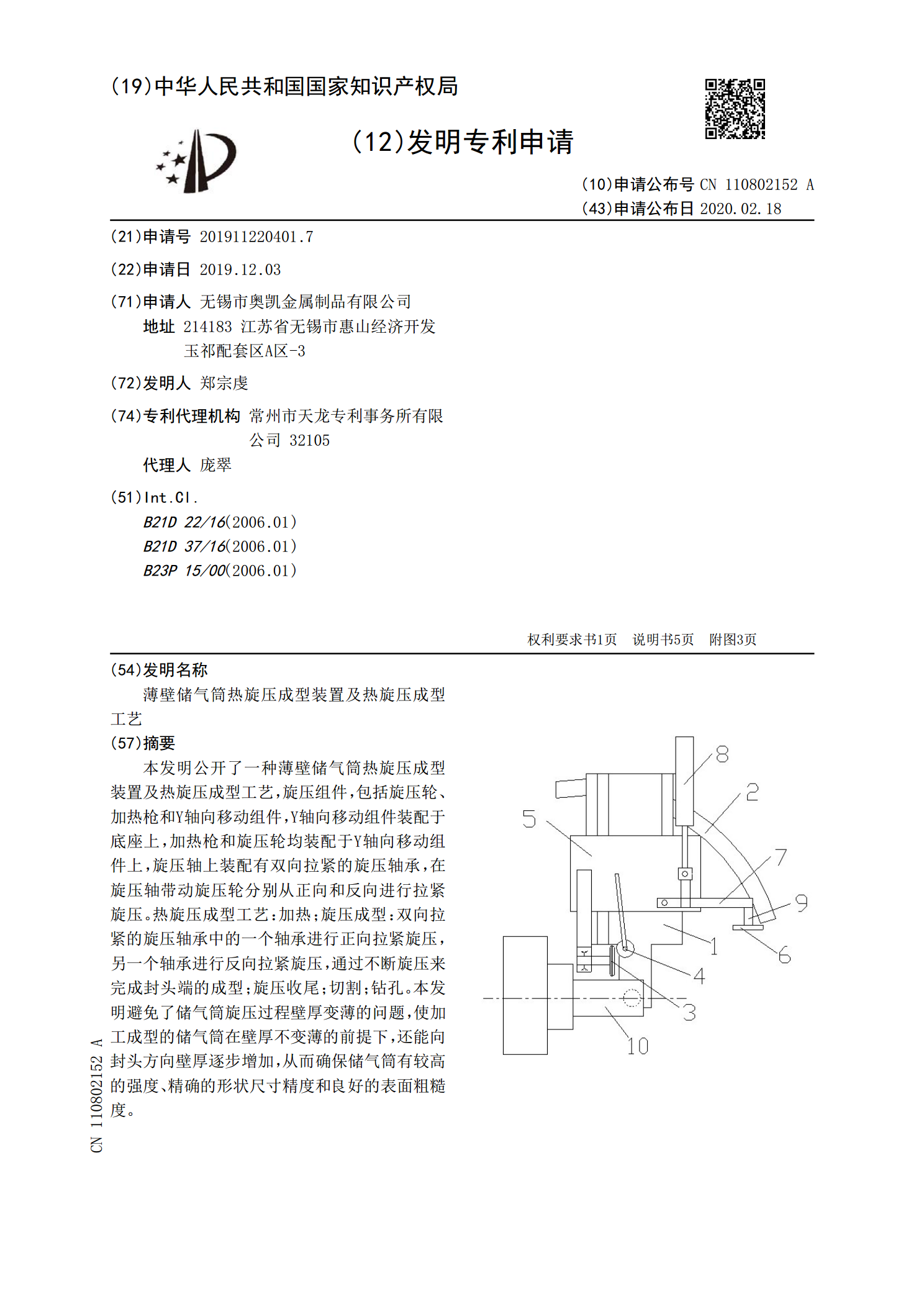
本发明公开了一种薄壁储气筒热旋压成型装置及热旋压成型工艺,旋压组件,包括旋压轮、加热枪和Y轴向移动组件,Y轴向移动组件装配于底座上,加热枪和旋压轮均装配于Y轴向移动组件上,旋压轴上装配有双向拉紧的旋压轴承,在旋压轴带动旋压轮分别从正向和反向进行拉紧旋压。热旋压成型工艺:加热;旋压成型:双向拉紧的旋压轴承中的一个轴承进行正向拉紧旋压,另一个轴承进行反向拉紧旋压,通过不断旋压来完成封头端的成型;旋压收尾;切割;钻孔。本发明避免了储气筒旋压过程壁厚变薄的问题,使加工成型的储气筒在壁厚不变薄的前提下,还能向封头方
储气筒热旋压成型工艺.pdf
本发明公开了一种储气筒热旋压成型工艺,所述工艺步骤如下:(1)在旋压机上安装好需要旋的储气筒管材后,让封头旋转,同时用加热枪进行加热;(2)当加热温度高于350℃时进行旋压,通过旋轮的不断旋压来完成封头的成型;(3)通过旋轮的二维运动轨迹,旋压完成后关闭加热枪,即得到储气筒。本发明生产效率高,储气筒具有较高的强度、较为精确的形状尺寸精度和良好的表面粗糙度,适合于小批量多品种生产模式,既节省了原材料又提高了成型可靠性。对比焊接型的储气罐最大的优点是不会有漏气的现象,整个罐体是一体成型的。
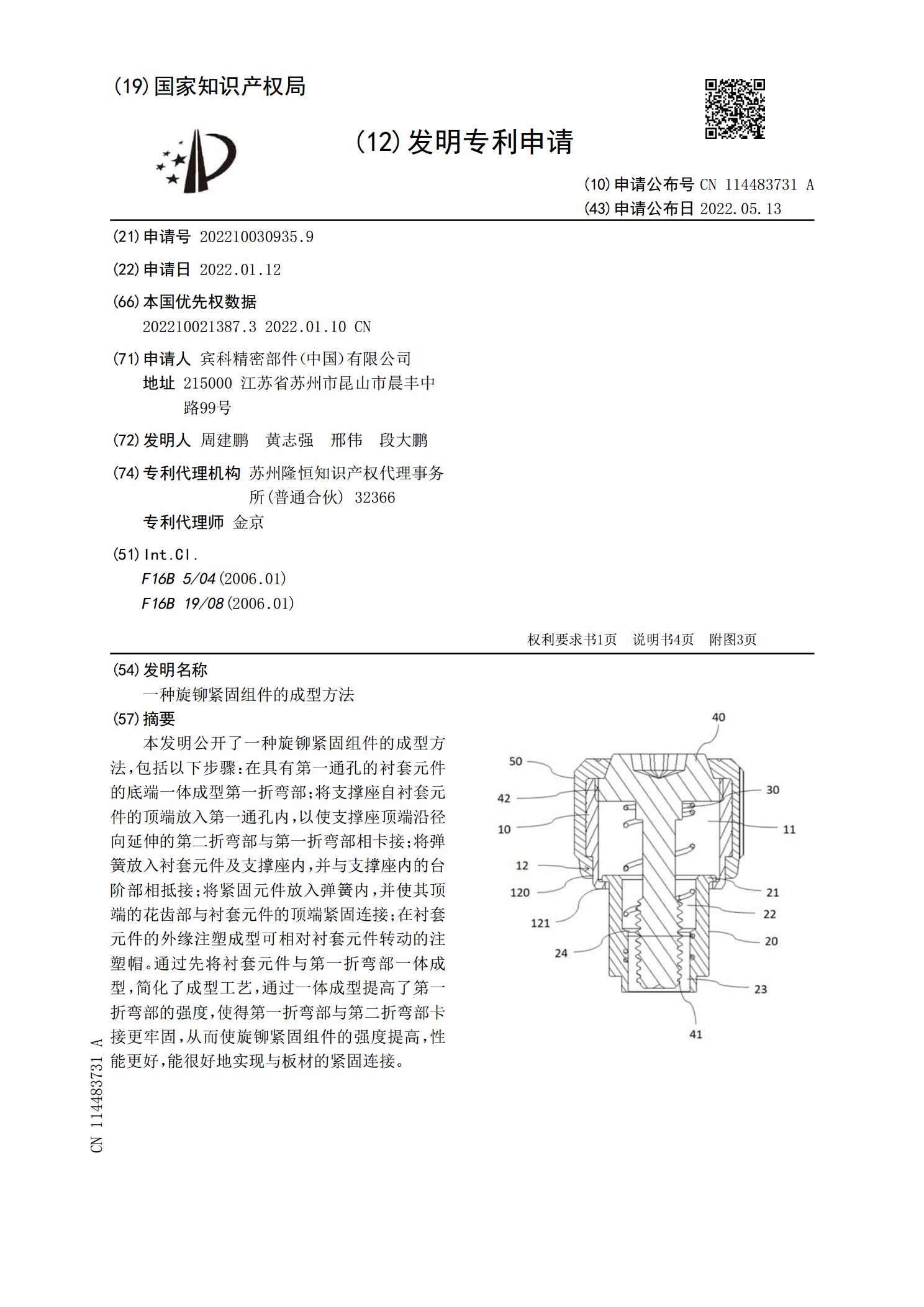
一种旋铆紧固组件的成型方法.pdf
本发明公开了一种旋铆紧固组件的成型方法,包括以下步骤:在具有第一通孔的衬套元件的底端一体成型第一折弯部;将支撑座自衬套元件的顶端放入第一通孔内,以使支撑座顶端沿径向延伸的第二折弯部与第一折弯部相卡接;将弹簧放入衬套元件及支撑座内,并与支撑座内的台阶部相抵接;将紧固元件放入弹簧内,并使其顶端的花齿部与衬套元件的顶端紧固连接;在衬套元件的外缘注塑成型可相对衬套元件转动的注塑帽。通过先将衬套元件与第一折弯部一体成型,简化了成型工艺,通过一体成型提高了第一折弯部的强度,使得第一折弯部与第二折弯部卡接更牢固,从而使