
一种6系铝合金材料及其制备方法.pdf

邻家****66

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种6系铝合金材料及其制备方法.pdf
本发明提供一种6系铝合金材料,由以下质量百分比的元素成分组成:Si0.56‑0.72%、Mg0.74‑0.8%、Fe≤0.16%、Cu≤0.10%、Mn≤0.10%、Zn≤0.05%、Ti≤0.10%,余量为Al和不可避免的杂质元素。本发明还公开了其制备方法,包括以下:步骤装炉、熔炼、成分调整、精炼、静置调温、晶粒细化、铸造。本发明制备的6系铝合金在具有较高强度的同时,还具有有优异的高热传导率,其抗拉强度可达260MPa,断裂伸长率达14%,韦氏硬度为15.5度,热传导率高达240W/m·K,阳极氧
一种7000系铝合金材料及其制备方法.pdf
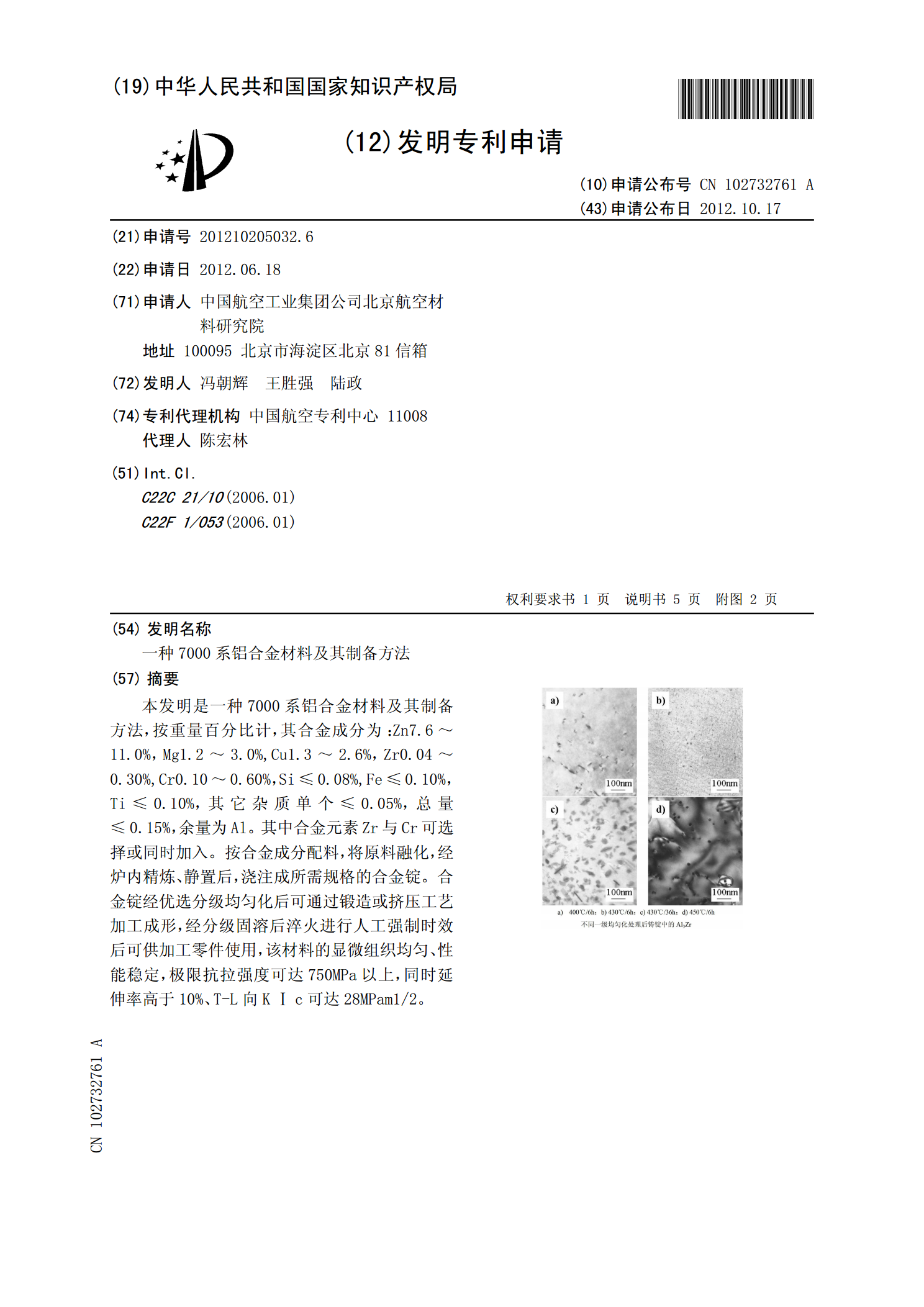
本发明是一种7000系铝合金材料及其制备方法,按重量百分比计,其合金成分为:Zn7.6~11.0%,Mg1.2~3.0%,Cu1.3~2.6%,Zr0.04~0.30%,Cr0.10~0.60%,Si≤0.08%,Fe≤0.10%,Ti≤0.10%,其它杂质单个≤0.05%,总量≤0.15%,余量为Al。其中合金元素Zr与Cr可选择或同时加入。按合金成分配料,将原料融化,经炉内精炼、静置后,浇注成所需规格的合金锭。合金锭经优选分级均匀化后可通过锻造或挤压工艺加工成形,经分级固溶后淬火进行人工强制时效后可供
一种6系铝合金的制备方法.pdf
本发明公开了一种6系铝合金的制备方法,包括以下步骤:将电解铝液、Mg、Cu、Al-Mn中间合金和Al-Si中间合金在熔炼炉中合金化,得到第一合金熔液;将所述第一合金熔液精炼、除气、除渣、搅拌和扒渣处理后,加入Al-Ti-B中间合金进行细化处理,得到第二合金熔液;利用半连续铸造法对所述第二合金熔液铸造,得到6系铝合金铸锭。本发明以电解铝液为原料,控制铸造温度与铸造速度,利用半连续铸造法制备得到6系铝合金铸锭,制备的6系铝合金铸锭具有化学成分稳定性好、铸锭表面质量良好、铸锭显微组织均匀致密和热加工性能良好等特
一种6系铝合金圆锭及其制备方法和应用.pdf
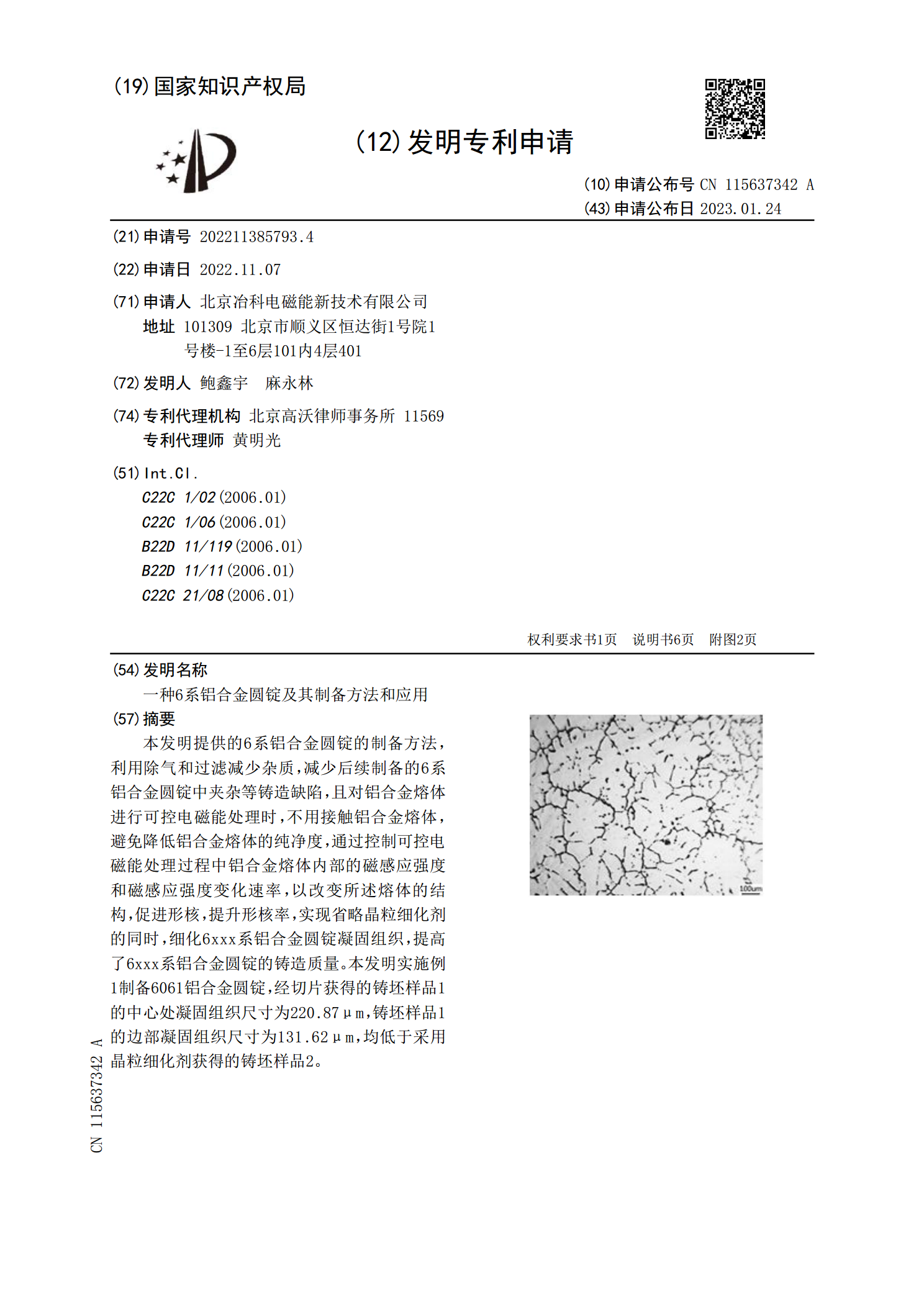
本发明提供的6系铝合金圆锭的制备方法,利用除气和过滤减少杂质,减少后续制备的6系铝合金圆锭中夹杂等铸造缺陷,且对铝合金熔体进行可控电磁能处理时,不用接触铝合金熔体,避免降低铝合金熔体的纯净度,通过控制可控电磁能处理过程中铝合金熔体内部的磁感应强度和磁感应强度变化速率,以改变所述熔体的结构,促进形核,提升形核率,实现省略晶粒细化剂的同时,细化6xxx系铝合金圆锭凝固组织,提高了6xxx系铝合金圆锭的铸造质量。本发明实施例1制备6061铝合金圆锭,经切片获得的铸坯样品1的中心处凝固组织尺寸为220.87μm,
一种6系铝合金厚板制备方法.pdf
本发明公开了一种6系铝合金厚板制备方法,工艺步骤包括熔铸、时效热处理、机加工,除去了中间的均热、轧制、固溶淬火等步骤,通过一定的熔铸以及时效热处理工艺参数,获得跟传统方法相近的性能,从而解决了传统方法受制于轧机开口度、固溶热处理炉膛高度的问题,便于制备厚度更厚的板带材,且具有能够生产圆柱形产品的优势;由于除去了中间的均热、轧制、固溶淬火等步骤,因此工序短、成本低、能耗小,工艺控制过程更短,有助于提高生产效率。